
 商标分类
商标分类  商标转让
商标转让 
一种钢琴肋木上中半径圆弧面的加工设备的制作方法
 2021-01-30 06:01:25|
2021-01-30 06:01:25| 256|
256| 起点商标网
起点商标网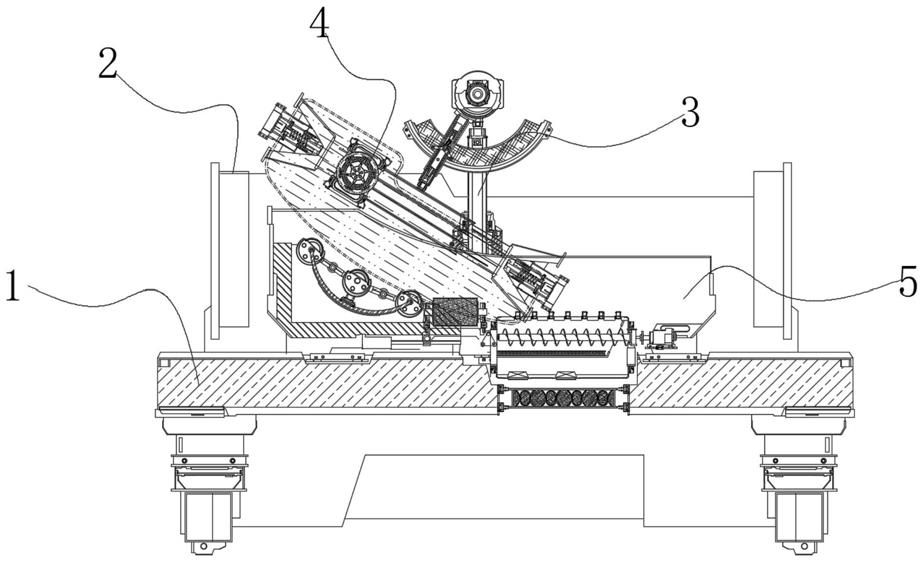
[0001]
本发明涉及钢琴部件加工设备技术领域,具体为一种钢琴肋木上中半径圆弧面的加工设备。
背景技术:
[0002]
钢琴肋木是钢琴中的一个重要的部件,其粘结在钢琴音板上,用于提高音板的弹性和硬度,同时它能迅速将声波传给整块音板。钢琴音板与弦码的木材纹理是由低、中音至高音成对角线布置,使木材的纹理形成横竖交叉的网状,其声音在弦码的任何一点激发,均能迅速传遍整块音板。现有技术在其钢琴肋木上圆弧面的加工方法是先用木工凿依据模具外表将圆弧面的轮廓粗加工出来,留有一定的加工余量;然后用弯手刨人工按弧形轮廓刨出来,这种加工方法存在效率低、精度差和劳动强度大的缺点,并且用木工凿进行粗加工时,如果进刀量大了,会沿着木纹方向出现撕裂现象,撕裂面甚至超过加工轮廓表面时出现处理品,甚至废品;且在加工完成后仍需对其进行反复磨合处理,步骤繁琐,不能批量化生产,因此有必要提出一种钢琴肋木上中半径圆弧面的加工设备,以解决上述问题。
技术实现要素:
[0003]
为实现上述目的,本发明提供如下技术方案:一种钢琴肋木上中半径圆弧面的加工设备,其包括支撑台座、外设机架、弧面加工组件、弧形导向组件以及装夹装置,其中,所述支撑台座的上端面两侧对称设置有用于嵌入固定所述外设机架的螺纹凹位,所述外设机架的两端均通过紧固螺栓限位固定在所述支撑台座上,所述支撑台座的上端面中部垂直设置有弧形导向组件,所述弧形导向组件通过其杆臂相对伸缩作用改变其外侧沿运动轨迹半径,使得固定在其上的待加工钢琴肋木根据具体加工工艺对其弧面进行轨迹加工;
[0004]
所述弧形导向组件上横向固定有装夹装置,并由所述装夹装置对钢琴肋木进行局部夹持,以便于钢琴肋木在加工过程中始终保持稳固状态;
[0005]
所述支撑台座的上端面安装有弧面加工组件,所述弧面加工组件位于所述弧形导向组件中部,使得当所述弧形导向组件引导钢琴肋木进行局部轨迹运动时,所述弧面加工组件对其接触面进行加工磨合,并对其进行滚漆烘干。
[0006]
作为本发明的一种优选技术方案,所述弧形导向组件包括液压伸缩缸、固定转轴、弧形盘座、可调伸缩杆以及连接导轮,其中,所述液压伸缩缸的一端通过下底座垂直固定在所述支撑台座的上端面,所述液压伸缩缸的输出端安装有固定转轴,所述可调伸缩杆的一端通过固定转轴可相对转动的与液压伸缩缸连接固定,所述固定转轴外通过齿轮啮合作用与外设电机的输出端啮合传动,并由所述外设电机驱动所述可调伸缩杆作圆周旋转运动;
[0007]
所述液压伸缩缸的输出端杆臂上安装有弧形盘座,所述可调伸缩杆的对应位置内安装有连接支架,所述连接支架上左右对称设置有连接导轮,并通过所述连接导轮沿所述弧形盘座进行限位滑动;
[0008]
所述可调伸缩杆的另一端与所述装夹装置相固定,使得当钢琴肋木经由所述装夹
装夹进行夹持后,通过可调伸缩杆的自由伸缩调控改变其钢琴肋木的运动轨迹半径。
[0009]
作为本发明的一种优选技术方案,所述弧形盘座的横截面圆度范围在0
°
至160
°
之间,以便于所述可调伸缩杆沿所述弧形盘座进行定向运动时,位于钢琴肋木上中半径的圆弧面完全被所述弧面加工组件进行加工。
[0010]
作为本发明的一种优选技术方案,所述装夹装置包括横向支架、夹持件、安装套件、外固定件、伸缩气缸、连接弹簧以及限位挡板,其中,所述横向支架平行设置有多组,且所述横向支架的两侧可相对滑动的对称设置有夹持件,并由所述夹持件对钢琴肋木进行局部夹持,所述横向支架的末端固定有外固定件,所述外固定件内同轴设置有伸缩气缸,所述伸缩气缸的输出端与夹持件连接固定;
[0011]
所述外固定件的一端内套设有安装套件,所述伸缩气缸的一端贯穿设置在所述安装套件内,所述伸缩气缸上安装有限位挡板,所述限位挡板与安装套件之间设置有连接弹簧,使得当所述伸缩气缸进行横向伸缩驱动夹持件对钢琴肋木进行左右夹持时,其经由内部弹簧弹力在装夹过程中对其夹持力进行缓冲振动,使得钢琴肋木在局部振动作用下与夹持件完全贴合接触;
[0012]
所述外固定件内还设置有多组副导杆,以便于所述限位挡板沿所述副导杆进行横向滑移。
[0013]
作为本发明的一种优选技术方案,所述横向支架上还相对滑动的设置有孔膜充夹装置,所述孔膜充夹装置对开设在钢琴肋木上的安装凹孔进行扩充夹护,以便于钢琴肋木在加工过程中保持稳定,所述孔膜充夹装置包括滑动座、内置盘体、旋转轴、弧形件以及支件,其中,所述滑动座的上端面中部固定有内置盘体,所述内置盘体内设有容纳空腔,该容纳空腔内可相对转动的设置有旋转轴,所述旋转轴与所述内置盘体呈同心圆结构,
[0014]
所述旋转轴上圆周铰接有多个支件,各所述支件的一端横向贯穿于内置盘体上,并延伸至外侧,所述支件的另一端铰接有弧形件,并由所述弧形件对安装凹孔的内圆周侧壁进行贴合夹护。
[0015]
作为本发明的一种优选技术方案,所述弧面加工组件包括安装箱体、磨合组件、滚漆装置以及热干组件,所述支撑台座的上端面安装有安装箱体,所述安装箱体内依次排列设置有磨合组件、滚漆装置以及热干组件;所述磨合组件对钢琴肋木的圆弧面进行初步反复打磨,使得钢琴肋木的加工面局部成型,所述滚漆装置对接触其表面进行滚漆填充,并由热干组件进行烘干处理;
[0016]
所述磨合组件包括主打磨辊、连接支杆、调控支架以及弧形固定架,所述安装箱体内可相对转动的设置有多个主打磨辊,各所述主打磨辊按其磨合面粗糙度依次排列设置,所述主打磨辊之间安装有连接支杆,使得各主打磨辊之间可作相对上下限位调控,位于两侧的所述主打磨辊上安装有弧形固定架,并由所述弧形固定架进行局部支撑;
[0017]
所述弧形固定架上还设置有调控支架,所述调控支架对磨合组件的横截面弧度进行初步调整,以便于各所述主打磨辊均与钢琴肋木表面进行接触磨合。
[0018]
作为本发明的一种优选技术方案,所述热干组件包括隔热箱座、气流导件、驱动电机以及内加热装置,其中,所述安装箱体内嵌入固定有隔热箱体,所述隔热箱体内通过内置隔离件上下分为两个工作区域,位于所述内置隔离件下方的工作区域通过排列设置的多个通风扇叶将外部气流引入隔热箱座内,
[0019]
位于所述内置隔离件上方的工作区域内可相对转动的横向设置有气流导件,所述气流导件由驱动电机圆周驱动旋转,且所述隔热箱体的内部设有内加热装置,所述气流导件将下方区域气流引入上方工作区域内,并通过内加热装置进行局部加热,形成干燥热流;
[0020]
所述隔热箱体的上端面均匀开设有多个排流口。
[0021]
作为本发明的一种优选技术方案,支撑台座上开设有气流汇流口,并对热干组件及时供流,所述气流汇流口内平行固定有安装网架,所述安装网架之间填充有过滤膜件,并由所述过滤膜件对引流空气进行过滤处理。
[0022]
与现有技术相比,本发明提供了一种钢琴肋木上中半径圆弧面的加工设备,具备以下有益效果:
[0023]
本发明中,通过装夹装置对钢琴肋木进行局部夹持,由弧形导向组件驱动其作弧面轨迹运动,使得钢琴肋木的待加工边沿能够根据其工艺要求作加工磨合;此中,在对钢琴肋木进行初步夹持中,其通过伸缩气缸调节夹持件之间的有效夹持间距,其经由内部弹簧弹力在装夹过程中对其夹持力进行缓冲振动,以保证夹持件的端面能完全与钢琴肋木表面相接触,提高夹持牢固性,且在横向支架上还设置有孔膜充夹装置,该孔膜充夹装置针对开设在钢琴肋木上的安装凹孔进行扩充夹护,使得钢琴肋木在加工过程中保持稳定,确保加工精度;加工时可通过改变弧形导向组件的杆臂相对伸缩长度,而调整其外侧沿运动轨迹半径,使得固定在其上的待加工钢琴肋木根据加工工艺对其弧面进行轨迹加工;且,在弧面加工组件中依次设有磨合组件、滚漆装置以及热干组件,可对钢琴肋木进行多次加工磨合并进行滚漆烘干,一次到位提高工作效率。
附图说明
[0024]
图1为本发明的结构示意图;
[0025]
图2为本发明中弧形导向组件的结构示意图;
[0026]
图3为本发明中装夹装置的结构示意图;
[0027]
图4为本发明中孔膜充夹装置的剖视图;
[0028]
图5为本发明中弧面加工组件的结构示意图;
[0029]
图6为本发明中热干组件的结构示意图;
[0030]
图中:1支撑台座、101安装网架、102过滤膜件、2外设机架、3弧形导向组件、301液压伸缩缸、302弧形盘座、303固定转轴、304可调伸缩杆、305连接支架、306连接导轮、4装夹装置、401横向支架、402夹持件、403外固定件、404连接弹簧、405安装套件、406伸缩气缸、407限位挡板、408副导杆、5弧面加工组件、501安装箱体、502主打磨辊、503连接支杆、504弧形固定架、6孔膜充夹装置、601滑动座、602内置盘体、603旋转轴、604支件、605弧形件、7滚漆装置、8热干组件、801隔热箱座、802内加热装置、803气流导件、804驱动电机、805排流口。
具体实施方式
[0031]
参照图1,本发明提供一种技术方案:一种钢琴肋木上中半径圆弧面的加工设备,其包括支撑台座1、外设机架2、弧面加工组件5、弧形导向组件3以及装夹装置4,其中,所述支撑台座1的上端面两侧对称设置有用于嵌入固定所述外设机架2的螺纹凹位,所述外设机架2的两端均通过紧固螺栓限位固定在所述支撑台座1上,所述支撑台座1的上端面中部垂
直设置有弧形导向组件3,所述弧形导向组件3通过其杆臂相对伸缩作用改变其外侧沿运动轨迹半径,使得固定在其上的待加工钢琴肋木根据具体加工工艺对其弧面进行轨迹加工;
[0032]
所述弧形导向组件3上横向固定有装夹装置4,并由所述装夹装置4对钢琴肋木进行局部夹持,以便于钢琴肋木在加工过程中始终保持稳固状态;
[0033]
所述支撑台座1的上端面安装有弧面加工组件5,所述弧面加工组件5位于所述弧形导向组件3中部,使得当所述弧形导向组件3引导钢琴肋木进行局部轨迹运动时,所述弧面加工组件5对其接触面进行加工磨合,并对其进行滚漆烘干,此中,针对批量化钢琴肋木的生产可通过将其依次叠加规整重合,并由装夹装置进行紧固夹持,需要注意的是,批量化叠加生产加工过程中,针对其磨合加工工序,需较一般化(少量)生产多2至3个加工回合,以确保其能完全受弧面加工组件进行加工磨合。
[0034]
参照图1,本实施例中,所述弧形导向组件3包括液压伸缩缸301、固定转轴303、弧形盘座302、可调伸缩杆304以及连接导轮306,其中,所述液压伸缩缸301的一端通过下底座垂直固定在所述支撑台座1的上端面,所述液压伸缩缸301的输出端安装有固定转轴303,所述可调伸缩杆304的一端通过固定转轴303可相对转动的与液压伸缩缸301连接固定,所述固定转轴303外通过齿轮啮合作用与外设电机(图中未示出)的输出端啮合传动,并由所述外设电机驱动所述可调伸缩杆304作圆周旋转运动;
[0035]
所述液压伸缩缸301的输出端杆臂上安装有弧形盘座302,所述可调伸缩杆304的对应位置内安装有连接支架305,所述连接支架305上左右对称设置有连接导轮306,并通过所述连接导轮306沿所述弧形盘座302进行限位滑动;
[0036]
所述可调伸缩杆304的另一端与所述装夹装置4相固定,使得当钢琴肋木经由所述装夹装夹4进行夹持后,通过可调伸缩杆304的自由伸缩调控改变其钢琴肋木的运动轨迹半径,具体而言,先根据该钢琴肋木的加工长度对液压伸缩缸的垂直工作距离进行初步调控,使得钢琴肋木在加工时能与弧面加工组件充分接触,再由可调伸缩杆进行伸缩调控(此中根据钢琴肋木半径弧面加工工艺进行具体调整),使得钢琴肋木根据轨迹半径运动。
[0037]
本实施例中,所述弧形盘座302的横截面圆度范围在0
°
至160
°
之间,以便于所述可调伸缩杆304沿所述弧形盘座302进行定向运动时,位于钢琴肋木上中半径的圆弧面完全被所述弧面加工组件5进行加工。
[0038]
参照图3,本实施例中,所述装夹装置4包括横向支架401、夹持件402、安装套件405、外固定件403、伸缩气缸406、连接弹簧404以及限位挡板407,其中,所述横向支架401平行设置有多组,且所述横向支架401的两侧可相对滑动的对称设置有夹持件402,并由所述夹持件402对钢琴肋木进行局部夹持,所述横向支架401的末端固定有外固定件403,所述外固定件403内同轴设置有伸缩气缸406,所述伸缩气缸406的输出端与夹持件402连接固定;
[0039]
所述外固定件403的一端内套设有安装套件405,所述伸缩气缸406的一端贯穿设置在所述安装套件405内,所述伸缩气缸406上安装有限位挡板407,所述限位挡板407与安装套件405之间设置有连接弹簧404,使得当所述伸缩气缸406进行横向伸缩驱动夹持件对钢琴肋木进行左右夹持时,其经由内部弹簧弹力在装夹过程中对其夹持力进行缓冲振动,使得钢琴肋木在局部振动作用下与夹持件402完全贴合接触;
[0040]
所述外固定件401内还设置有多组副导杆407,以便于所述限位挡板407沿所述副导杆408进行横向滑移,提高其工作时的稳定性。
[0041]
参照图4,本实施例中,所述横向支架401上还相对滑动的设置有孔膜充夹装置6,所述孔膜充夹装置6对开设在钢琴肋木上的安装凹孔进行扩充夹护,以便于钢琴肋木在加工过程中保持稳定,所述孔膜充夹装置6包括滑动座601、内置盘体602、旋转轴603、弧形件605以及支件604,其中,所述滑动座601的上端面中部固定有内置盘体602,所述内置盘体602内设有容纳空腔,该容纳空腔内可相对转动的设置有旋转轴603,所述旋转轴603与所述内置盘体602呈同心圆结构,
[0042]
所述旋转轴603上圆周铰接有多个支件604,各所述支件604的一端横向贯穿于内置盘体602上,并延伸至外侧,所述支件604的另一端铰接有弧形件605,并由所述弧形件605对安装凹孔的内圆周侧壁进行贴合夹护,方便对其进行限位固定。
[0043]
参照图5,本实施例中,所述弧面加工组件5包括安装箱体501、磨合组件、滚漆装置7以及热干组件8,所述支撑台座1的上端面安装有安装箱体501,所述安装箱体501内依次排列设置有磨合组件、滚漆装置7以及热干组件8;所述磨合组件对钢琴肋木的圆弧面进行初步反复打磨,使得钢琴肋木的加工面局部成型,所述滚漆装置7对接触其表面进行滚漆填充,并由热干组件8进行烘干处理;
[0044]
所述磨合组件包括主打磨辊502、连接支杆503、调控支架以及弧形固定架504,所述安装箱体501内可相对转动的设置有多个主打磨辊502,各所述主打磨辊502按其磨合面粗糙度依次排列设置,所述主打磨辊502之间安装有连接支杆503,所述连接支杆的中心轴转动设置在安装箱体501内,使得各主打磨辊502之间可作相对上下限位调控,位于两侧的所述主打磨辊502上安装有弧形固定架504,并由所述弧形固定架504进行局部支撑;
[0045]
所述弧形固定架504上还设置有调控支架,所述调控支架对磨合组件的横截面弧度进行初步调整,以便于各所述主打磨辊502均与钢琴肋木表面进行接触磨合,此中需要注意的是,该主打磨辊的调节后的排列半径应与钢琴肋木运动轨迹半径相同,使得钢琴肋木能经由各主打磨辊进行磨合。
[0046]
参照图6,本实施例中,所述热干组件8包括隔热箱座801、气流导件803、驱动电机804以及内加热装置802,其中,所述安装箱体501内嵌入固定有隔热箱体801,所述隔热箱体801内通过内置隔离件上下分为两个工作区域,位于所述内置隔离件下方的工作区域通过排列设置的多个通风扇叶将外部气流引入隔热箱座801内,
[0047]
位于所述内置隔离件上方的工作区域内可相对转动的横向设置有气流导件803,所述气流导件由驱动电机804圆周驱动旋转,且所述隔热箱体801的内部设有内加热装置802,所述气流导件803将下方区域气流引入上方工作区域内,并通过内加热装置802进行局部加热,形成干燥热流;
[0048]
所述隔热箱体801的上端面均匀开设有多个排流口805。
[0049]
本实施例中,支撑台座上开设有气流汇流口,并对热干组件及时供流,所述气流汇流口内平行固定有安装网架101,所述安装网架101之间填充有过滤膜件102,并由所述过滤膜件120对引流空气进行过滤处理。
[0050]
具体地,在对钢琴肋木中上半径进行弧面加工时,通过伸缩气缸调节夹持件之间的有效夹持间距,并由夹持件对钢琴肋木的左右两侧进行初步夹持,孔膜充夹装置对开设在钢琴肋木上的安装凹孔进行扩充夹护,确保钢琴肋木加工过程中保持稳固状态,根据该钢琴肋木的加工长度对液压伸缩缸的垂直工作距离进行初步调控,再由可调伸缩杆进行伸
缩调控,确定其弧面轨迹半径,磨合组件对钢琴肋木的圆弧面进行初步打磨,使得钢琴肋木的加工面局部成型,滚漆装置对接触其表面进行滚漆填充,并由热干组件进行烘干处理;在批量化生产过程中,对于钢琴肋木的圆弧面磨合需反复进行磨合加工,以确保加工精度。
[0051]
以上所述,仅为发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips