
 商标分类
商标分类  商标转让
商标转让 
一种汽车发电机耐高温轴承套热处理工艺的制作方法
 2021-01-30 06:01:38|
2021-01-30 06:01:38| 256|
256| 起点商标网
起点商标网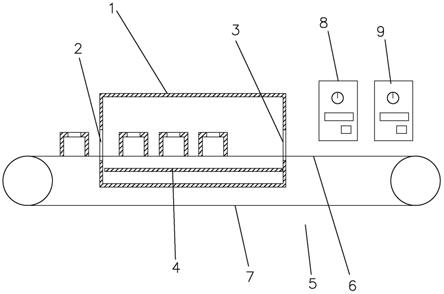
[0001]
本发明属于轴承套生产技术领域,特别涉及一种汽车发电机耐高温轴承套热处理工艺。
背景技术:
[0002]
轴承套在加工的时候需要进行热处理,从而提高其抗裂性能。
[0003]
目前在对轴承套进行热处理的时候,人工将轴承套放在烘箱内,然后进行一定时间的热处理,时间到了之后将轴承套从烘箱内取出来。
[0004]
现有技术需要人工进行上料-计时-下料,费时费力。
技术实现要素:
[0005]
本发明的目的是为了克服现有技术上述缺点,提出一种汽车发电机耐高温轴承套热处理工艺,省时省力。
[0006]
为了实现上述目的,本发明采用以下技术方案:一种汽车发电机耐高温轴承套热处理工艺,步骤如下:步骤a:烘箱的预热,将烘箱内的温度预热到195-199摄氏度;步骤b:运行输送机构;步骤c:将已注塑完成的轴承套放置在输送机构上,输送机构令轴承套穿过烘箱,轴承套在烘箱内滞留的时间为38-42分钟;步骤d:在轴承套内嵌入与轴承套适配的定形柱进行冷却;步骤e:冷却后将轴承套从定形柱上取下。
[0007]
作为优选,步骤a中的烘箱包括外壳、位于外壳一侧的入料口、位于外壳另一侧的出料口、位于外壳内的加热板、用于控制加热板温度的温度控制器。
[0008]
作为优选,步骤b中的输送机构为传送带、用于控制传送带转速的转速控制器;所述传送带包括穿过外壳的上行段、位于外壳下方的下行段。
[0009]
作为优选,步骤c中,所述轴承套包括套筒部、位于套筒部一端的朝向套筒部内侧翻折的翻边;步骤b中,所述输送机构包括穿过外壳的透热网布、穿过外壳的直线伺服模组、竖向穿过轴承套后驱动轴承套在透热网布上滑行的插件、位于插件上的用于将轴承套固定在插件上的固定机构;所述直线伺服模组包括轨道部、滑动连接在轨道部上的滑座;所述输送机构还包括转动连接在滑座上的转动座、用于旋转转动座的转动电机、两个一端连接在转动座上的连接杆、用于驱动连接杆在转动座上滑动的滑动装置、用于转动连接杆的第二转动电机、位于连接杆远离转动座一端的用于连接插件的连接装置。
[0010]
作为优选,滑动装置包括滑动连接在转动座上的第二滑座、穿过第二滑座的螺杆、用于转动螺杆的第三转动电机,所述第二转动电机位于第二滑座上。
[0011]
作为优选,插件的外壁中部设有滑槽;所述固定机构包括套在插件上的第一滑套、套在插件上的第二滑套、一端铰接在第一滑套上的第一支撑杆、一端铰接在第二滑套上的第二支撑杆、位于插件一端的用于驱动第二滑套朝向第一滑套运动的驱动机构、位于插件另一端的用于驱动第一滑套朝向第二滑套运动的驱动机构;所述第一滑套和第二滑套滑动
连接在滑槽内,所述第一支撑杆远离第一滑套的一端和第二支撑杆远离第二滑套的一端铰接,所述第一支撑杆远离第一滑套的一端朝向远离滑槽的一侧倾斜,所述插件上套设有橡胶圈,第一支撑杆远离第一滑套的一端连接在橡胶圈上,所述第一支撑杆和第二支撑杆的数量均不少于三个。
[0012]
作为优选,插件上设有贯通其两端的气道,所述插件的两端设有凹槽;所述连接装置包括位于连接杆远离转动座一端的和凹槽适配的连接座、位于凹槽的槽底的吸附件、位于连接座上的用于和吸附件连接的电磁铁;所述连接座上设有和气道连通的过孔,所述连接杆端部设有和过孔对应的孔洞;所述第一滑套和第二滑套上均设有穿线孔;所述驱动机构包括位于孔洞内的吹风叶片、转动连接在气道端部内壁的卷绕环、位于插件内的线道、固接在卷绕环内的从动叶片、一端连接在卷绕环上的拉线;位于插件其中一端的驱动机构为第一驱动机构,位于插件另一端的驱动机构为第二驱动机构,所述第一驱动机构的拉线远离卷绕环的一端穿过线道、第二滑套的穿线孔后连接在第一滑套上,所述第二驱动机构的拉线远离卷绕环的一端穿过线道、第一滑套的穿线孔后连接在第二滑套上;所述插件在第一驱动机构所在端设有方向朝向第二驱动机构的单向阀,所述插件在第二驱动机构所在端设有方向朝向第一驱动机构的单向阀;所述单向阀包括一端铰接在气道内壁上的阀板、位于阀板另一端的限位块、位于阀板铰接端的用于使得阀板贴紧在限位块上的复位弹簧;所述限位块固定在气道内壁上,所述阀板位于从动叶片之间;所述气道在阀板一侧设有出气孔,当阀板转动后,所述阀板盖在对应的出气孔上。
[0013]
作为优选,透热网布沿着其走向设有躲避槽,所述插件下端穿过躲避槽,所述插件下端对应的出气孔位于透热网布下方。
[0014]
作为优选,凹槽为圆台形,所述凹槽的槽底所在端的面积小于该凹槽另一端的面积。
[0015]
本发明的有益效果是:本发明提出一种汽车发电机耐高温轴承套热处理工艺,轴承套在输送机构的作用下穿过烘箱,穿越的时间等于热处理所需要的时间,不需要人工上料-计时-出料,省时省力。同时,加热均匀。
附图说明
[0016]
图1为本发明对应方案1的示意图;图2为本发明对应方案2的示意图;图3为图2的a-a剖视图;图4为图3的b处放大图;图5为橡胶圈顶紧在轴承套内壁上的示意图;图6为插件上下颠倒后和另一个连接装置连接后的示意图;图7为插件和连接装置脱开的示意图;图8为上下颠倒后的轴承套重新被放在透热网布上的示意图。
[0017]
图中:外壳1、入料口2、出料口3、加热板4、传送带5、上行段6、下行段7、转速控制器8、温度控制器9、透热网布10、套筒部11、翻边12、轨道部13、滑座14、转动座15、转动电机16、连接杆17、第二滑座18、螺杆19、第三转动电机20、插件21、气道22、凹槽23、滑槽24、第一滑套25、第二滑套26、第一支撑杆27、第二支撑杆28、橡胶圈29、连接座30、吸附件31、电磁铁
32、过孔33、孔洞34、吹风叶片35、卷绕环36、穿线孔37、线道38、从动叶片39、拉线40、阀板41、限位块42、出气孔43、躲避槽44。
具体实施方式
[0018]
下面结合附图和具体实施方式对本发明进一步详细阐述:实施例:参见图1到图8;一种汽车发电机耐高温轴承套热处理工艺,步骤如下:步骤a:烘箱的预热,将烘箱内的温度预热到195-199摄氏度;步骤b:运行输送机构;步骤c:将已注塑完成的轴承套放置在输送机构上,输送机构令轴承套穿过烘箱,轴承套在烘箱内滞留的时间为38-42分钟;步骤d:在轴承套内嵌入与轴承套适配的定形柱进行冷却;步骤e:冷却后将轴承套从定形柱上取下。
[0019]
步骤a中的烘箱包括外壳1、位于外壳1一侧的入料口2、位于外壳1另一侧的出料口3、位于外壳1内的加热板4、用于控制加热板4温度的温度控制器9。
[0020]
