
 商标分类
商标分类  商标转让
商标转让 
一种3D打印氧化锆基齿科陶瓷及其制备方法与流程
 2021-01-30 19:01:19|
2021-01-30 19:01:19| 265|
265| 起点商标网
起点商标网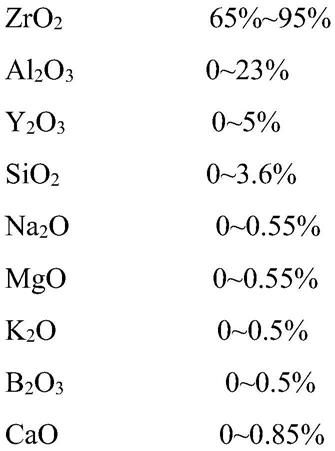
一种3d打印氧化锆基齿科陶瓷及其制备方法
技术领域
[0001]
本发明涉及陶瓷材料技术领域,尤其涉及一种3d打印氧化锆基齿科陶瓷及其制备方法和应用。
背景技术:
[0002]
龋齿是口腔主要的常见病,也是人类最普遍的疾病之一,其已与肿瘤和心血管疾病并列为人类三大重点防治疾病。我国5岁以下儿童龋齿率为66%,35~44岁年龄段人群的龋齿率为88.1%;65~74岁老年人的龋齿率更高,达到了98.4%。龋齿造成牙釉质和牙本质损坏,发展形成龋洞,终至牙冠完全破坏消失,最终结果是牙齿丧失。每年口腔门诊接诊量约为1亿7千万人次,多数是进行龋齿治疗。应用齿科材料进行亚冠修复是治疗中重度龋齿的主要手段,可保护牙齿龋洞进一步恶化。牙冠修复用齿科材料由金属发展到金属烤瓷,再到最新的全陶瓷。由于生物相容性好、强度硬度高、色泽自然、美学度高、牙龈边缘无黑线、磨牙较少和x射线可透等突出优点,全瓷牙自1970年代德国vita公司发明以来获得迅猛发展和广泛应用。目前最成功的全瓷牙材料为氧化锆陶瓷。全瓷牙制造为手工加工或电脑数控加工,主要流程包括备牙、牙模、代模、蜡型(扫描模型)、仿形加工(数控加工)和高温烧结等,制造工艺复杂,生产成本高。
[0003]
3d打印又称增材制造,是一种通过对产品建立三维模型,分解成若干平面数据,然后通过计算机控制以层层堆叠的方式进行快速制造的一种工艺技术,被誉为“第三次工业革命”最具代表性的颠覆性技术。国际上在陶瓷材料3d打印技术方面的研究方兴未艾,已经开发出包括选择性激光烧结(sls)、熔融沉积(fdm)、固态自由制造(sff)、三维喷墨打印(ijp)、分层实体制造lom)、立体光刻(sla)、数字光处理(dlp)和双光子聚合(tpp)等工艺。sls技术温度变化速度快、范围大,在成型陶瓷制品内部产生很大热应力造成微裂纹和气孔等缺陷,制约了其在陶瓷材料3d打印快速成型领域的应用。fdm和sff技术成型陶瓷制品精度较低、表面光洁度差、致密度较低、收缩不均匀且力学性能较差,限制了其在高性能精密陶瓷材料3d打印方面的应用。ijp技术成型陶瓷制品存在精度较低、喷头易堵塞和陶瓷墨水配置难等问题,且制品致密度和力学性能较低。lom技术成型陶瓷制品材料利用率低、精度较低、层与层之间存在明显台阶、表面光洁度差并且不适合打印复杂形状的制品。sla和dlp均属于光固化3d打印技术,其成型陶瓷制品精度高、表面光洁度高、速度快、常温成型且力学性能相对较好,适合高性能精密陶瓷材料包括齿科陶瓷的快速制造。
[0004]
光固化3d打印技术是齿科陶瓷材料制备、加工和生产的一种新的技术途径,具有数字化、智能化、精度高、效率高、个性化定制—批量化生产、易于成型复杂形状制品等优势。患者只需通过口腔扫描、ct或cbct扫描获得牙齿的医学影像模型,然后三维重建,通过3d打印技术即可快速制造出个性化的全瓷牙冠修复体,包括牙冠、嵌体、高嵌体、贴面和牙桥等。目前制约3d打印全瓷牙冠修复体产业化的关键问题是打印烧结后材料的致密度较低和力学性能较差(目前3d打印全瓷牙冠的致密度在95%左右,抗弯强度相比传统工艺制备的全瓷牙冠甚至不及其一半的强度),急需开发适合光固化3d打印的新型氧化锆基齿科陶
瓷材料。
技术实现要素:
[0005]
本发明的目的在于提供一种3d打印氧化锆基齿科陶瓷及其制备方法和应用,所述3d打印氧化锆基齿科陶瓷具有较高的致密度和较好的力学性能。
[0006]
为了实现上述发明目的,本发明提供以下技术方案:
[0007]
本发明提供了一种3d打印氧化锆基齿科陶瓷,按质量百分含量计,包括以下组分:
[0008][0009][0010]
所述al
2
o
3
、y
2
o
3
、sio
2
、na
2
o、mgo、k
2
o、b
2
o
3
、cao和zno的质量百分含量不同时为0。
[0011]
本发明还提供了上述技术方案所述的3d打印氧化锆基齿科陶瓷的制备方法,包括以下步骤:
[0012]
将3y-tzp、氧化铝和惰性玻璃混合,得到固相成分;
[0013]
将所述固相成分、液相成分和分散剂混合,得到3d打印浆料;所述液相成分为光敏树脂预混液;
[0014]
将所述3d打印浆料依次进行光固化3d打印和高温排胶烧结,得到所述3d打印氧化锆基齿科陶瓷。
[0015]
优选的,所述3y-tzp的纯度>99.5%,粒径<10μm,d50<5μm。
[0016]
优选的,所述3y-tzp、氧化铝和惰性玻璃的质量比为(70~90):(7~23):(3~7)。
[0017]
优选的,所述光敏树脂预混液包括光敏树脂和光引发剂;
[0018]
所述光敏树脂和光引发剂的质量比为(95~99.7):(0.3~5)。
[0019]
优选的,所述分散剂为三聚磷酸钠、羧甲基纤维素、聚丙烯酸钠、聚甲基丙烯酸铵和dolapix ce64中的一种或几种。
[0020]
优选的,所述固相成分占所述3d打印浆料的质量百分比≥10%;
[0021]
所述分散剂占所述3d打印浆料的质量百分比为0.1%~3%;
[0022]
所述液相成分占所述3d打印浆料的质量百分比≤90%;
[0023]
所述固相成分、液相成分和分散剂在所述3d打印浆料中的质量百分比之和为
100%。
[0024]
优选的,所述光固化3d打印的曝光强度为5~100mw/cm
2
,曝光时间为2~10s,铺料厚度为50~200μm。
[0025]
优选的,所述高温排胶烧结的过程为:以0.1~1℃/min的升温速率由室温升至600℃,保温1~3h,每升温50~100℃保温1~4h;然后以5~10℃/min的升温速率升至1500~1650℃,保温2~6h,冷却。
[0026]
本发明还提供了上述技术方案所述的3d打印氧化锆基齿科陶瓷或上述技术方案所述的制备方法制备得到的3d打印氧化锆基齿科陶瓷在口腔修复领域中的应用。
[0027]
本发明提供了一种3d打印氧化锆基齿科陶瓷,按质量百分含量计,包括以下组分:zro
2
65%~95%,al
2
o
3
0~23%,y
2
o
3 0~5%,sio
2 0~3.6%,na
2
o 0~0.55%,mgo 0~0.55%,k
2
o 0~0.5%,b
2
o
3
0~0.5%,cao 0~0.85%,zno 0~0.6%;所述al
2
o
3
、y
2
o
3
、sio
2
、na
2
o、mgo、k
2
o、b
2
o
3
、cao和zno的质量百分含量不同时为0。氧化铝可以通过弥散强韧化氧化锆基齿科陶瓷,其他组分可以促进氧化锆基陶瓷更加致密,即通过上述组分的协同作用使氧化锆基齿科陶瓷致密度以及力学性能得到显著的提升。根据实施例的记载,本发明所述3d打印氧化锆基齿科陶瓷的相对密度为≥98%,抗弯强度≥550mpa,断裂韧性≥5.1mpa
·
m
1/2
,硬度≥15.6gpa。
[0028]
本发明还提供了上述技术方案所述的3d打印氧化锆基齿科陶瓷的制备方法,包括以下步骤:将3y-tzp、氧化铝和惰性玻璃混合,得到固相成分;将所述固相成分、液相成分和分散剂混合,得到3d打印浆料;将所述3d打印浆料依次进行光固化3d打印和高温排胶烧结,得到所述3d打印氧化锆基齿科陶瓷。本发明采用光固化3d打印可以快速制造出目标全瓷牙冠,例如牙冠、嵌体、高嵌体、贴面和牙桥等。
具体实施方式
[0029]
本发明提供了一种3d打印氧化锆基齿科陶瓷,按质量百分含量计,包括以下组分:
[0030][0031][0032]
所述al
2
o
3
、y
2
o
3
、sio
2
、na
2
o、mgo、k
2
o、b
2
o
3
、cao和zno的质量百分含量不同时为0。
[0033]
按质量百分含量计,本发明提供的3d打印氧化锆基齿科陶瓷包括65~95%的zro
2
,优选为70~90%,更优选为75~85%。
[0034]
按质量百分含量计,本发明提供的3d打印氧化锆基齿科陶瓷包括0~23%al
2
o
3
,优选为5~20%,更优选为8~12%。在本发明中,所述al
2
o
3
的作用是弥散强韧化氧化锆基齿科陶瓷。
[0035]
按质量百分含量计,本发明提供的3d打印氧化锆基齿科陶瓷包括0~5%y
2
o
3
,优选为1~4%,更优选为2~3%。在本发明中,所述y
2
o
3
为氧化锆的稳定剂。
[0036]
按质量百分含量计,本发明提供的3d打印氧化锆基齿科陶瓷包括0~3.6%sio
2
,优选为0.8~3.2%,更优选为1.6~2.3%。在本发明中,所述sio
2
为烧结助剂。
[0037]
按质量百分含量计,本发明提供的3d打印氧化锆基齿科陶瓷包括0~0.55%na
2
o,优选为0.13~0.46%,更优选为0.27~0.31%。在本发明中,所述na
2
o为烧结助剂。
[0038]
按质量百分含量计,本发明提供的3d打印氧化锆齿科陶瓷包括0~0.55%mgo,优选为0.13~0.46%,更优选为0.27~0.31%。在本发明中,所述mgo为烧结助剂和稳定剂。
[0039]
按质量百分含量计,本发明提供的3d打印氧化锆齿科陶瓷包括0~0.5%k
2
o,优选为0.1~0.4%,更优选为0.2~0.3%。在本发明中,所述k
2
o为烧结助剂。
[0040]
按质量百分含量计,本发明提供的3d打印氧化锆齿科陶瓷包括0~0.55b
2
o
3
,优选为0.1~0.4%,更优选为0.2~0.3%。在本发明中,所述b
2
o
3
为烧结助剂。
[0041]
按质量百分含量计,本发明提供的3d打印氧化锆齿科陶瓷包括0~0.85%cao,优选为0.2~0.7%,更优选为0.4~0.5%。在本发明中,所述cao为烧结助剂或稳定剂。
[0042]
按质量百分含量计,本发明提供的3d打印氧化锆齿科陶瓷包括0~0.6%zno,优选为0.2~0.5%,更优选为0.3~0.4%。在本发明中,所述zno为烧结助剂。
[0043]
本发明还提供了上述技术方案所述的3d打印氧化锆基齿科陶瓷的制备方法,包括以下步骤:
[0044]
将3y-tzp、氧化铝和惰性玻璃混合,得到固相成分;
[0045]
将所述固相成分、液相成分和分散剂混合,得到3d打印浆料;所述液相成分为光敏树脂预混液;
[0046]
将所述3d打印浆料依次进行光固化3d打印和高温排胶烧结,得到所述3d打印氧化锆基齿科陶瓷。
[0047]
在本发明中,若无特殊说明,所有原料组分均为本领域技术人员熟知的市售产品。
[0048]
本发明将3y-tzp、氧化铝和惰性玻璃混合,得到固相成分。
[0049]
在本发明中,所述3y-tzp的纯度优选>99.5%,粒径优选<10μm,d50优选<5μm。在本发明中,所述3y-tzp包括以下质量百分含量的组分95%>zro
2
>90%,0≤al
2
o
3
<0.5wt%,10%>y
2
o
3
≥5%,0≤sio
2
<50ppm,0≤na
2
o<100ppm,0≤fe
2
o
3
<10ppm,0≤tio
2
<10ppm。在本发明中,所述3y-tzp为制备所述3d打印氧化锆基齿科陶瓷的主体材料。
[0050]
在本发明中,所述氧化铝的纯度优选>99.5%,粒径优选<1μm,d
50
优选<0.5μm。在本发明中,所述氧化铝为制备所述3d打印氧化锆基齿科陶瓷的弥散强韧化助剂。
[0051]
在本发明中,所述惰性玻璃优选为生物惰性玻璃。所述生物惰性玻璃的纯度优选>99.5%,粒径优选<10μm,d
50
优选<5μm。本发明对所述生物惰性玻璃的成分没有任何特殊的限定,采用本领域技术人员熟知的生物惰性玻璃即可。在本发明的具体实施例中,按质量百
分含量计,所述生物惰性玻璃包括以下组分:zro
2
5wt%,al
2
o
3
5wt%,sio
2
60wt%,na
2
o 5wt%,k
2
o 5wt%,b
2
o
3
10 wt%,cao 10wt%;或所述生物惰性玻璃包括以下组分:al
2
o
3
5wt%,sio
2
60wt%,na
2
o 5wt%,mgo 5wt%,b
2
o
3
10 wt%,zno 5wt%。在本发明中,所述惰性玻璃为制备所述3d打印氧化锆基齿科陶瓷的烧结助剂。
[0052]
本发明对所述混合的顺序没有任何特殊的限定,按任意顺序进行混合即可。
[0053]
在本发明中,所述3y-tzp、氧化铝和惰性玻璃的质量比优选为(70~90):(7~23):(3~7),更优选为(75~85):(10~18):(4~6),最优选为(78~82):(13~15):(4.5~5.5)。
[0054]
在本发明中,所述混合优选为机械混合,所述混合的时间优选为1~5h,更优选为2~3h。
[0055]
得到固相成分后,本发明将所述固相成分、液相成分和分散剂混合,得到3d打印浆料。
[0056]
在本发明中,所述液相成分优选为光敏树脂预混液;所述光敏树脂预混液优选包括光敏树脂和光引发剂;所述光敏树脂和光引发剂的质量比优选为(95~99.7):(0.3~5),更优选为(97~99.6):(0.4~3),最优选为(98~99.5):(0.5~2)。在本发明中,所述光敏树脂优选包括1,6-己二醇二丙烯酸酯、1,6-己二醇二甲基丙烯酸酯、三丙二醇二丙烯酸酯、2-羟基乙基甲基丙烯酸酯磷酸酯、三羟甲基丙烷三丙烯酸酯和乙氧化三羟甲基丙烷三丙烯酸酯中的一种或几种;当所述光敏树脂为上述具体选择中的两种以上时,本发明对上述具体物质的配比没有任何特殊的限定,按任意配比进行混合即可。在本发明中,所述光引发剂优选包括苯基双(2,4,6-三甲基苯甲酰基)氧化膦、(2,4,6-三甲基苯甲酰基)二苯基氧化膦和1-羟基环己基苯基甲酮中的一种或几种;当所述光引发剂为上述具体选择中的两种以上时,本发明对上述具体物质的配比没有任何特殊的限定,按任意配比进行混合即可。
[0057]
在本发明中,所述分散剂优选为三聚磷酸钠、羧甲基纤维素、聚丙烯酸钠、聚甲基丙烯酸铵和dolapix ce64中的一种或几种;当所述分散剂为上述具体选择中的两种以上时,本发明对上述具体物质的配比没有任何特殊的限定,按任意配比进行混合即可。
[0058]
在本发明中,所述固相成分占所述3d打印浆料的质量百分比优选≥10%,更优选为80~90%,最优选为80~85%;所述液相成分占所述3d打印浆料的质量百分比优选为0.1%~3%,更优选为0.8~1.2%;所述液相成分占所述3d打印浆料的质量百分比优选≤90%,更优选为15~20%。在本发明中,所述固相成分、液相成分和分散剂在所述3d打印浆料中的质量百分比之和为100%。
[0059]
本发明对所述混合的顺序没有任何特殊的限定,采用按任意混合顺序进行混合即可。在本发明中,所述混合的方式优选为机械混合,所述机械混合的时间优选为1~8h,更优选为6~8h。
[0060]
得到3d打印浆料后,本发明将所述3d打印浆料依次进行光固化3d打印和高温排胶烧结,得到所述3d打印氧化锆基齿科陶瓷。在本发明中,所述光固化3d打印优选包括立体光刻(sla)和数字光处理(dlp),具体过程优选为:将3d模型分层处理,产生构成每层的特定形状或图案,然后在波长为380~405nm的紫外光下曝光,3d打印浆料按照每层的特定形状逐层叠加进行聚合和硬化,构建成需要的陶瓷生坯。
[0061]
在本发明中,所述光固化3d打印的曝光强度优选为5~100mw/cm
2
,更优选为10~50mw/cm
2
,最优选为10~30mw/cm
2
;曝光时间优选为2~10s,更优选为3~5s;铺料厚度优选
为50~200μm,更优选为80~150μm。
[0062]
所述光固化3d打印完成后,本发明还优选包括清洗。在本发明中,所述清洗优选包括依次进行的喷吹和洗涤。在本发明中,所述喷吹优选采用高压气流进行喷吹;本发明对所述高压气流没有任何特殊的限定,采用本领域技术人员熟知的高压气流进行喷吹即可。在本发明中,所述洗涤优选为依次在质量含量为8~10%的洗涤剂溶液和无水乙醇中进行超声清洗。本发明对所述洗涤剂溶液的种类没有任何特殊的限定,采用本领域技术人员熟知的种类即可。本发明对所述超声的频率没有任何特殊的限定,采用本领域技术人员熟知的频率进行即可。在本发明中,在所述质量含量为8~10%的洗涤剂溶液和无水乙醇中进行超声清洗的时间独立的优选为10~15min。
[0063]
在本发明中,所述高温排胶烧结的过程优选为:以0.1~1℃/min的升温速率由室温升至600℃,保温1~3h,每升温50~100℃保温1~4h;然后以5~10℃/min的升温速率升至1500~1650℃,保温2~6h,冷却;更优选为以0.5℃/min的升温速率由室温升至600℃,保温1~2h,每升温100℃保温1h;然后以5℃/min的升温速率升至1580~1620℃,保温2~3h,冷却。在本发明中,所述冷却优选为随炉冷却至室温。
[0064]
本发明还提供了上述技术方案所述的3d打印氧化锆基齿科陶瓷或上述技术方案所述的制备方法制备得到的3d打印氧化锆基齿科陶瓷在口腔修复领域中的应用。在本发明中,所述应用优选为3d打印氧化锆基齿科陶瓷制备牙冠、嵌体、高嵌体、贴面或牙桥。本发明对所述应用的方法没有任何特殊的限定,采用本领域技术人员熟知的过程进行即可。
[0065]
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0066]
注:实施例1~2中所述质量比可以理解为原料的用量不受单位级别的限制,可以为“g”、“kg”或“t”等。
[0067]
实施例1
[0068]
原料:3y-tzp:粒径<1μm,d
50
=0.3μm,纯度99.9%,化学组成为zro
2 94.8wt%,y
2
o
3
5.25wt%,al
2
o
3
0.25 wt%;
[0069]
氧化铝:纯度99.9%,粒径<1μm,d
50
=0.2μm,化学组成为al
2
o
3
99.9 wt%,sio
2
0.1 wt%;
[0070]
生物惰性玻璃:粒径<5μm,d
50
=2.6μm,化学组成为zro
2
5wt%,al
2
o
3 5wt%,sio
2
60wt%,na
2
o 5wt%,k
2
o 5wt%,b
2
o
3
10 wt%,cao 10wt%;
[0071]
按照80:15:5的质量比,将3y-tzp、氧化铝和惰性玻璃进行机械混合3h,得到固相成分;
[0072]
按照80:20:0.8的质量比,将所述固相成分、液相成分(光敏树脂为1,6-己二醇二丙烯酸酯和三羟甲基丙烷三丙烯酸酯,1,6-己二醇二丙烯酸酯:三羟甲基丙烷三丙烯酸酯的质量比为8:2,光引发剂为苯基双(2,4,6-三甲基苯甲酰基)氧化膦,光敏树脂和光引发剂的质量比为100:0.8)和分散剂(分散剂的种类为聚丙烯酸钠)进行机械混合6h,得到3d打印浆料;
[0073]
将3d模型分层处理,产生构成每层的特定形状或图案,然后在波长为380~405nm
的紫外光下曝光,3d打印浆料按照每层的特定形状逐层叠加进行聚合和硬化,所述光固化3d打印的曝光强度为18mw/cm
2
,曝光时间为3s,铺料厚度为120μm;得到氧化锆基陶瓷牙冠生坯;
[0074]
采用高压气流喷吹所述氧化锆基陶瓷牙冠生坯2min后,依次放入质量含量为10%的洗涤剂溶液和无水乙醇中各自超声清洗4min,以0.5℃/min的升温速率升温至500℃保温2h,升温过程中每升温100℃保温1h;然后以5℃/min的升温速率升至1580℃保温2h,然随炉冷却降温至室温,得到所述3d打印氧化锆基齿科陶瓷。
[0075]
相对致密度:采用阿基米德法测试;抗弯强度按照:gb/t 4741-1999;断裂韧性按照:gb/t 23806-2009;硬度按照:gb/t 16534-2009,对所述3d打印氧化锆基齿科陶瓷进行致密度和力学性能检测,测试结果为:相对密度为98.2%,抗弯强度为583mpa,断裂韧性5.3mpa
·
m
1/2
,硬度为16.6gpa。
[0076]
实施例2
[0077]
原料:3y-tzp:粒径<1μm,d
50
=0.4μm,纯度99.9%,化学组成为zro
2 94.8wt%,y
2
o
3
5.25wt%,al
2
o
3
0.25 wt%;
[0078]
氧化铝:纯度99.9%,粒径<1μm,d
50
=0.2μm,化学组成为al
2
o
3
99.9 wt%,sio
2
0.1 wt%;
[0079]
生物惰性玻璃:粒径<10μm,d
50
=2.1μm,化学组成为al
2
o
3
5wt%,sio
2 60wt%,na
2
o 5wt%,mgo 5wt%,b
2
o
3
10 wt%,zno 5wt%;
[0080]
按照87:10:3的质量比,将3y-tzp、氧化铝和惰性玻璃进行机械混合4h,得到固相成分;
[0081]
按照85:15:1.2的质量比,将所述固相成分、液相成分(光敏树脂为1,6-己二醇二甲基丙烯酸酯和三丙二醇二丙烯酸酯,1,6-己二醇二甲基丙烯酸酯:三丙二醇二丙烯酸酯的质量比为1:1,光引发剂为(2,4,6-三甲基苯甲酰基)二苯基氧化膦,光敏树脂和光引发剂的质量比100:1)和分散剂(分散剂的种类为聚甲基丙烯酸铵)进行机械混合8h,得到3d打印浆料;
[0082]
将3d模型分层处理,产生构成每层的特定形状或图案,然后在波长为380~405nm的紫外光下曝光,3d打印浆料按照每层的特定形状逐层叠加进行聚合和硬化,所述光固化3d打印的曝光强度为100mw/cm
2
,曝光时间为5s,铺料厚度为25μm;得到氧化锆基陶瓷牙冠生坯;
[0083]
采用高压气流喷吹所述氧化锆基陶瓷牙冠生坯3min后,依次放入质量含量为8%的洗涤剂溶液和无水乙醇中各自超声清洗5min,以0.5℃/min的升温速率升温至500℃保温1h,升温过程中每升温100℃保温1h;然后以5℃/min的升温速率升至1620℃保温3h,然随炉冷却降温至室温,得到所述3d打印氧化锆基齿科陶瓷。
[0084]
相对致密度:采用阿基米德法测试;抗弯强度按照:gb/t 4741-1999;断裂韧性按照:gb/t 23806-2009;硬度按照:gb/t 16534-2009,对所述3d打印氧化锆基齿科陶瓷进行致密度和力学性能检测,测试结果为:相对密度为99.1%,抗弯强度为640mpa,断裂韧性5.7mpa
·
m
1/2
,硬度为17.5gpa。
[0085]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应
视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips