
 商标分类
商标分类  商标转让
商标转让 
壳组件的制备方法、壳组件与移动终端与流程
 2021-01-30 20:01:35|
2021-01-30 20:01:35| 287|
287| 起点商标网
起点商标网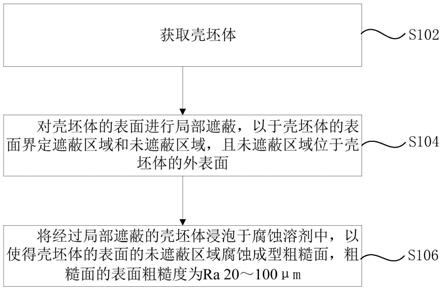
[0001]
本申请涉及移动终端技术领域,特别是涉及壳组件的制备方法、壳组件与移动终端。
背景技术:
[0002]
陶瓷具有高强度、高光泽、高断裂韧性以及优异的隔热性能以及耐高温性能等属性,作为手机、平板电脑等移动终端的结构件,被广泛应用于后盖、中框等壳组件结构中,受到了消费者的欢迎。
[0003]
为了使摄像头不凸出,目前采用内藏式摄像头,在后盖表面镶嵌蓝宝石或者摄像头镜片。为防止摄像头镜片或蓝宝石磨花影响影像效果,通常在后盖的表面靠近摄像头的地方设置凸出后盖表面的防磨凸起,以利用防磨凸起支撑移动终端,从而防止摄像头镜片与桌面接触。
[0004]
然而,利用防磨凸起支撑移动终端,防止壳组件与桌面等平台大面积接触,虽然能够降低摄像头镜片被摩花机率,但对于采用陶瓷材料制作的壳组件而言,由于陶瓷材质的表面极为光滑,移动终端容易从桌面等平台滑落,防磨凸起的支撑导致壳组件与桌面等平台的接触面更小,更是加剧了这种滑落的风险,容易导致移动终端跌落受损,此外,目前陶瓷材质的壳组件虽然能够获得较好握持手感,但也容易滑脱而掉落受损。
技术实现要素:
[0005]
本申请实施例为解决移动终端容易掉落受损的问题,提供一种壳组件的制备方法、壳组件以及包括该壳组件的移动终端。
[0006]
一方面,本申请提供一种壳组件的制备方法,包括以下步骤:
[0007]
获取壳坯体;
[0008]
对所述壳坯体的表面进行局部遮蔽,以于所述壳坯体的表面界定遮蔽区域和未遮蔽区域,且所述未遮蔽区域位于所述壳坯体的外表面;
[0009]
将经过局部遮蔽的壳坯体浸泡于腐蚀溶剂中,以使得所述壳坯体的表面的未遮蔽区域腐蚀成型粗糙面,所述粗糙面的表面粗糙度为ra 20~100μm。
[0010]
在其中一个实施例中,所述获取壳坯体的步骤包括:
[0011]
将70~99重量份的陶瓷或玻璃原料粉末与1~30重量份的粘结剂进行混合,得到浆料;
[0012]
所述浆料通过注射成型、流延、或者干压成型,以获得生坯;
[0013]
对所述生坯进行排胶脱脂,以去除有机成分;
[0014]
将经过排胶脱脂的生坯置于还原性或氧化或惰性气氛中进行烧结,烧结温度控制在1200℃以上,烧结时间控制在0.5h~10h,以获得烧结坯;
[0015]
对所述烧结坯进行cnc加工、打磨抛光,以得到壳坯体。
[0016]
在其中一个实施例中,所述粘结剂选自石蜡、聚乙二醇、硬脂酸、邻苯二甲酸二辛
脂、聚乙烯、聚丙烯、聚甲基丙烯酸甲酯和聚甲醛中的一种或多种。
[0017]
在其中一个实施例中,所述对所述壳坯体的表面进行局部遮蔽,以于所述壳坯体的表面界定遮蔽区域和未遮蔽区域的步骤包括:
[0018]
采用真空贴膜的方式将膜片密封贴合于所述壳坯体的表面,所述壳坯体的表面覆设有所述膜片的部分界定所述遮蔽区域,其余部分界定所述未遮蔽区域。
[0019]
在其中一个实施例中,所述对所述壳坯体的表面进行局部遮蔽,以于所述壳坯体的表面界定遮蔽区域和未遮蔽区域的步骤包括:
[0020]
采取遮挡件对所述壳坯体的表面需要进行腐蚀的部分进行遮挡;
[0021]
对经遮挡件遮挡的壳坯体喷涂油墨,以形成贴附所述壳坯体的表面的油墨遮蔽层,所述壳坯体的表面贴附有所述油墨遮蔽层的部分界定遮蔽区域;
[0022]
将所述遮挡件从所述壳坯体移除,以使得所述壳坯体的表面需要进行腐蚀的部分裸露并界定所述未遮蔽区域。
[0023]
在其中一个实施例中,所述将经过局部遮蔽的壳坯体浸泡于腐蚀溶剂中的步骤之后,还包括步骤:
[0024]
去除所述油墨遮蔽层;
[0025]
对去除油墨遮蔽层的壳坯体进行清洗。
[0026]
在其中一个实施例中,所述对所述壳坯体的表面进行局部遮蔽的步骤之前,还包括对所述壳坯体的表面进行除油脂的步骤:
[0027]
将所述壳坯体浸泡在低碱性溶液中,所述低碱性溶液的ph值为9~12。
[0028]
在其中一个实施例中,所述低碱性溶液的组分包括无机低碱性助剂、表面活性剂和消泡剂。
[0029]
在其中一个实施例中,还包括以下至少一种方案:
[0030]
所述无机低碱性助剂选自硅酸钠、三聚磷酸钠、磷酸钠、碳酸钠中的一种或多种;
[0031]
或者,表面活性剂采用非离子型与阴离子型表面活性剂或聚氯乙烯op类和磺酸盐型表面活性剂。
[0032]
在其中一个实施例中,所述腐蚀溶剂包括氢氟酸、盐酸、硝酸和硫酸中的一种或者多种,在将经过局部遮蔽的壳坯体浸泡于腐蚀溶剂中的步骤中,所述腐蚀溶剂的温度控制在20℃~100℃,浸泡时间控制在20分钟~50分钟。
[0033]
另一方面,本申请提供一种壳组件,是利用上述的壳组件制备方法制备得到的。
[0034]
在其中一个实施例中,所述壳组件包括中框或后盖,或者,所述壳组件为中框和后盖一体成型结构。
[0035]
再一方面,本申请提供一种移动终端,包括上述的壳组件。
[0036]
本申请的壳组件的制备方法、壳组件与移动终端,利用壳坯体表面所形成的粗糙面,提高壳组件的防滑性能,以避免移动终端容易掉落受损。
附图说明
[0037]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以
根据这些附图获得其他的附图。
[0038]
图1为一实施例提供的移动终端的立体示意图;
[0039]
图2为图1示出的移动终端的后视示意图;
[0040]
图3为示意性示出了具有防磨凸起的移动终端在放置于平台时,壳组件与平台的接触情形;
[0041]
图4为一实施例提供的移动终端的壳组件的制备方法的步骤流程示意图;
[0042]
图5为一实施例的壳组件的制备方法的获取壳坯体的步骤流程示意图;
[0043]
图6为一实施例的壳组件的制备方法中,对壳坯体的表面进行局部遮蔽的步骤流程示意图。
具体实施方式
[0044]
为了便于理解本申请,下面将参照相关附图对本申请进行更全面的描述。附图中给出了本申请的较佳的实施例。但是,本申请可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本申请的公开内容的理解更加透彻全面。
[0045]
作为在此使用的“移动终端”指包括但不限于经由以下任意一种或者数种连接方式连接的能够接收和/或发送通信信号的装置:
[0046]
(1)经由有线线路连接方式,如经由公共交换电话网络(public switched telephone networks,pstn)、数字用户线路(digital subscriber line,dsl)、数字电缆、直接电缆连接;
[0047]
(2)经由无线接口方式,如蜂窝网络、无线局域网(wireless local area network,wlan)、诸如dvb-h网络的数字电视网络、卫星网络、am-fm广播发送器。
[0048]
被设置成通过无线接口通信的移动终端可以被称为“移动终端”。移动终端的示例包括但不限于以下电子装置:
[0049]
(1)卫星电话或蜂窝电话;
[0050]
(2)可以组合蜂窝无线电电话与数据处理、传真以及数据通信能力的个人通信系统(personal communications system,pcs)终端;
[0051]
(3)无线电电话、寻呼机、因特网/内联网接入、web浏览器、记事簿、日历、配备有全球定位系统(global positioning system,gps)接收器的个人数字助理(personal digital assistant,pda);
[0052]
(4)常规膝上型和/或掌上型接收器;
[0053]
(5)常规膝上型和/或掌上型无线电电话收发器等。
[0054]
如图1和图2所示,在一实施例中,提供一种移动终端10,移动终端10可以为智能手机,也可以是平板电脑,在此不作限定。
[0055]
移动终端10包括壳组件100和显示屏组件200。壳组件100和显示屏组件200相连接,以围合形成收容空间,移动终端10的主板、电源等器件设置于收容空间内。主板上集成有控制器、存储单元、电源管理单元、基带芯片等电子元件。
[0056]
其中,壳组件100可以是陶瓷材质,也可以是玻璃材质。
[0057]
壳组件100具有多种结构形式。例如,在一些实施例中,壳组件100为移动终端10的
中框,或者,壳组件100为移动终端10的后盖。在另一些实施例中,壳组件100也可以为一体成型机身工艺(unibody)结构,确切的说,中框和后盖成型于一体。以壳组件100采取陶瓷材质为例,壳组件100为陶瓷中框和陶瓷后盖一体成型结构。相应地,在壳组件100采取玻璃材质时,壳组件100可以是玻璃中框和玻璃后盖一体成型结构。当然,在其他实施方式中,壳组件100也可以是由陶瓷材质和玻璃材质一体成型结构。例如,壳组件100为陶瓷中框与玻璃后盖一体成型结构,或者,壳组件100为玻璃中框与陶瓷后盖一体成型结构。还可以是,构成壳组件100的中框的部分结构采取陶瓷材质,另一部分结构采取玻璃材质。相应地,构成壳组件100的后盖也可以是部分结构采取陶瓷材质,另一部分结构采取玻璃材质,在此不再一一赘述。
[0058]
显示屏组件200采用lcd(liquid crystal display,液晶显示)屏用于显示信息,lcd屏可以为tft(thin film transistor,薄膜晶体管)屏幕或ips(in-plane switching,平面转换)屏幕或slcd(splice liquid crystal display,拼接专用液晶显示)屏幕。
[0059]
在另一实施例中,显示屏组件200采用oled(organic light-emitting diode,有机电激光显示)屏用于显示信息,oled屏可以为amoled(active matrix organic light emitting diode,有源矩阵有机发光二极体)屏幕或super amoled(super active matrix organic light emitting diode,超级主动驱动式有机发光二极体)屏幕或super amoled plus(super active matrix organic light emitting diode plus,魔丽屏)屏幕。在控制器的控制下,显示屏组件200能够显示信息且能够为用户提供操作界面。
[0060]
继续参阅图1和图2所示,移动终端10设有凸出于壳组件100的外表面101的防磨凸起11,确切的说,防磨凸起11位于移动终端10的后置摄像头12所在一侧的表面,也即壳组件100安装于移动终端10时外露而可被用户观察的表面。从而利用防磨凸起11作为移动终端10的支撑点,以减少移动终端10与桌面等放置平台c直接的接触面积,进而防磨凸起11能够对壳组件100和摄像头镜片起到较好的防磨损效果。
[0061]
图3示意性示出了具有防磨凸起11的移动终端10在放置于桌面等平台c时,壳组件100与平台c的接触情形。从图3可以看出,防磨凸起11支撑起移动终端10,此时移动终端10与平台c之间的接触面较小,对于采用陶瓷或玻璃制成的壳组件100而言,壳组件100的表面光滑会导致移动终端10容易滑脱平台c而跌落受损。
[0062]
需要说明的是,即使移动终端10不采用防磨凸起11,陶瓷或玻璃的壳组件100本身过于光滑,握持时也容易滑脱而受损。
[0063]
基于这种现状,发明人构想通过透明手机壳包覆移动终端10的方式,利用手机壳对移动终端10进行保护,然而这种方式下,手机壳增加了移动终端10使用时整体体积,使用携带不便,而且壳组件100本身的光泽也受影响。发明人通过思索发现,对壳组件100进行表面处理的方式,既可以维持壳组件100较为美观的外观质感,同时也能够利用表面处理后的壳组件100提供更稳定的握持效果或维持移动终端10平放平台c时的稳定性。于是,发明人通过对移动终端10的壳组件100进行防滑测试发现,壳组件100表面的粗糙度对于移动终端10的防滑起到重要的作用,然而粗糙度过高又会影响壳组件100表面光泽的表现力,不利于移动终端10整体外观质感的提升。而且,在对移动终端10的壳组件100进行表面处理时,壳组件100的整体表面处理不仅耗时长,而且大面积的表面处理容易导致壳组件100的结构受损。基于此,发明人提出了下面这种解决方案。
[0064]
具体地,结合图4所示,本申请提供一种壳组件100的制备方法,包括以下步骤:
[0065]
步骤s102,获取壳坯体。
[0066]
壳坯体可以是由上游厂商预制,也可以是通过流水下作业方式加工形成后,进入后续加工工序,以提高壳组件100的加工效率。
[0067]
步骤s104,对壳坯体的表面进行局部遮蔽,以于壳坯体的表面界定遮蔽区域和未遮蔽区域,且未遮蔽区域位于壳坯体的外表面。
[0068]
壳坯体的外表面指的是壳组件100安装于移动终端10时外露的表面。遮蔽区域和未遮蔽区域是以壳坯体的表面是否被遮蔽作为参考,确切的说,壳坯体的表面被遮蔽的部分所对应的区域为遮蔽区域,未被遮蔽的部分所对应的区域则为未遮蔽区域。此处将未遮蔽区域设置在壳坯体的外表面,从而可以避免壳坯体的其它部分表面被遮蔽而不会外露,以便进行后续的腐蚀加工。
[0069]
步骤s106,将经过局部遮蔽的壳坯体浸泡于腐蚀溶剂中,以使得壳坯体的表面的未遮蔽区域腐蚀成型粗糙面102,粗糙面102的表面粗糙度为ra 20~100μm。
[0070]
需要特别指出的是,该实施例中,由于未遮蔽区域作为后续进行腐蚀的区域,从而未遮蔽区域设置在壳坯体的外表面,可以确保只有壳坯体的外表面的相应区域被腐蚀,以适应提升壳组件100表面防滑效果的需要。壳坯体上经过覆设成型所获得的粗糙面102的表面粗糙度为ra 20~100μm,即可以利用粗糙面102改善壳组件100的表面握持效果,以防止移动终端10跌落受损。同时,表面粗糙度控制在ra 20~100μm也不至于过高而对壳组件100表面整体美感产生不良影响,以维持移动终端10的整体外观质感。
[0071]
结合图2和图3所示,在一些实施例中,壳组件100的靠近下边沿13处经过腐蚀形成粗糙面102,从而在将设有防磨凸起11的移动终端10放置于桌面等平台c时,防磨凸起11将移动终端10支撑于桌面等平台c上,壳组件100上所形成的粗糙面102与平台c相接触,以利用粗糙面102提供较大的摩擦力,从而避免移动终端10轻易滑脱。
[0072]
在一些实施例中,通过合理布置壳组件100的表面的遮蔽区域,而适应性露出需要进行蚀刻的部分,即未遮蔽区域,从而经过蚀刻后在相应的位置形成粗糙面102。通过这种加工方式,粗糙面102可以是形成于移动终端10的壳组件100的侧周面上,从而用户握持使用移动终端10时,粗糙面102能够提供加大的摩擦力而实现防滑,以避免移动终端10轻易滑脱而受损。
[0073]
结合图5所示,步骤s102,即获取壳坯体的步骤包括:
[0074]
步骤s1021,将70~99重量份的陶瓷或玻璃原料粉末与1~30重量份的粘结剂进行混合,得到浆料。
[0075]
称取70~99重量份的陶瓷或玻璃原料粉末,并将原料粉末与1~30重量份的粘结剂进行混合。混合的过程中,可以通过搅拌的方式,使得原料粉末更为均匀的融入粘结剂,进而获得浆料更均匀,以便后续工艺过程中形成的结构的各部分具有同一的结构强度,避免混合不均匀而导致加工结构出现局部应力。
[0076]
粘结剂选自石蜡、聚乙二醇、硬脂酸、邻苯二甲酸二辛脂、聚乙烯、聚丙烯、聚甲基丙烯酸甲酯和聚甲醛中的一种或多种。
[0077]
步骤s1022,浆料通过注射成型、流延、或者干压成型,以获得生坯。
[0078]
步骤s1023,对生坯进行排胶脱脂,以去除有机成分。
[0079]
将生坯放到排胶箱中排胶或脱脂,排胶或脱脂温度控制在400℃以下,时间控制在0.5h~4h。排胶或脱脂后,产品无扭曲变形、无开裂、无异色等问题。
[0080]
步骤s1024,将经过排胶脱脂的生坯置于还原性或氧化或惰性气氛中进行烧结,烧结温度控制在1200℃以上,烧结时间控制在0.5h~10h,以获得陶瓷烧结坯。
[0081]
步骤s1025,对陶瓷烧结坯进行cnc加工、打磨抛光,以得到壳坯体。
[0082]
该实施例中,在上述排胶和脱脂的工艺参数下制得的坯体可达到气孔最小、收缩率最大、产品最致密、性能最优良的状态。
[0083]
需要说明的是,在采取陶瓷原料粉末作为原材料时,陶瓷原料粉末可以包括氧化铝粉末、氧化锆粉末或氮化锆粉末以及相应混合物,且粉末纯度在99.99%以上。
[0084]
在一些实施例中,步骤s104,即对壳坯体的表面进行局部遮蔽,以于壳坯体的表面界定遮蔽区域和未遮蔽区域的步骤包括:
[0085]
采用真空贴膜的方式将膜片密封贴合于壳坯体的表面,壳坯体的表面覆设有膜片的部分界定遮蔽区域,其余部分界定未遮蔽区域。
[0086]
膜片可以采用透明的pet(polyethylene terephthalate,聚对苯二甲酸类塑料)制得。在另一实施例中,膜片的材质也可以为po(polyolefin,聚烯烃)、a-pet(amorphous polyethylene terephthalate,非结晶化聚对苯二甲酸乙二醇酯)、petg(聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯)、pc(polycarbonate,聚碳酸酯)、pmma(polymethyl methacrylate,聚甲基丙烯酸甲酯)等。
[0087]
结合图6所示,在另一个实施例中,步骤s104,即对壳坯体的表面进行局部遮蔽,以于壳坯体的表面界定遮蔽区域和未遮蔽区域的步骤包括:
[0088]
步骤s1042,采取遮挡件对壳坯体的表面需要进行腐蚀的部分进行遮挡。
[0089]
步骤s1044,对经遮挡件遮挡的壳坯体喷涂油墨,以形成贴附壳坯体的表面的油墨遮蔽层,壳坯体的表面贴附有油墨遮蔽层的部分界定遮蔽区域。
[0090]
步骤s1046,将遮挡件从壳坯体移除,以使得壳坯体的表面需要进行腐蚀的部分裸露并界定未遮蔽区域。
[0091]
该方法中,利用遮挡件能够便捷地对需要进行蚀刻的位置进行遮挡,从而在喷涂油墨的时候,壳坯体被遮挡件遮挡的部分将不会被喷覆,而只有其它不需要进行蚀刻而未被遮挡件遮挡的位置被喷覆油墨,形成了油墨遮蔽层。进而在后续的蚀刻加工过程中,油墨遮蔽层将隔绝壳坯体的表面与腐蚀溶剂接触,以使得壳组件100未经蚀刻加工的表面维持较好外观光泽,而遮挡件移除壳坯体后,所暴露出壳坯体的未遮蔽区域被腐蚀溶剂蚀刻后,表面形成微孔,继而获得粗糙度为ra 20~100μm的粗糙面102,以增强握持时表面摩擦力,避免跌落受损。
[0092]
遮挡件可以是塑料膜片,也可以是利用模具制成的遮挡治具。只需要在喷覆油墨时,能够避免油墨喷覆至壳坯体不需要进行蚀刻加工的位置即可。
[0093]
需要说明的是,通过蚀刻加工后所形成的粗糙面102,由于光泽度与壳组件100未被蚀刻的部分不同,从而也能呈现出不同的外观效果,使得壳组件100形成雾面等装饰效果。
[0094]
在一些实施例中,在步骤s104,即对壳坯体的表面进行局部遮蔽的步骤之前,还包括对壳坯体的表面进行除油脂的步骤:
[0095]
将壳坯体浸泡在低碱性溶液中,低碱性溶液的ph值为9~12。
[0096]
利用低碱性溶液对壳坯体表面的油脂进行清洗,且这种低碱性溶液对壳坯体表面的腐蚀小,从而避免破坏壳坯体的表面结构。此外,这种低碱性溶液可以在低温和中温下使用,去除油脂效率较高。
[0097]
低碱性溶液的组分包括无机低碱性助剂、表面活性剂和消泡剂。
[0098]
在一些实施例中,无机低碱性助剂选自硅酸钠、三聚磷酸钠、磷酸钠、碳酸钠中的一种或多种。利用无机低碱性助剂提供一定的碱度,以获得分散悬浮的效果,将去除的油脂悬浮于溶液表面,进而防止脱下料的油脂重新吸附在壳坯体的表面。
[0099]
表面活性剂采用非离子型与阴离子型表面活性剂或聚氯乙烯op类和磺酸盐型表面活性剂。以利用表面活性剂增强油脂活性,使得油脂更容易脱离壳坯体,进而获得更好的清洁效果。
[0100]
在其中一个实施例中,腐蚀溶剂包括氢氟酸、盐酸、硝酸和硫酸中的一种或者多种,在将经过局部遮蔽的壳坯体浸泡于腐蚀溶剂中的步骤中,腐蚀溶剂的温度控制在20℃~100℃,浸泡时间控制在20分钟~50分钟。
[0101]
该实施例中,在20℃~100℃的温度下,壳坯体浸泡20分钟~50分钟,可以使得壳坯体的表面未遮蔽区域得到比较充分的腐蚀,而又不至于过渡腐蚀而影响所获得的壳组件100的结构强度。
[0102]
需要说明的是,腐蚀溶剂的配比浓度可以视具体情况进行选择,在此不做限定。例如,在一些实施方式中,氢氟酸的浓度为30%~30%、盐酸的浓度为40%-60%、硝酸的浓度为65%-68%、硫酸的浓度为96%-98%。盐酸、硝酸、硫酸配合氢氟酸使用,可以对壳坯体的表面起到更好的腐蚀成型效果,以获得表面比较粗糙颗粒比较均匀,且表面粗糙度符合要求的粗糙面102。
[0103]
在一些实施例中,在去除壳坯体的表面油脂时,还可以添加表面调整剂,以起到脱脂和表面调整的双重效果。
[0104]
在一些实施例中,无机低碱性助剂的溶度参数如下:
[0105]
三聚磷酸钠4-10g/l,硅酸钠0-10g/l,碳酸钠4-10g/l,消泡剂0-3.0g/l,表面调整剂0-3g/l,游离碱度5-20点,处理温度为常温-80℃,处理时间5-20min。
[0106]
采用该溶度参数的无机低碱性助剂对壳坯体进行清洗后,壳坯体的表面没有油脂,较为清洁。
[0107]
在壳坯体经过腐蚀溶剂腐蚀成型后,可以将其从腐蚀溶剂中取出,并去除对壳坯体的表面的遮蔽物质或结构,然后进行清洗。例如,在利用喷涂油墨所形成的油墨遮蔽层对壳坯体的不需要腐蚀的部分进行遮蔽的技术方案中,壳坯体经过腐蚀溶剂腐蚀而形成粗糙面102后,可以将油墨遮蔽层去除,以便后续对壳坯体进行清洗后,获得洁净的壳组件100。需要说明的是,清洗时,可以采用离子水超声波,以有效清洗残留的腐蚀溶剂。
[0108]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0109]
以上所述实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来
说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 玻璃陶瓷

 热门咨询
热门咨询




tips