温度控制器9为成熟的现有技术,这里不做展开。
[0021]
步骤c中,所述轴承套包括套筒部11、位于套筒部11一端的朝向套筒部11内侧翻折的翻边12;对于输送机构这里提出两种方案。
[0022]
方案1:步骤b中的输送机构为传送带5、用于控制传送带5转速的转速控制器8;所述传送带5包括穿过外壳1的上行段6、位于外壳1下方的下行段7。
[0023]
方案2:步骤b中,所述输送机构包括穿过外壳1的透热网布10、穿过外壳1的直线伺服模组、竖向穿过轴承套后驱动轴承套在透热网布10上滑行的插件21、位于插件21上的用于将轴承套固定在插件21上的固定机构;所述直线伺服模组包括轨道部13、滑动连接在轨道部13上的滑座14;所述输送机构还包括转动连接在滑座14上的转动座15、用于旋转转动座15的转动电机16、两个一端连接在转动座15上的连接杆17、用于驱动连接杆17在转动座15上滑动的滑动装置、用于转动连接杆17的第二转动电机、位于连接杆17远离转动座15一端的用于连接插件21的连接装置。
[0024]
滑动装置包括滑动连接在转动座15上的第二滑座18、穿过第二滑座18的螺杆19、用于转动螺杆19的第三转动电机20,所述第二转动电机位于第二滑座18上。
[0025]
插件21的外壁中部设有滑槽24;所述固定机构包括套在插件21上的第一滑套25、套在插件21上的第二滑套26、一端铰接在第一滑套25上的第一支撑杆27、一端铰接在第二滑套26上的第二支撑杆28、位于插件21一端的用于驱动第二滑套26朝向第一滑套25运动的驱动机构、位于插件21另一端的用于驱动第一滑套25朝向第二滑套26运动的驱动机构;
所述第一滑套25和第二滑套26滑动连接在滑槽24内,所述第一支撑杆27远离第一滑套25的一端和第二支撑杆28远离第二滑套26的一端铰接,所述第一支撑杆27远离第一滑套25的一端朝向远离滑槽24的一侧倾斜,所述插件21上套设有橡胶圈29,第一支撑杆27远离第一滑套25的一端连接在橡胶圈29上,所述第一支撑杆27和第二支撑杆28的数量均不少于三个。
[0026]
插件21上设有贯通其两端的气道22,所述插件21的两端设有凹槽23;所述连接装置包括位于连接杆17远离转动座15一端的和凹槽23适配的连接座30、位于凹槽23的槽底的吸附件31、位于连接座30上的用于和吸附件31连接的电磁铁32;所述连接座30上设有和气道22连通的过孔33,所述连接杆17端部设有和过孔33对应的孔洞34;所述第一滑套25和第二滑套26上均设有穿线孔37;所述驱动机构包括位于孔洞34内的吹风叶片35、转动连接在气道22端部内壁的卷绕环36、位于插件21内的线道38、固接在卷绕环36内的从动叶片39、一端连接在卷绕环36上的拉线40;位于插件21其中一端的驱动机构为第一驱动机构,位于插件21另一端的驱动机构为第二驱动机构,所述第一驱动机构的拉线40远离卷绕环36的一端穿过线道38、第二滑套26的穿线孔37后连接在第一滑套25上,所述第二驱动机构的拉线40远离卷绕环36的一端穿过线道38、第一滑套25的穿线孔37后连接在第二滑套26上;方向朝向第二驱动机构的单向阀,所述插件21在第二驱动机构所在端设有方向朝向第一驱动机构的单向阀;所述单向阀包括一端铰接在气道22内壁上的阀板41、位于阀板41另一端的限位块42、位于阀板41铰接端的用于使得阀板41贴紧在限位块42上的复位弹簧;所述限位块42固定在气道22内壁上,所述阀板41位于从动叶片39之间;所述气道22在阀板41一侧设有出气孔43,当阀板41转动后,所述阀板41盖在对应的出气孔43上。
[0027]
透热网布10沿着其走向设有躲避槽44,所述插件21下端穿过躲避槽44,所述插件21下端对应的出气孔43位于透热网布10下方。
[0028]
凹槽23为圆台形,所述凹槽23的槽底所在端的面积小于该凹槽23另一端的面积。
[0029]
实施例原理:这里针对第二种方案的输送机构进行说明。
[0030]
将烘箱预热好了之后,将轴承套放在透热网布10上面,套筒部11远离翻边12的一段靠在透热网布10上,热量透过透热网布10后对轴承套进行热处理,两个连接杆17在转动座15上为上下布置,插件21上端连接在下方的连接杆17上,第一滑套25位于第二滑套26的上方,第一驱动机构位于插件21的下端,第二驱动机构位于插件21的上端,。滑动装置运行,下方的连接杆17向下运动,插件21穿过轴承套和躲避槽44,然后直线伺服模组运行,轴承套在插件21的作用下被推入烘箱内,烘箱对轴承套进行热处理,在这个过程中,轴承套在透热网布10上滑动。由于热量是从下往上运动的,为了保证轴承套的上下两端受热均匀,当轴承套运动到入料口2和出料口3中间的时候,需要将轴承套上下颠倒。此时,直线伺服模组停止运行,下方的连接杆17上的吹风叶片35运行,向下朝气道22内鼓风,气流带动插件21内第二
驱动机构的从动叶片39转动,气流从插件21下端的出气孔43离开气道22。第二驱动机构的卷绕环36转动,拉线40拉动第二滑套26向上运动,第一支撑杆27和第二支撑杆28转动,橡胶圈29撑开后顶紧在轴承套的内壁上,参见图5,然后第二转动电机运行180度,此时,轴承套上下对调,然后在滑动装置的作用下,两个连接杆17靠拢,上方的连接杆17的连接座30嵌入插件21端部的凹槽23,参见图6,然后电磁铁32运行,上方的连接杆17和插件21连接在一起,这里着重提出,第一滑套25和滑槽24之间设有阻尼油,第二滑套26和滑槽24之间设有阻尼油,此时,下方的连接杆17的吹风叶片35停止运行,同时,上方的连接杆17的吹风叶片35马上运行,在阻尼油的作用下,当下方的连接杆17上的吹风叶片35停止运行的时候,虽然拉线40对第二滑套26的力消失,但是橡胶圈29不会马上和轴承套脱开,同时,上方的连接杆17上的吹风叶片35由于马上运行,因此,拉线40开始拉拽第一滑套25,第一滑套25将推动第二滑套26在滑槽24上滑动,第一支撑杆27和第二支撑杆28重新将顶紧在轴承套的内壁上,第二滑套26最终被推到滑槽24的端部,然后下方的连接杆17和插件21脱开,参见图7。
[0031]
最后转动电机16旋转180度,第二转动电机旋转180度,参见图8,此时,轴承套完成上下颠倒,滑动装置将轴承套重新放在透热网布10上,然后吹风叶片35停止运行,直线伺服模组重新启动。
[0032]
直线伺服模组慢慢将轴承套推出出料口3。
[0033]
推出后,由于轴承套上下颠倒,因此,可以直接将定形柱插入套筒部11,然后进行冷却。
[0034]
吹风叶片35的作用一方面用于驱动从动叶片39,另一方面,形成气流,从而增加了烘箱内空气流动性,烘箱内的温度更加均匀。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips