
 商标分类
商标分类  商标转让
商标转让 
一种流线型石灰窑的制作方法
 2021-01-30 17:01:24|
2021-01-30 17:01:24| 390|
390| 起点商标网
起点商标网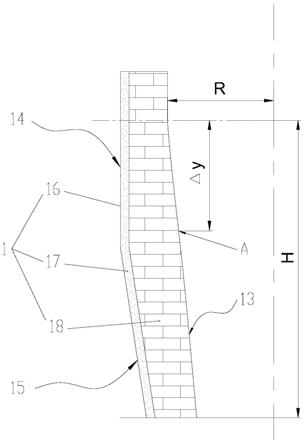
[0001]
本发明是关于工业炉石灰窑领域,尤其涉及一种流线型石灰窑。
背景技术:
[0002]
活性石灰相比普通石灰有孔隙率高、海绵状及晶粒组织细小等优点,能够更快地完成炼钢造渣反应。麦尔兹双膛窑、套筒窑、梁式石灰窑是目前生产活性石灰的主要竖窑设备,原料石灰石入窑经过煅烧,得到产品活性石灰。
[0003]
石灰石的煅烧温度必须严格控制在1100℃~1150℃区间。温度过低,石灰石分解不充分,称为生烧;温度过高,石灰的晶粒结构生长过大,称为过烧。生烧和过烧都会导致石灰的活性下降、产品不合格。氧气和燃料在竖窑的烧嘴处燃烧而产生高温烟气,烟气向窑膛下部流动,烟气的温度随着窑膛高度的降低是逐步下降的。在竖窑中,活性石灰的煅烧只能采用并流而非逆流。这是因为石灰石分解反应初期需要吸收大量热能,而反应中后期所吸收的能量较小。烟气温度过高很容易导致石灰过烧。并流煅烧的烟气温度变化与石灰石煅烧所需的能量变化是相符合的,而逆流燃烧的烟气温度变化则是相反的。
[0004]
根据窑内的物料状态,可将石灰窑分为三段,即预热带、煅烧带和冷却带。原料石灰石在预热带加热,在煅烧带进行分解反应并生成活性石灰,产品在窑膛下部的冷却带中冷却,随后被运往仓库或下游生产线。
[0005]
传统的麦尔兹双膛窑的结构如图1所示,包括两个竖直设置且具有窑膛011的窑体01,两个窑体01的下部通过管道相连通,其中一个在煅烧时,可以将尾气排到另一个窑体01内,另一个窑体01可以进行蓄热。每个窑体01的上部沿其周向均间隔设有多个喷枪02,各喷枪02的出口端朝下设置。喷枪02的出口端位置的上方为窑体01的预热带,喷枪02的出口端下方依次为煅烧带和冷却带。
[0006]
传统的套筒窑的结构如图2所示,包括竖直设置且具有窑膛011的窑体01(也可称为外套筒)以及设在窑体01内的内套筒012,石灰石在窑体01和内套筒012之间形成的环形空间内煅烧。在窑体01的上部沿其周向间隔设有多个喷枪02,在窑体01的下部沿其周向间隔设有多个冷却空气管道03,各喷枪02的出口端以及各冷却空气管道03的出口端均沿水平方向设置。喷枪02的上方为窑体01的预热带,喷枪02的下方与冷却空气管道03之间为煅烧带,冷却空气管道03的下方为冷却带。
[0007]
传统的梁式石灰窑的结构如图3所示,包括竖直设置且具有窑膛011的窑体01,在窑体01上设有呈上下间隔布置的上喷枪04(又称上燃烧梁)和下喷枪05(又称下燃烧梁),在窑体01上且位于上喷枪04的上方和下喷枪05的下方分别设有上吸气梁06和下吸气梁07,上喷枪04、下喷枪05、上吸气梁06和下吸气梁07的出口端均沿水平方向设置。上吸气梁06与上喷枪04之间为预热带,上喷枪04与下喷枪05之间为前置煅烧带,下喷枪05的下方一段距离为后置煅烧带,前置煅烧带和后置煅烧带构成窑体01的整个煅烧带;后置煅烧带与下吸气梁07之间为冷却带。
[0008]
然而,传统的麦尔兹双膛窑、套筒窑、梁式石灰窑等竖窑设备均为圆柱直筒式,其
煅烧带位置的窑体内壁均为直筒形,此类圆柱直筒式石灰窑生产中存在着窑壁效应,即中心气流不足、边缘气流过强。窑壁效应产生的原因:一是由于“窑壁与物料”的缝隙大于“物料与物料”的间隙;二是由于石灰石在煅烧中体积会收缩,这进一步增大了窑壁与物料间的缝隙。当料层对烟气的阻力不均时,烟气趋向于从密度小、阻力小的边缘窑壁流通。而且窑壁效应会产生很多危害:窑内温度、气流分部不均,引起石灰在窑壁易过烧、中心易生烧,导致成品质量不均匀、波动大。通风流畅的窑壁附近出现风洞,局面物料突然坍塌;严重时,甚至有火球或者高温气柱冲出物料表面,影响设备寿命、引发安全生产事故。当窑内风压较低时,窑壁会出现1400℃的高温,影响耐火材料的寿命。
[0009]
由此,本发明人凭借多年从事相关行业的经验与实践,提出一种流线型石灰窑,以克服现有技术的缺陷。
技术实现要素:
[0010]
本发明的目的在于提供一种流线型石灰窑,克服了传统圆柱直筒式的煅烧带窑膛所带来的窑壁效应,有效解决了窑壁效应带来的石灰烧成度不均匀、产品质量波动、安全生产事故、设备寿命损害等问题。
[0011]
本发明的目的是这样实现的,一种流线型石灰窑,包括竖直设置且具有窑膛的窑体,窑膛从上至下分为预热带、煅烧带和冷却带,煅烧带对应的窑体的内壁为直径向下渐缩的流线型光滑曲面,流线型光滑曲面的曲率大于0小于等于1/3。
[0012]
在本发明的一较佳实施方式中,流线型光滑曲面的顶端内径为流线型光滑曲面的底端内径的倍数大于1倍小于等于5倍。
[0013]
在本发明的一较佳实施方式中,流线型光滑曲面上各点的曲率满足如下公式:
[0014][0015]
其中,c表示流线型光滑曲面上某点的曲率,β%表示流线型石灰窑内烧制的原料中caco
3
所占比例,1-β%表示流线型石灰窑内烧制的原料中mgco
3
所占比例,h表示煅烧带的竖直高度;流线型石灰窑的窑型为麦尔兹双膛窑或梁式石灰窑时,r表示预热带与煅烧带分界处的窑体内半径;流线型石灰窑的窑型为套筒窑时,r表示预热带与煅烧带分界处的外套筒的内半径与内套筒的内半径之差;δy表示流线型光滑曲面上某点与煅烧带顶端之间的竖直距离,表示流线型石灰窑内烧制的原料的真实密度,表示流线型石灰窑内烧制的原料的表现密度,k为系数。
[0016]
在本发明的一较佳实施方式中,流线型石灰窑的原料为片状原料时,k为0.1;流线型石灰窑的原料为球状原料时,k为0.02。
[0017]
在本发明的一较佳实施方式中,流线型石灰窑的窑型为麦尔兹双膛窑或套筒窑,煅烧带的底端所在的高度为窑体高度的1/3~1/4。
[0018]
在本发明的一较佳实施方式中,流线型石灰窑的窑型为梁式石灰窑,在窑体上设有呈上下间隔布置的上喷枪和下喷枪,上喷枪与下喷枪的下方0.5~4m处的位置之间的窑
膛部分构成煅烧带。
[0019]
在本发明的一较佳实施方式中,流线型石灰窑的窑型为麦尔兹双膛窑,麦尔兹双膛窑包括相互平行的两个窑体,两个窑体的下部通过管道连通;每个窑体的上部沿其周向均间隔设有多个喷枪,喷枪的出口方向与竖直方向之间存在夹角。
[0020]
在本发明的一较佳实施方式中,喷枪的出口方向与竖直方向之间的夹角大于0
°
小于等于9
°
。
[0021]
在本发明的一较佳实施方式中,煅烧带的顶端和底端之间对应的窑体的壁厚大于预热带对应的窑体的壁厚。
[0022]
在本发明的一较佳实施方式中,预热带的内壁和外壁均为圆柱面,煅烧带的上部外壁为圆柱面,煅烧带的下部外壁为直径向下渐缩的锥面,锥面的底端对应的窑体的壁厚大于预热带与煅烧带分界处对应的窑体的壁厚。
[0023]
由上所述,本发明中的流线型石灰窑,将煅烧带部分的窑壁采用流线型光滑曲面,可以强化中心气流、消减边缘气流,石灰窑热能利用率高,节能减排,最终使窑内同一水平截面的热流强度分布均匀,活性石灰烧成度匀称。有效克服了窑壁效应,窑膛内不再出现窑壁风洞引发的崩料、气柱上窜和高温边缘气流等问题,生产可稳定进行,产品质量波动小,设备寿命更长。
附图说明
[0024]
以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。其中:
[0025]
图1:为现有技术中麦尔兹双膛窑的结构示意图。
[0026]
图2:为现有技术中套筒窑的结构示意图。
[0027]
图3:为现有技术中梁式石灰窑的结构示意图。
[0028]
图4:为本发明提供的流线型石灰窑的窑型为麦尔兹双膛窑时的结构示意图。
[0029]
图5:为本发明提供的流线型石灰窑的窑型为套筒窑时的结构示意图。
[0030]
图6:为本发明提供的流线型石灰窑的窑型为梁式石灰窑时的结构示意图。其中,图1至图6中窑膛内的箭头均代表煅烧带的热流方向。
[0031]
图7:为本发明提供的流线型石灰窑的窑体的局部放大图。
[0032]
图8:为本发明提供的图4中喷枪的局部放大图。
[0033]
图9:为本发明提供的耐火砖的结构示意图。
[0034]
附图标号说明:
[0035]
现有技术:
[0036]
01、窑体;011、窑膛;012、内套筒;
[0037]
02、喷枪;
[0038]
03、冷却空气管道;
[0039]
04、上喷枪;05、下喷枪;06、上吸气梁;07、下吸气梁。
[0040]
本发明:
[0041]
1、窑体;11、窑膛;12、内套筒;13、流线型光滑曲面;14、圆柱面;15、锥面;16、窑体钢壳;17、耐火材料;18、耐火砖;181、弧面;
[0042]
2、喷枪;
[0043]
3、冷却空气管道;
[0044]
4、上喷枪;5、下喷枪;6、上吸气梁;7、下吸气梁。
具体实施方式
[0045]
为了对本发明的技术特征、目的和效果有更加清楚的理解,现对照附图说明本发明的具体实施方式。
[0046]
如图4至图9所示,本实施例提供一种流线型石灰窑,包括竖直设置且具有窑膛11的窑体1,窑膛11从上至下分为预热带、煅烧带和冷却带,煅烧带对应的窑体1的内壁为直径向下渐缩的流线型光滑曲面13,流线型光滑曲面13的曲率大于0小于等于1/3。
[0047]
其中,这里的流线型光滑曲面13是指内径随着窑体1高度下降而连续收缩的光滑的曲面,石灰窑的型号、容积以及喷枪的设备参数都会影响流线型光滑曲面13的几何曲率和形状;对于“矮胖型”的石灰窑边缘气流强,所以收缩的几何曲率相对大,而“高瘦型”的石灰窑收缩的几何曲率相对小,根据实际情况该曲率在0至1/3内进行选择,以保证产品质量。
[0048]
本实施例中的流线型石灰窑主要适用于麦尔兹双膛窑、套筒窑、梁式石灰窑这三种窑型,煅烧带处窑体1的横截面为圆形。各窑型对应的结构如下:(1)对于窑型为麦尔兹双膛窑而言,如图4所示,该石灰窑包括相互平行的两个窑体1,两个窑体1的下部通过管道相连通。每个窑体1的上部沿其周向均间隔设有多个喷枪2,喷枪2的出口端位置的上方为窑体1的预热带,喷枪2的出口端下方依次为煅烧带和冷却带。(2)对于窑型为套筒窑而言,如图5所示,该石灰窑的窑体1也可称为外套筒,在窑体1内设有内套筒12,在窑体1的上部沿其周向间隔设有多个喷枪2,在窑体1的下部沿其周向间隔设有多个冷却空气管道3。喷枪2的上方为窑体1的预热带,喷枪2的下方与冷却空气管道3之间为煅烧带,冷却空气管道3的下方为冷却带。(3)对于窑型为梁式石灰窑而言,如图6所示,该石灰窑在窑体1上设有呈上下间隔布置的上喷枪4和下喷枪5,在窑体1上且位于上喷枪4的上方和下喷枪5的下方分别设有上吸气梁6和下吸气梁7。上吸气梁6与上喷枪4之间为预热带,上喷枪4与下喷枪5之间为前置煅烧带,下喷枪5位置下方一段距离为后置煅烧带,前置煅烧带和后置煅烧带构成整个煅烧带,后置煅烧带与下吸气梁7之间为冷却带。
[0049]
对于上述三种窑型的石灰窑,本实施例中均将其煅烧带对应的窑体1内壁设计为光滑过渡流线型,这样,烟气向窑膛11下部运动时,窑膛11尺寸逐渐缩小,高温的气流流体以一定角度倾斜地接触窑膛11的侧壁,这将迫使过强的边缘气流转向、并入中心气流。同时,石灰石在分解反应中,体积发生收缩;而向下收缩的流线型窑膛11正好符合物料体积收缩的趋势,可缩小窑壁与物料之间的缝隙,进一步减少边缘气流。
[0050]
由此,本实施例中的流线型石灰窑,将煅烧带部分的窑壁采用流线型光滑曲面13,可以强化中心气流、消减边缘气流,石灰窑热能利用率高,节能减排,最终使窑内同一水平截面的热流强度分布均匀,活性石灰烧成度匀称。有效克服了窑壁效应,窑膛11内不再出现窑壁风洞引发的崩料、气柱上窜和高温边缘气流等问题,生产可稳定进行,产品质量波动小,设备寿命更长。
[0051]
在优选的实施方式中,流线型光滑曲面13的顶端内径为流线型光滑曲面13的底端内径的倍数大于1倍小于等于5倍。由于窑内的工作环境也会影响流线型窑壁,窑膛11内的气压越大,边缘气流越强,流线型窑膛11收缩的曲率越大,流线型光滑曲面13的顶端内径比
流线型光滑曲面13的底端内径的倍数越高,具体倍数选择根据实际情况而定。
[0052]
更为优选地,参照图7,流线型光滑曲面13上各点的曲率满足如下公式:
[0053][0054]
其中,c表示流线型光滑曲面13上某点的曲率,β%表示流线型石灰窑内烧制的原料中caco
3
所占比例(具体是指质量比),1-β%表示流线型石灰窑内烧制的原料中mgco
3
所占比例(具体是指质量比),h表示煅烧带的竖直高度。流线型石灰窑的窑型为麦尔兹双膛窑或梁式石灰窑时,r表示预热带与煅烧带分界处的窑体内半径(也即流线型光滑曲面13的顶端内径);流线型石灰窑的窑型为套筒窑时,r表示预热带与煅烧带分界处的外套筒的内半径与内套筒12的内半径之差。δy表示流线型光滑曲面13上某点与煅烧带顶端之间的竖直距离(例如图7中示出的δy表示流线型光滑曲面13上的a点与煅烧带顶端之间的竖直距离),表示流线型石灰窑内烧制的原料的真实密度,表示流线型石灰窑内烧制的原料的表现密度,k为系数。
[0055]
具体而言,流线型光滑曲面13上某点的曲率就是曲线上该点的切线方向角对弧长的转动率,表明曲线偏离直线的程度,曲率越大,表示曲线的弯曲程度越大。可以理解,由于本实施例中煅烧带处窑体1的横截面为圆形,所以流线型光滑曲面13上处于同一水平面的各点的曲率相同。上述流线型石灰窑内烧制的原料是指石灰石,石灰石的主要成分为caco
3
和mgco
3
,其他成分的含量很小,其影响可以忽略不计。上述原料的真实密度是指将石灰石压实后的密度,原料的表现密度是指石灰石处于松散状态下带孔隙时的密度,这里所说的松散状态是指正常工业生产时向窑体1内添加原料时所用的散装的石灰石所处的状态。
[0056]
流线型光滑曲面13上各点的曲率取决于窑内热流,流线型光滑曲面13将边缘过强的热流反射到窑膛11中心部位,达到强化中心气流、消减中心气流的目的。经过研究发现,流线型光滑曲面13上各点的曲率主要受以下三个因素的影响:
[0057]
(1)石灰窑内烧制的原料的成分比例:原料在煅烧带下落的过程中,原料的体积会随着窑膛11的温度下降而收缩,石灰窑内烧制的原料为石灰石,主要成分为caco
3
和mgco
3
,但这两种化合物的收缩比例不同,所以原料的成分比例会影响窑膛11中煅烧带的热流分布,进而影响流线型光滑曲面13的曲率,caco
3
的收缩比例略小于mgco
3
的收缩比例。
[0058]
(2)原料的形状:球形原料间的孔隙较大,热流穿过原料之间的阻力较小,物料间穿过的热流强,故窑壁效应较小,所以流线型煅烧带的收缩程度更小,即对应的曲率更小。片状原料堆叠后,原料间的孔隙较小,热流穿过孔隙的阻力大,窑壁效应强,所以煅烧带收缩程度更大,即对应的曲率更大。
[0059]
(3)原料煅烧产生的孔隙:
[0060]
石灰石在煅烧过程中的反应为:
[0061]
caco
3
→
cao+co
2
[0062]
mgco
3
→
mgo+co
2
[0063]
块状原料煅烧分解产生co
2
气体,致密的块状原料会变成疏松多孔的生石灰,该过
程产生的孔隙可让少部分热流穿过,生石灰的孔隙越大,物料间穿过的热流强,故窑壁效应较小,所以煅烧带的收缩程度小、对应的曲率小。孔隙度又受多个生产参数因素影响,如温度、压强、石灰石的粒度、鼓风流速等。
[0064]
上述公式中的主要表示原料中caco
3
的收缩比例对曲率的影响,上述公式中的主要表示原料中mgco
3
的收缩比例对曲率的影响,上述公式中的主要表示块状原料煅烧时产生的孔隙对曲率的影响,上述公式中的主要表示块状原料的形状对曲率的影响。系数k表示原料形状对曲率的影响程度,流线型石灰窑的原料为片状原料时,k为0.1;流线型石灰窑的原料为球状原料时,k为0.02经研究发现,流线型光滑曲面13上各点的曲率满足上述的公式时,能够保证每个水平面上的热流强度都是均匀的,进而有效保证活性石灰煅烧匀称,有效保证产品的质量。
[0065]
进一步地,本实施例中流线型光滑曲面13的部位与煅烧带的部位相同,即流线型光滑曲面13的顶端位置和底端位置分别为煅烧带的顶端位置(即起始位置)和底端位置(即截止位置)。主要是由于石灰石的分解只在煅烧带内进行,所以煅烧带以外的热流对产品质量影响很小,没有必要做成流线型。
[0066]
在对煅烧带的具体位置进行设计时需要综合考虑具体的窑型、容积等具体情况,以保证具有较好的煅烧效果。作为一个优选的实施例,流线型石灰窑的窑型为麦尔兹双膛窑或套筒窑时,煅烧带的底端所在的高度优选为窑体1高度的1/3~1/4,也即煅烧带的截止位置优选在窑体1高度的1/3~1/4处。流线型石灰窑的窑型为梁式石灰窑时,上喷枪4与下喷枪5的下方0.5~4m处的位置之间的窑膛11部分构成上述的煅烧带,也即煅烧带的截止位置优选在下喷枪5的下方0.5~4m处。下喷枪5的下方的这部分煅烧带为梁式石灰窑的后置煅烧带,具体根据后置煅烧带受生产条件的影响来选择其位置。
[0067]
进一步地,流线型石灰窑的窑型为麦尔兹双膛窑时,为了辅助强化中心气流,如图8所示,喷枪2的出口方向与竖直方向之间存在夹角,也即将喷枪2向窑膛11的中心线倾斜一定角度,以使热流强度分布更加均匀。喷枪2的出口方向与竖直方向之间的夹角θ优选大于0
°
小于等于9
°
,具体取值根据生产条件而定。
[0068]
进一步地,由于煅烧带为石灰窑的窑膛11内工作环境最恶劣的区域,其温度最高、热流强度最大。煅烧带的耐火材料17是窑膛11内磨损最大的区域,在特殊情况下,甚至会烧红、烧穿窑壳的,引起安全事故。因此,本实施例中为了减少窑膛11侧壁烧红、烧穿的几率,减少事故率,煅烧带的顶端和底端之间对应的窑体1的壁厚大于预热带对应的窑体1的壁厚。
[0069]
更为优选地,预热带的内壁和外壁均为圆柱面,煅烧带的上部外壁为圆柱面14,煅烧带的下部外壁为直径向下渐缩的锥面15,锥面15的底端对应的窑体1的壁厚大于预热带与煅烧带分界处对应的窑体1的壁厚。如此,煅烧带对应的窑体1的外壁呈折线形,内壁呈流线型,相较于传统直筒石灰窑,增加了煅烧带的耐材量,形成厚壁煅烧带。而且增大煅烧带对应的窑壁厚度意味着窑膛11有更好的耐久度,延长了窑膛11的大修周期,可提高设备工
作率、减少维修成本。同时,采用此部分的窑体1外壁采用折线形,还能够节省材料,降低成本。
[0070]
进一步地,流线型光滑曲面13是通过层叠不同弧面曲率的耐火砖18而形成的,耐火砖18的砖型如图9所示,一面为光滑的弧面181,其他面均为矩形,耐火砖18的弧面181的曲率则按照上述曲率的计算公式进行计算,多个耐火砖18的弧面181则围合构成上述的流线型光滑曲面13。
[0071]
在实际施工时,将窑体钢壳16一环一环往上焊接,形成所需要的折线型外壁。随后在窑体钢壳16内进行耐火材料17的喷涂,为防止不定形耐材的脱落,使其与窑体钢壳16形成一个整体,需在窑体1内壁焊接金属锚固件。锚固件焊接后需清理表面赃物,并对其喷砂以防锈,随后采取“金属网+钢环”或者“y型钉+钢环”等锚固方式,锚固钉横纵交替,根据实际情况间距设为100mm-250mm。
[0072]
砌砖时,耐火砖18从窑墙侧向中心线层层砌筑,施工时预留热膨胀缝。若流线型窑体1的曲率过大,窑体钢壳16受力过强,则可在相应高度,沿着中心线设置一圈钢结构支座,钢结构支座通过支柱作用于下层混凝土平台上,由混凝土平台承重。具体施工过程为现有技术,在此不再赘述。
[0073]
综上,本实施例中的流线型石灰窑,具有如下优点:
[0074]
(1)煅烧带对应的窑体1内壁采用流线型光滑曲面13,使得窑膛11内热流分布均匀,活性石灰煅烧匀称;边缘气流小,石灰窑热能利用率高,节能减排;窑壁效应引起的生产事故减少、设备寿命更长;窑壁风洞、料面崩塌等事故减少,石灰窑生产稳定、产能相应增加;
[0075]
(2)在加工时,煅烧带下方的冷却带对应的窑体1尺寸可以保持不变,而将煅烧带的尺寸适当扩大,本流线型石灰窑可在不增加下部基础的前提下,扩大煅烧带容积,这意味着提升了石灰窑的产能。即对比传统石灰窑,流线型石灰窑可在不增加基础占地的前提下,增加产量,其产能增幅可达到25%。
[0076]
(3)煅烧带的壁厚相较于预热带要厚,耐火砖层更厚的厚壁型窑膛11,可减少侧壁烧红、烧穿的几率,延长窑膛11大修周期。
[0077]
整个流线型石灰窑将传统的圆柱直筒石灰窑的窑膛改进为“折线型外部窑壳、光滑曲线的内壁砌砖”相结合的流线型厚壁窑膛11,优化了窑膛11内热流分布,消减了窑壁效应,可减少生产事故率、延长设备寿命。窑壁边缘石灰与窑膛11中心石灰的质量波动也得到控制,也可提高石灰窑的热能利用率、节能减排。可以在不增加设备占地的前提下,提高石灰窑产能。同时,厚壁窑膛11增加了煅烧带的的耐材厚度,减少了窑膛11烧红、烧穿的概率,延长了石灰窑大修的周期。
[0078]
以上仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips