
 商标分类
商标分类  商标转让
商标转让 
一种高强度高韧性亚稳态β钛合金及其制备方法与流程
 2021-01-30 09:01:20|
2021-01-30 09:01:20| 243|
243| 起点商标网
起点商标网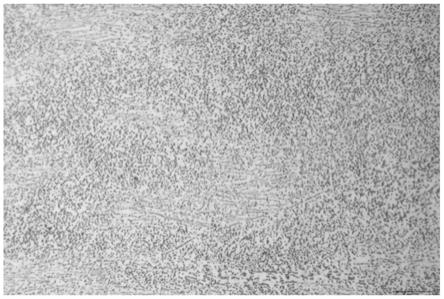
一种高强度高韧性亚稳态
β
钛合金及其制备方法
技术领域
[0001]
本发明涉及钛合金制备方法,具体为一种高强度高韧性亚稳态β钛合金及其制备方法。
背景技术:
[0002]
钛合金具有密度小、耐腐蚀性能好、力学性能优良、无磁性等特点,在多个领域都获得了广泛的应用。同时,钛合金的密度一般为4.51g/cm
3
左右,仅为钢的60%,一些高强钛合金超过了许多合金结构钢的强度。因此钛合金的比强度(强度/密度)远大于其它金属结构材料,可制出单位强度高、刚性好、质轻的零部件,因此可作为航空航天等领域的重要结构件。
[0003]
针对目前高强韧钛合金而言,ti-10v-2fe-3al体系应用较为广泛,但是该体系含有10%较为昂贵的v元素,从而具有较高的成本;同时,ti-1023中含有质量分数为2%的fe元素,在熔炼时容易因成分偏析产生“β斑点”。这些“斑点”实质上是一种β转变温度比基体低的富fe区,从而导致合金性能不稳定,这两大缺点限制了ti-1023进一步的应用和发展。ti-5al-5mo-5v-3cr-1zr钛合金是法国airbus公司和俄罗斯vsmpo公司共同开发的新型近β钛合金,为了进一步提升屈服强度,该合金体系添加大量稳定β相的合金元素。ti-55531具有高比强度,良好的断裂韧性和强塑性的匹配,已用于空客a382发动机挂架和机翼间的连接装置。通过添加一定含量的mo、cr元素,用来稳定β相,少量中性元素zr也可以强化时效后的β基体。典型热处理条件下合金的强度可从1100mpa~1310mpa,延展性约为10%~20%。对于ti-10v-2fe-3al、ti-5al-5mo-5v-3cr-1zr体系来说,其时效后屈服强度一般为1300mpa左右,但是随着科技的发展,现有材料的强度已经越来越难以满足新一代高强高韧钛合金的需求。
[0004]
因此,为了进一步降低能源消耗,秉承绿色可持续发展理念以及航空航天更加轻量化的要求,开发新一代高强高韧钛合金成为亟需解决的关键问题。
技术实现要素:
[0005]
针对现有技术中存在的问题,本发明提供一种高强度高韧性亚稳态β钛合金及其制备方法,能够有效提升合金的屈服强度。
[0006]
本发明是通过以下技术方案来实现:
[0007]
一种高强度高韧性亚稳态β钛合金,该合金为ti-al-mo-v-cr-zr六元体系,各元素的质量百分比为:4.5~5.5%的al,6.5~9.0%的mo,1~4%的v,1.5~4%的cr,1~2.5%的zr,余量为ti及其它一些不可避免的杂质。
[0008]
优选的,该合金为ti-al-mo-v-cr-zr六元体系,各元素的质量百分比为:4.4~4.8%的al,8.6~9%的mo,3.4~3.8%的v,1.6~2%的cr,1~1.4%的zr,余量为ti及其它一些不可避免的杂质。
[0009]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0010]
步骤1、将各原料按照质量百分比混合均匀;
[0011]
步骤2、在氩气气氛下,对步骤1形成的合金混合物进行多次熔炼,冷却后得到铸锭;
[0012]
步骤3、将铸锭高温均质化处理;
[0013]
步骤4、对步骤3得到的均质化处理的铸锭在双相区或单相区进行热轧,累计轧制变形量为80~90%,轧制完成后冷却至室温;
[0014]
步骤5、将热轧后的铸锭在两相区进行热处理,得到亚稳态β钛合金。
[0015]
优选的,步骤2中所述熔炼的具体方法如下:
[0016]
所述熔炼过程中感应电流为450~500a,电流频率为20~25khz,待合金混合物完全熔化后保持3~5min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数≥7。
[0017]
优选的,步骤3中所述均质化处理温度为1000~1200℃,时间为1~2h。
[0018]
优选的,步骤4中所述双相区的温度为760~790℃,每轧制道次后回炉保温,保温时间2~5min。
[0019]
优选的,步骤4中所述单相区的温度为820~850℃,每轧制道次后回炉保温,保温时间2~5min。
[0020]
优选的,所述冷却方式为水冷或空冷。
[0021]
优选的,步骤5中所述热处理的过程如下,将热轧后的铸锭升温至两相区保温进行固溶处理,固溶处理后冷却至室温,然后对铸锭进行时效处理,再冷却至室温。
[0022]
优选的,所述固溶处理的温度为750~790℃,固溶时间为1~3h;
[0023]
所述时效处理的温度为450~600℃,时效时间为1.5~6h。
[0024]
与现有技术相比,本发明具有以下有益的技术效果:
[0025]
本发明提供的一种高强度高韧性亚稳态β钛合金,在合金成分上选择添加al、mo、v、cr、zr合金元素,采取少量多元的合金强化策略,其中,mo、cr和v元素均能稳定β相并使合金固溶强化,同样,在加入al元素强化α相的同时,加入中性元素zr对α相进行强化,这样在牺牲较少的塑性性能的情况下有效提高合金的屈服强度,该亚稳态β钛合金的屈服强度大于1500mpa,同时兼具有5.3%的延性;其次,传统的亚稳态β钛合金,为了获得室温下的bcc结构,常常需要加入比较昂贵的β稳定元素,例如ti-10v-2fe-3al包含质量分数为10%的v元素,本发明的亚稳态β钛合金将v元素进一步降低到4%以下,并加入较为廉价的cr元素,一定程度上降低合金成本,同时也提高合金的屈服强度。
[0026]
本发明提供的一种高强度高韧性亚稳态β钛合金的制备方法,通过将铸锭高温均质化处理,避免了合金元素的偏析,使得合金元素分布均匀。选择高于相变点或低于相变点的轧制温度,相较于工业生产常见的高温多道次锻造、轧制。其一方面,没有锻造以及锻造加轧制多道工艺的复合,简化了材料的加工工艺,节省了大量的人力物力;另一方面,适中的轧制温度可以节约能源的消耗,有利于实现产业化,降低成本。简单热轧后,通过后续热处理即可获得良好的强韧性,因此,本发明材料具有优异的制备方法以及性能。
附图说明
[0027]
图1为本发明ti-al-mo-v-cr-zr亚稳态β钛合金金相组织照片;
[0028]
图2为本发明ti-al-mo-v-cr-zr亚稳态β钛合金sem组织照片1;
[0029]
图3为本发明ti-al-mo-v-cr-zr亚稳态β钛合金sem组织照片2;
[0030]
图4为本发明ti-al-mo-v-cr-zr亚稳态β钛合金sem组织照片3;
[0031]
图5为本发明ti-al-mo-v-cr-zr亚稳态β钛合金tem组织照片;
[0032]
图6为本发明ti-al-mo-v-cr-zr亚稳态β钛合金经过不同轧制工艺和热处理后的拉伸性能曲线。
具体实施方式
[0033]
下面结合附图对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
[0034]
一种高强度高韧性亚稳态β钛合金,该合金为ti-al-mo-v-cr-zr六元体系,各元素的重量百分比为:4.5~5.5%的al,6.5~9.0%的mo,1~4%的v,1.5~4%的cr,1~2.5%的zr,余量为ti及其它一些不可避免的杂质。
[0035]
一种高强度高韧性亚稳态β钛合金,该合金为ti-al-mo-v-cr-zr六元体系,各元素的质量百分比为:4.4~4.8%的al,8.6~9%的mo,3.4~3.8%的v,1.6~2%的cr,1~1.4%的zr,余量为ti及其它一些不可避免的杂质。
[0036]
上述ti、al、mo、v、cr和zr为高纯钛、高纯铝、高纯钼、高纯钒、高纯铬以及高纯锆。
[0037]
本发明提供的一种高强度高韧性亚稳态β钛合金,在合金成分上选择添加al、mo、v、cr、zr合金元素,采取少量多元的合金强化策略,其中,mo、cr和v元素均能稳定β相并使合金固溶强化,同样,在加入al元素强化α相的同时,加入1.2wt%的中性元素zr对α相进行强化,这样在牺牲较少的塑性性能的情况下有效提高合金的屈服强度,该亚稳态β钛合金的屈服强度大于1500mpa,同时兼具有5.3%的延性。
[0038]
其次,传统的亚稳态β钛合金,为了获得室温下的bcc结构,常常需要加入比较昂贵的β稳定元素,例如ti-10v-2fe-3al包含质量分数为10%的v元素,本发明的亚稳态β钛合金将v元素进一步降低到3.5%左右,并加入较为廉价的cr元素,一定程度上降低合金成本,同时也提高合金的屈服强度。
[0039]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0040]
步骤1、将高纯钛、高纯铝、高纯钒、高纯钼、高纯铬以及高纯锆按照上述的质量百分比混合均匀并散装入炉;
[0041]
各元素的重量百分比为,4.5~5.5%的al,6.5~9.0%的mo,1~4%的v,1.5~4%的cr,1~2.5%的zr,余量为ti及其它一些不可避免的杂质。
[0042]
步骤2、在氩气气氛下,对步骤1形成的合金混合物进行多次熔炼,冷却后得到铸锭,具体如下:
[0043]
采用真空非自耗熔炼炉熔炼,熔炼过程中通入氩气,感应电流为450~500a,电流频率为20~25khz,待合金完全熔化后继续保持3~5min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数≥7,熔炼完成后得到铸锭。
[0044]
步骤3、将铸锭高温均质化处理,热处理温度为1000~1200℃,时间为1~3h。
[0045]
步骤4、将均质化的铸锭在双相区或单相区进行热轧,轧制完成后冷却至室温。
[0046]
单相区热轧,接跨β热轧,合金的相变点为815
±
5℃,具体热轧工艺如下:
[0047]
热轧温度为820~850℃,每轧制道次后回炉保温,保温时间2~5min,总轧制变形
量为80~90%,热轧完成后,冷却至室温。
[0048]
双相区热轧,具体热轧工艺如下:
[0049]
热轧温度为760~790℃,每轧制道次后回炉保温,保温时间2~5min,轧制变形量为80~90%,热轧完成后,冷却至室温。
[0050]
上述冷却方式为空冷或水冷,优选为空冷。
[0051]
步骤5、将热轧后的铸锭在两相区进行固溶处理和时效处理,得到亚稳态β钛合金,具体如下:
[0052]
所述固溶温度为750~790℃,固溶时间为1~3h。
[0053]
时效温度为450~600℃,时效时间为1.5~6h。
[0054]
实施例1
[0055]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0056]
步骤1、按照质量百分比计,将4.5%的al,6.5%的mo,1%的v,1.5%的cr,1%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0057]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为450a,电流频率为20khz,待合金完全熔化后继续保持3min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数2,熔炼完成后得到铸锭。
[0058]
步骤3、将铸锭高温均质化热处理,热处理温度为1000℃,时间为1h。
[0059]
步骤4、将均质化的铸锭在单相区进行热轧,热轧温度为820℃,每轧制道次后回炉保温,保温时间2min,总轧制变形量80%,热制完成后空冷至室温。
[0060]
步骤5、将热轧后的铸锭进行固溶处理和时效处理,得到亚稳态β钛合金。
[0061]
固溶温度为750℃,固溶时间为1h,时效温度为450℃,时效时间为1.5h。
[0062]
实施例2
[0063]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0064]
步骤1、按照质量百分比计,将4.4%的al,8.6%的mo,3.4%的v,1.6%的cr,1.4%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0065]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为475a,电流频率为23khz,待合金完全熔化后继续保持4min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数5,熔炼完成后得到铸锭。
[0066]
步骤3、将铸锭高温均质化热处理,热处理温度为1000℃,时间为1h。
[0067]
步骤4、将均质化的铸锭在单相区进行热轧,热轧温度为835℃,每轧制道次后回炉保温,保温时间2min,总轧制变形量90%,热制完成后空冷至室温。
[0068]
步骤5、将热轧后的铸锭进行固溶处理和时效处理,得到亚稳态β钛合金。
[0069]
固溶温度为770℃,固溶时间为2h,时效温度为520℃,时效时间为4h。
[0070]
实施例3
[0071]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0072]
步骤1、按照质量百分比计,将4.8%的al,9%的mo,3.8%的v,2%的cr,2.5%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0073]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为500a,电流频率为25khz,待合金完全熔化后继续保持5min,冷却后得到铸锭,然后将铸锭翻面继
续熔炼,熔炼次数7,熔炼完成后得到铸锭。
[0074]
步骤3、将铸锭高温均质化热处理,热处理温度为1000℃,时间为1h。
[0075]
步骤4、将均质化的铸锭在单相区进行热轧,热轧温度为850℃,每轧制道次后回炉保温,保温时间1min,总轧制变形量90%,热制完成后水冷至室温。
[0076]
步骤5、将热轧后的铸锭进行固溶处理和时效处理,得到亚稳态β钛合金。
[0077]
固溶温度为790℃,固溶时间为3h,时效温度为600℃,时效时间为6h。
[0078]
实施例4
[0079]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0080]
步骤1、按照质量百分比计,将5.5%的al,7.5%的mo,4%的v,4%的cr,2.5%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0081]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为460a,电流频率为25khz,待合金完全熔化后继续保持4min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数4,熔炼完成后得到铸锭。
[0082]
步骤3、将铸锭高温均质化热处理,热处理温度为1100℃,时间为1.5h。
[0083]
步骤4、将均质化的铸锭在双相区进行热轧,热轧温度为760℃,每轧制道次后回炉保温,保温时间1.5min,总轧制变形量85%,热制完成后水冷至室温。
[0084]
步骤5、将热轧后的铸锭进行固溶处理和时效处理,得到亚稳态β钛合金。
[0085]
固溶温度为760℃,固溶时间为1h,时效温度为520℃,时效时间为3h。
[0086]
实施例5
[0087]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0088]
步骤1、按照质量百分比计,将5.2%的al,7.5%的mo,2%的v,3%的cr,2%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0089]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为480a,电流频率为20khz,待合金完全熔化后继续保持5min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数7,熔炼完成后得到铸锭。
[0090]
步骤3、将铸锭高温均质化热处理,热处理温度为1200℃,时间为2h。
[0091]
步骤4、将均质化的铸锭在双相区进行热轧,热轧温度为770℃,每轧制道次后回炉保温,保温时间5min,总轧制变形量89%,热制完成后水冷至室温。
[0092]
步骤5、将热轧后的铸锭进行固溶处理和时效处理,得到亚稳态β钛合金。
[0093]
固溶温度为780℃,固溶时间为3h,时效温度为580℃,时效时间为5h。
[0094]
实施例6
[0095]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0096]
步骤1、按照质量百分比计,将5.5%的al,6.5%的mo,4%的v,3.8%的cr,2.5%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0097]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为450a,电流频率为25khz,待合金完全熔化后继续保持5min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数7,熔炼完成后得到铸锭。
[0098]
步骤3、将铸锭高温均质化热处理,热处理温度为1000℃,时间为1h。
[0099]
步骤4、将均质化的铸锭在双相区进行热轧,热轧温度为790℃,每轧制道次后回炉
