
 商标分类
商标分类  商标转让
商标转让 
一种阳极组件自动浇注小车的制作方法
 2021-01-30 09:01:03|
2021-01-30 09:01:03| 418|
418| 起点商标网
起点商标网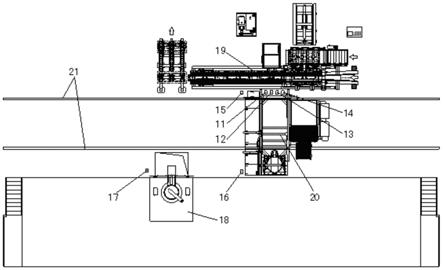
[0001]
本实用新型涉及一种阳极组件自动浇注小车,属于电解铝生产线自动控制技术领域。
背景技术:
[0002]
在电解铝生产过程中,阳极碳块在电解过程中会逐渐消耗,使用完毕后需要对残余的阳极碳块与铝导杆进行分离,分离后的铝导杆可进行回收利用。然后将处理后的铝导杆再与焙烧成型的新阳极碳块通过浇注铁水的方式浇注在一起,制成新的阳极组件。现有技术在浇注时,是生产操作人员通过视觉观察来手动控制铁水的浇注量。因此,操作人员需在现场高温环境下,进行观察,劳动强度大,特别是长时间在高温下工作,观察误差会较大,严重影响浇注质量。
技术实现要素:
[0003]
本实用新型的目的在于,提供一种阳极组件自动浇注小车,以解决现有技术劳动强度大,浇注质量无法保证的技术问题,从而克服现有技术的不足。
[0004]
为实现上述目的,本实用新型采用如下技术方案:
[0005]
本实用新型的一种阳极组件自动浇注小车,包括车体;车体上设有纵向轨道,纵向轨道上设有沿纵向轨道移动的纵向移动架;纵向移动架上设有平行四连杆装置,平行四连杆装置上设有铁水包;车体上设有控制室,控制室靠浇注站侧设有摄像头,摄像头经图像分析处理系统与控制室内的控制柜电气连接,控制柜内设有plc处理器。
[0006]
前述浇注小车中,所述控制室靠浇注站侧设有双摄像头;两个摄像头之间间隔一定距离,并对准同一检测部位。
[0007]
由于采用了上述技术方案,本实用新型与现有技术相比,本实用新型的方法及所用浇注小车,很好的解决了现有技术操作人员需在高温现场观测浇注过程,劳动强度大,浇注质量无法保证的技术问题。大大减轻了操作人员的劳动强度,提高了浇注质量。
附图说明
[0008]
图1是阳极组件的的结构示意图;
[0009]
图2是本实用新型的方法示意图;
[0010]
图3是浇注小车的主视图;
[0011]
图4是浇注小车的侧视图。
[0012]
附图中的标记为:1-一号碳碗、2-二号碳碗、3-三号碳碗、4-四号碳碗、5-阳极碳块、6-一号钢爪、7-二号钢爪、8-三号钢爪、9-四号钢爪、10-铝导杆、11-一号碳碗浇注工位、12-二号碳碗浇注工位、13-三号碳碗浇注工位、14-四号碳碗浇注工位、15-浇注站侧基准工位、16-工频炉侧基准工位、17-工频炉接铁水工位、18-工频炉、19-浇注站、20-车体、21-横向钢轨、22-纵向轨道、23-纵向移动架、24-平行四连杆装置、25-铁水包、26-控制室、27-倾
翻电机、28-车轮、29-横向移动电机、30-滚轮、31-纵向移动电机。
具体实施方式
[0013]
下面结合附图和实施例对本实用新型作进一步的详细说明。
[0014]
本实用新型是根据下述的一种阳极组件自动浇注方法所构成并用于该方法的,该方法采用摄像头实时检测每个铝导杆底部的钢爪与阳极碳块顶部碳碗之间铁水的浇注量,并通过图像分析处理系统处理后将检测结构输送给plc处理器;由plc处理器通过控制柜控制浇注小车依次完成铝导杆底部四个钢爪与阳极碳块顶部四个碳碗浇注的全过程;用摄像头代替人工观测,解放劳动力,以实现阳极组件自动浇注的目的;所述浇注小车上设有控制浇注小车沿横向钢轨往返移动的横向移动电机、控制纵向移动架沿纵向轨道往返移动的纵向移动电机、用于固定和倾翻铁水包的平行四连杆装置以及控制室;所述摄像头采用双摄像头,模拟人的双眼;两个摄像头安装在浇注小车上控制室靠近浇注站一侧视线最佳位置;并通过图像分析处理系统将两个摄像头的图像合成为立体图像,以消除检测误差,提高检测的可靠性;所述浇注小车运行在位于浇注站与工频炉操作平台之间的横向钢轨上,横向钢轨与浇注站和工频炉操作平台平行;在横向钢轨的每个对应工位均设置限位开关,通过限位开关向plc处理器发送浇注小车的位置信息,plc处理器根据浇注小车的位置信息发送不同的工作指令;所述浇注小车依次完成铝导杆底部四个钢爪与阳极碳块顶部四个碳碗浇注的全过程具体步骤如下:
[0015]
a、浇注小车沿横向钢轨移动至工频炉接铁水工位,由工频炉将已熔化的铁水注入浇注小车上的铁水包,注满后由人工向浇注小车发出注满信号;
[0016]
b、浇注小车收到注满信号后,浇注小车沿横向钢轨向工频炉侧基准工位移动的同时,浇注小车上的纵向移动架带动铁水包沿浇注小车上的纵向浇注站侧基准工位移动;到达浇注站侧基准工位后继续向一号碳碗浇注工位移动;
[0017]
c、当铁水包到达一号碳碗浇注工位后,由纵向移动架上的平行四连杆装置带动铁水包倾斜,使铁水沿铁水包嘴注入铝导杆一号钢爪与阳极碳块一号碳碗之间缝隙;并由浇注小车上的摄像头实时检测铁水液位状态并将检测传输给铁水液位检测分析系统,当铁水液位到达设定值时,铁水液位检测分析系统发出浇注完成信号,平行四连杆装置带动铁水包做收回动作,完成一号碳碗浇注作业;
[0018]
d、然后浇注小车沿横向钢轨依次移动至二号、三号和四号碳碗浇注工位,由纵向移动架上的平行四连杆装置带动铁水包做倾斜动作,使铁水沿铁水包嘴依次注入铝导杆二号钢爪与阳极碳块二号碳碗、铝导杆三号钢爪与阳极碳块三号碳碗及铝导杆四号钢爪与阳极碳块四号碳碗之间的缝隙,依次完成一个阳极组件的二号、三号和四号碳碗浇注作业;
[0019]
e、完成一个阳极组件的浇注作业后,浇注小车沿横向钢轨重新返回一号碳碗浇注工位,重复步骤c和d进行下一个阳极组件的浇注作业;
[0020]
e、当平行四连杆装置带动铁水包倾翻到极限位置后,表示铁水包里的铁水已空;平行四连杆装置将铁水包收回到初始的水平位置,浇注小车返回步骤a中初始位置,等待返回工频炉接铁水工位接收铁水的指令;接收铁水后继续之前未完成作业。
[0021]
根据上述方法构成并用于上述方法中的本实用新型的一种阳极组件自动浇注小车,如图1~4所示:该浇注小车包括车体20;车体20上设有纵向轨道22,纵向轨道22上设有
沿纵向轨道22移动的纵向移动架23;纵向移动架23上设有平行四连杆装置24,平行四连杆装置24上设有铁水包25;车体20上设有控制室26,控制室26靠浇注站侧设有摄像头,摄像头经图像分析处理系统与控制室26内的控制柜电气连接,控制柜内设有plc处理器;所述控制室26靠浇注站侧设有双摄像头;两个摄像头之间间隔一定距离,并对准同一检测部位。
[0022]
具体实施例为,本例主要解决阳极组件浇注过程劳动强度大,现场温度高,浇注质量无法保证的技术问题。电解铝生产过程所用的阳极组件如图1所示,包括阳极碳块5和铝导杆10两部分。阳极碳块5顶部设有四个碳碗,分别为一号碳碗1、二号碳碗2、三号碳碗3和四号碳碗4。铝导杆10底部设有四个钢爪,分别为一号钢爪6、二号钢爪7、三号钢爪8和四号钢爪9。在浇注站19内需要将处理后的铝导杆10上的四个钢爪与焙烧成型的阳极碳块5顶部的四个碳碗一一对应用铁水浇注在一起,构成阳极组件。现有技术在浇注过程中,主要是通过操作人员通过视觉观察来手动控制铁水的浇注量。现有技术存在劳动强度大,现场温度高,浇注质量无法保证等缺陷。
[0023]
本例提供一种阳极组件自动浇注方法及所用的浇注小车。
[0024]
本例的总体布局如图2所示:用于溶化铁水的工频炉18设操作平台上,操作平台高于浇注小车高度,工频炉18设在操作平台边缘,工频炉18对应的操作平台下方为工频炉接铁水工位17。操作平台靠工频炉18一侧的地面上铺设有一对横向钢轨21;横向钢轨21与操作平台侧面平行。用于组装阳极组件的浇注站19位于横向钢轨21另一侧,且于横向钢轨21平行。浇注站19一侧设有浇注站侧基准工位15;对应阳极碳块5顶部四个碳碗位置分别设有一号碳碗浇注工位11、二号碳碗浇注工位12、三号碳碗浇注工位13和四号碳碗浇注工位14;在与浇注站侧基准位15相对的横向钢轨21另一侧设有工频炉侧基准工位16;为了能够准确控制浇注小车位置,在上述的一号碳碗浇注工位11、二号碳碗浇注工位12、三号碳碗浇注工位13、四号碳碗浇注工位14、浇注站侧基准工位15、工频炉侧基准工位16和工频炉接铁水工位17均设有限位开关。
[0025]
本例的方法是采用plc处理器控制浇注小车依次完成铝导杆10底部四个钢爪与阳极碳块5顶部四个碳碗浇注的全过程,并通过浇注小车上的摄像头提供铁水浇注的视频图像,然后将视频图像传输给图像分析处理系统,由图像分析处理系统监控每个碳碗的浇注量,并将浇注量信息输送给plc处理器,plc处理器根据浇注小车的运行状态发出指令由电气控制柜转换成执行信号控制浇注小车改变运行状态。
[0026]
本例方法所用浇注小车的结构如图3和图4所示;图中仅画出了控制室所在位置,控制室上的摄像头和控制室内的控制柜和plc处理器未画出。由如图3和图4可见,浇注小车的结构包括可在平行与工频炉18工作平台的一对横向钢轨21上往返行走的车体20;车体20上设有垂直于横向钢轨21的纵向轨道22;纵向轨道22上设有可沿纵向轨道22返行走的纵向移动架23;纵向移动架23上设有平行四连杆装置24,平行四连杆装置24上固定有铁水包25;平行四连杆装置24通过倾翻电机27可带动铁水包25完成倾倒铁水的动作;车体20上设有控制室26,控制室26靠浇注站19一侧设有摄像头,摄像头经图像分析处理系统与控制室26内的控制柜电气连接,控制柜内设有plc处理器。
[0027]
浇注小车的工作过程如图2所示;初始状态浇注小车停在工频炉侧基准工位16;当浇注小车接到plc处理器指令后,浇注小车沿着横向钢轨21移动至工频炉接铁水工位17触动限位开关停止移动;由工频炉18将已熔化到适当温度的铁水倾倒入浇注小车上的铁水包
25内。倾倒铁水的工作是由人工操作的,操作人员根据需要控制铁水包25的铁水注入量,当铁水包25内的铁水注入量达到要求时,操作人员停止给铁水包25注入铁水,同时给浇注小车发出铁水已注满信号;浇注小车接到铁水已注满信号后,plc处理器指令浇注小车沿着横向钢轨21向工频炉侧基准工位16移动,同时plc处理器指令纵向移动架23向浇注站侧基准位15移动。当浇注小车移动至浇注站侧基准位15后触动限位开关,plc处理器再次指令浇注小车向一号碳碗浇注工位11移动,当浇注小车到达一号碳碗浇注工位11后触动限位开关停止移动。plc处理器指令倾翻电机27驱动平行四连杆机构24带动铁水包25做倾翻动作。铁水包25做倾翻动作时,高温铁水将沿着铁水包25的包嘴注入铝导杆10的一号钢爪6与阳极碳块5的一号碳碗1之间的缝隙。在铁水浇注的过程中,摄像头实时检测铝导杆10的钢爪和阳极碳块5的碳碗之间的铁水液位状态,并将信号传输给铁水液位检测分析系统进行分析处理,当铁水液位达到设定值时,铁水液位检测分析系统将浇注完成信号传输给plc处理器。plc处理器接收到铁水液位检测分析系统的浇注完成信号后,指令倾翻电机27反转并驱动平行四连杆装置24带动铁水包25做收回动作,铁水包25停止给铝导杆钢爪和阳极碳块碳碗之间的缝隙注入铁水,完成一号碳碗1浇注工位的浇注作业。完成一号碳碗1浇注作业后, plc处理器指令浇注小车依次沿着横向钢轨21向二号碳碗浇注工位12、三号碳碗浇注工位13和四号碳碗浇注工位14移动,并指令浇注小车重复在一号碳碗浇注工位11时的浇注程序依次完成二号碳碗浇注工位12、三号碳碗浇注工位13和四号碳碗浇注工位14浇注作业。四号碳碗浇注工位14浇注作业完成后即完成了一个阳极组件的浇注作业。plc处理器会指令浇注小车沿着横向钢轨21从四号碳碗浇注工位14返回一号碳碗浇注工位11继续进行下一个阳极组件的浇注作业。如此循环,完成对阳极组件的自动连续浇注作业。当平行四连杆装置24倾翻到极限位置后,即表示铁水包25内的铁水已空,铁水包25需重新加装铁水。此时plc处理器会指令铁水包25复位至初始状态,并记录停止时的工作工位。然后令浇注小车返回初始状态,并重新开始加入铁水。再次运行时,plc处理器会指令浇注小车直接移动至刚才停止工作时的工位,继续进行浇注作业。
[0028]
以上是通过实施例的方式对本实用新型做的详细说明。本说明中仅对本实用新型的主要内容进行了说明。其余未做详细说明部分均为本领域技术人员公知内容。如车体1底部设有车轮28,车轮28由横向移动电机29驱动、又如纵向移动架23设有滚轮30,滚轮30由纵向移动电机31驱动和平行四连杆装置24由倾翻电机27驱动及上述驱动的连接关系等内容申请人认为都是本领域技术人员公知内容,在此未做赘述。
[0029]
本实用新型的方法及所用浇注小车,很好的解决了现有技术操作人员需在高温现场观测浇注过程,劳动强度大,浇注质量无法保证的技术问题。大大减轻了操作人员的劳动强度,提高了浇注质量。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 铁水包

 热门咨询
热门咨询




tips