保温,保温时间4min,总轧制变形量90%,热制完成后空冷至室温。
[0100]
步骤5、将热轧后的铸锭进行固溶处理和时效处理,得到亚稳态β钛合金。
[0101]
固溶温度为790℃,固溶时间为1h,时效温度为450℃,时效时间为6h。
[0102]
实施例7
[0103]
一种高强度高韧性亚稳态β钛合金的制备方法,包括以下步骤:
[0104]
步骤1、按照质量百分比计,将5.5%的al,8.6%的mo,3.5%的v,1.7%的cr,1%的zr,余量为ti及其它一些不可避免的杂质,将各元素混合均匀并散装入炉;
[0105]
步骤2、采用真空非自耗熔炼炉进行熔炼,熔炼过程中通入氩气,感应电流为450a,电流频率为25khz,待合金完全熔化后继续保持5min,冷却后得到铸锭,然后将铸锭翻面继续熔炼,熔炼次数7,熔炼完成后得到铸锭。
[0106]
步骤3、将铸锭高温均质化热处理,热处理温度为1000℃,时间为1h。
[0107]
步骤4、将均质化的铸锭在单相区进行热轧,热轧温度为830℃,每轧制道次后回炉保温,保温时间2min,总轧制变形量90%,热制完成后空冷至室温。
[0108]
步骤5、将热轧后的铸锭在两相区765℃下保温1h,再淬火到室温,最后将固溶态样品在550℃下时效处理2h,空冷到室温,得到亚稳态β钛合金。
[0109]
实施例7获得的组织如图1,2,3所示,经过两相区固溶后,组织中出现典型的棒状α相,这被称为α
p
相,其短轴为0.5~1μm,长轴则为1~3μm,765℃固溶态样品组织如图1,2所示,可以看到,晶界α
p
已经被轧制为破碎的项链状。由于晶界α相会导致材料的塑性降低,特别是连续的晶界α相。因此,跨β轧制(830℃)很好的破碎了晶界α相,使得合金保持相应塑性。经过550℃时效2h后,如图3所示,在β基体上析出针状的α
s
相,其尺寸为30~50nm,可以强烈的阻碍位错的运动。同时,微米级别的α
p
相,在局部应变集中非常大的时候可以发生变形,给予合金一定的塑性。这种不同尺度的析出相使得合金具有良好的强塑性匹配。依照gb/t228.1-2010标准要求,测得合金力学性能如下:参阅图6曲线a,抗拉强度rm为1530mpa,屈服强度rp0.2为1518mpa,断裂总延伸率at为5.3%。合金具有优异的强塑性。
[0110]
对比例1
[0111]
参阅图5和图6,按照实施例7的参数制备ti-al-mo-v-cr-zr亚稳态β钛合金,执行至步骤4,在830℃进行热轧,轧制后空冷到室温,不进行随后的热处理,直接进行性能测试。
[0112]
该样品,包含少量的α
p
相和空冷过程中析出的少量α
s
相。依照gb/t228.1-2010标准要求,测得合金力学性能如下:参阅图6曲线d,抗拉强度rm为721mpa,屈服强度rp0.2为718mpa,断裂总延伸率at为9%。可见,轧制后没有随后热处理工艺的合金强度性能有限。
[0113]
对比例2
[0114]
按照实施例7的元素组分制备的铸锭,在两相区轧制,轧制温度为785℃,轧制后空冷到室温,接着在两相区765℃下保温1h,再淬火冷却到室温,最后将固溶的样品在510℃下时效处理2h,空冷到室温。
[0115]
如图4,两相区轧制的样品包含α
p
相和α
s
相,其和跨β轧制不同在于存在大量的亚晶界。但是,这些亚晶界是局部应力应变集中的薄弱部位。依照gb/t228.1-2010标准要求,测得合金力学性能如下:参阅图6曲线c,抗拉强度rm为1405mpa,屈服强度rp0.2为1381mpa,断裂总延伸率at为4.4%。可见,两相区轧制工艺没有跨β轧制工艺的合金强度性能优异。
[0116]
对比例3
[0117]
按照实施例7的元素组分制备的铸锭,在单相区轧制,轧制温度为830℃,轧制后水冷到室温。接着在两相区785℃下保温1h,再淬火冷却到室温,最后将固溶的样品在500℃下时效处理2h,空冷到室温。其微观组织依然为α
p
相和α
s
相。不过轧制后水冷样品没有空冷过程中析出的α
s
相,随后固溶过程中的α
p
形核位点变少。依照gb/t228.1-2010标准要求,测得合金力学性能如下:参阅图6曲线b,抗拉强度rm为1475mpa,屈服强度rp0.2为1426mpa,断裂总延伸率at为4.1%,可见,跨β轧制后空冷的样品比水冷样品再经过热处理后的强度性能更为优异。
[0118]
以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 亚稳态

 热门咨询
热门咨询




tips