
 商标分类
商标分类  商标转让
商标转让 
一种B级抗酸管线钢及其制备方法与流程
 2021-01-30 04:01:01|
2021-01-30 04:01:01| 317|
317| 起点商标网
起点商标网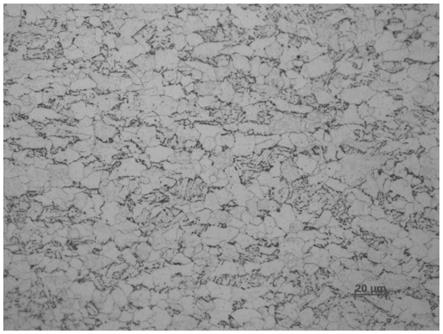
一种b级抗酸管线钢及其制备方法
技术领域
[0001]
本发明涉及钢铁冶金技术领域,具体涉及一种b级抗酸管线钢及其制备方法。
[0002]
背景技术:
[0003]
随着油气需求的不断增加,油气管线的建设不断增长,非抗酸管道在运行中需要对介质进行去氢处理,即将“酸气”转变为“甜气”,在增加工序的同时也增加了成本。而抗酸设计的管道,则无需去氢工序,既节约成本也可以精简工序,但目前抗酸管线钢总体上属于管线钢应用相对较少的钢种,国内大规模应用的尤其少,而且由于抗酸管线钢对p、s元素的含量要求极高,特别s元素,当s元素的含量超过0.0015%时,通常还要求ca/s比,故冶炼的难度极高。
[0004]
而抗酸管线钢通常采用低碳低锰的成分设计,造成碳当量大大低于同钢级的管线钢,要保证强度,则会添加如cu、mo等贵重元素,特别是mo元素,一般加入量较多,造成成本较高。
[0005]
技术实现要素:
[0006]
解决的技术问题:针对现有技术中存在成本较高、冶炼难度较大等技术问题,本发明提供一种b级抗酸管线钢及其制备方法,能够降低生产制造成本、降低生产难度、提高合格率以及控制性能均匀等。
[0007]
技术方案:一种b级抗酸管线钢,其化学成分及质量百分含量如下:c:0.02~0.06%,si:0.10~0.20%,mn ≤0.90%,al:0.020~0.060%,nb:0.025~0.040%,ti ≤0.020%, cr ≤0.30%, p ≤0.012%,s ≤0.002% ,n ≤0.0080%,b ≤0.0005%,其中mn+cr≤1.20%,其余为铁及不可避免的杂质元素。
[0008]
作为优选,c:0.04~0.06%,si:0.15~0.16%,mn :0.75~0.8%,al:0.029~0.036%,nb:0.032~0.034%,ti:0.015~0.016%, cr:0.023~0.025%, p:0.006~0.01%,s:0.001% ,n:0.0021~0.0023%,b:0.0001~0.0003%,其余为铁及不可避免的杂质元素,ceq:0.23~0.24%,pcm:0.11~0.22%。
[0009]
上述一种b级抗酸管线钢的制备方法,所述方法包括如下步骤:依次包括配制钢种成分、铁水kr预脱硫、转炉冶炼、lf精炼、rh真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板矫直、下线堆冷出堆和超声探伤,其中,配制钢种成分时,根据上述成分配制;铁水kr脱硫处理后,控制铁水s含量≤0.010%;lf精炼处理后,控制钢液s含量≤0.005%;rh真空处理后,控制钢中h含量小于2ppm;喂线阶段,喂入纯ca线150-500 m,并进行软搅拌,时间不小于12 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在25
±
5℃,拉速1.4~1.6m/min;板坯再加热阶段,温度控制在1120~1220℃;粗轧阶段,粗轧温度控制在≤1100℃;精轧阶段,精轧温度控制在980℃以下,终轧
温度为≥820℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为>550℃,冷速控制为15-30℃/s;钢板冷却后,冷床上空冷至室温;钢板矫直阶段,采用热矫进行板型矫正。
[0010]
作为优选,铁水kr脱硫处理后,控制铁水s含量0.005%;lf精炼处理后,控制钢液s含量0.002%;rh真空处理后,控制钢中h含量1.4~1.6 ppm;喂线阶段,喂入纯ca线368-405 m,并进行软搅拌,时间不小于13~13.5 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在25~27℃,拉速1.4~1.6m/min;板坯再加热阶段,温度控制在1180℃;粗轧阶段,粗轧温度控制在1035~1062℃;精轧阶段,精轧温度控制在968~975℃,终轧温度为826~922℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为586~612℃,冷速控制为19~21℃/s。
[0011]
作为优选,粗轧阶段后中间坯厚度大于1.5倍钢板厚度。
[0012]
作为优选,精轧阶段总压缩比≥40%。
[0013]
有益效果:1.本发明成分设计不作ca/s的要求,能够降低冶炼难度。
[0014]
2.目前现有的成分设计及制造方法存在成本较高,冶炼难度较大的问题,本发明开发了一种易于冶炼和生产的b级抗酸管线钢的生产制造方法,其对于降低生产制造成本、降低生产难度,提高合格率以及控制性能均匀性,具有重要作用。
[0015]
附图说明
[0016]
图1 为本发明实施例2制得的产品近表面钢板组织图;图2为实施例2制得的产品厚度为1/4时钢板组织图;图3为实施例2制得的产品厚度为1/2时钢板组织图。
具体实施方式
[0017]
下面结合附图和具体实施例对本发明作进一步描述。
[0018]
实施例1本实施例中,所述b级抗酸管线钢,其化学成分及质量百分含量如下:c:0.06%,si:0.16%,mn:0.78%,al:0.036%,nb:0.032%,ti :0.016%, cr :0.23%, p :0.008%,s :0.001% ,n :0.0022%,b :0.0003%,其余为铁及不可避免的杂质元素,ceq:0.24%,pcm:0.12%。
[0019]
上述b级抗酸管线钢的制备方法,步骤如下:按上述成分配制钢种成分、铁水kr预脱硫、转炉冶炼、lf精炼、rh真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、钢板快速冷却、钢板热矫直、下线堆冷出堆、超声探伤、剪切、入库。铁水kr脱硫处理后,控制铁水s含量0.005%;lf精炼处理后,控制钢液s含量0.002%;rh真空处理后,控制钢中h含量小于1.5 ppm;喂线阶段,喂入纯ca线368 m,并进行软搅拌,时间13.5 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在25℃,拉速1.4~1.6m/min;板坯再加热阶段,温度控制在1180℃;粗轧阶段,粗轧温度控制在1035℃;中间坯待温冷却厚度为40mm;精轧阶段,精轧温度控制在968℃,终轧温度为835℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为586℃,冷速控制为20℃/s;钢板冷却后,冷床上空冷至室温;钢板矫直阶段,采用热矫进行板型矫正。精轧阶段总压缩比
≥40%。
[0020]
实施例2本实施例中,所述b级抗酸管线钢,其化学成分及质量百分含量如下:c:0.05%,si:0.15%,mn:0.75%,al:0.029%,nb:0.033%,ti :0.016%, cr :0.25%, p :0.010%,s :0.001% ,n :0.0023%,b :0.0001%,其余为铁及不可避免的杂质元素,ceq:0.23%,pcm:0.11%。
[0021]
上述b级抗酸管线钢的制备方法,步骤如下:按上述成分配制钢种成分、铁水kr预脱硫、转炉冶炼、lf精炼、rh真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、钢板快速冷却、钢板热矫直、下线堆冷出堆、超声探伤、剪切、入库。铁水kr脱硫处理后,控制铁水s含量0.005%;lf精炼处理后,控制钢液s含量0.002%;rh真空处理后,控制钢中h含量小于1.6 ppm;喂线阶段,喂入纯ca线392 m,并进行软搅拌,时间13 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在25℃,拉速1.4~1.6m/min;板坯再加热阶段,温度控制在1180℃;粗轧阶段,粗轧温度控制在1050℃;中间坯待温冷却厚度为35 mm;精轧阶段,精轧温度控制在972℃,终轧温度为826℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为590℃,冷速控制为21℃/s;钢板冷却后,冷床上空冷至室温;钢板矫直阶段,采用热矫进行板型矫正。精轧阶段总压缩比≥40%。
[0022]
实施例3本实施例中,所述b级抗酸管线钢,其化学成分及质量百分含量如下:c:0.04%,si:0.16%,mn:0.80%,al:0.033%,nb:0.034%,ti :0.015%, cr :0.23%, p :0.006%,s :0.001% ,n :0.0021%,b :0.0001%,其余为铁及不可避免的杂质元素,ceq:0.23%,pcm:0.11%。
[0023]
上述b级抗酸管线钢的制备方法,步骤如下:按上述成分配制钢种成分、铁水kr预脱硫、转炉冶炼、lf精炼、rh真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、钢板快速冷却、钢板热矫直、下线堆冷出堆、超声探伤、剪切、入库。铁水kr脱硫处理后,控制铁水s含量0.005%;lf精炼处理后,控制钢液s含量0.002%;rh真空处理后,控制钢中h含量小于1.4 ppm;喂线阶段,喂入纯ca线405 m,并进行软搅拌,时间13.5 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在27℃,拉速1.4~1.6m/min;板坯再加热阶段,温度控制在1180℃;粗轧阶段,粗轧温度控制在1062℃;中间坯待温冷却厚度为30mm;精轧阶段,精轧温度控制在975℃,终轧温度为922℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为612℃,冷速控制为19℃/s;钢板冷却后,冷床上空冷至室温;钢板矫直阶段,采用热矫进行板型矫正。精轧阶段总压缩比≥40%。
[0024]
实施例4本实施例中,所述b级抗酸管线钢,其化学成分及质量百分含量如下:c:0.02%,si:0.10%,mn ≤0.90%,al:0.020%,nb:0.025%,ti ≤0.020%, cr ≤0.30%, p ≤0.012%,s ≤0.002% ,n ≤0.0080%,b ≤0.0005%,其中mn+cr≤1.20%,其余为铁及不可避免的杂质元素。
[0025]
上述b级抗酸管线钢的制备方法,步骤如下:按上述成分配制钢种成分、铁水kr预脱硫、转炉冶炼、lf精炼、rh真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、钢板快速冷却、钢板热矫直、下线堆冷出堆、超声探伤、剪切、入库。铁水kr脱
硫处理后,控制铁水s含量≤0.010%;lf精炼处理后,控制钢液s含量≤0.005%;rh真空处理后,控制钢中h含量小于2ppm;喂线阶段,喂入纯ca线500 m,并进行软搅拌,时间13.5 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在20℃,拉速1.4 m/min;板坯再加热阶段,温度控制在1120℃;粗轧阶段,粗轧温度控制在≤1100℃;精轧阶段,精轧温度控制在980℃以下,终轧温度为≥820℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为>550℃,冷速控制为15℃/s;钢板冷却后,冷床上空冷至室温;钢板矫直阶段,采用热矫进行板型矫正。粗轧阶段后中间坯厚度大于1.5倍钢板厚度。精轧阶段总压缩比≥40%。
[0026]
实施例5本实施例中,所述b级抗酸管线钢,其化学成分及质量百分含量如下:c:0.06%,si:0.20%,mn ≤0.90%,al:0.060%,nb:0.040%,ti ≤0.020%, cr ≤0.30%, p ≤0.012%,s ≤0.002% ,n ≤0.0080%,b ≤0.0005%,其中mn+cr≤1.20%,其余为铁及不可避免的杂质元素。
[0027]
上述b级抗酸管线钢的制备方法,步骤如下:依次包括配制钢种成分、铁水kr预脱硫、转炉冶炼、lf精炼、rh真空处理、喂线、软搅拌、板坯连铸、板坯再加热、粗轧、中间坯待温冷却、精轧、钢板冷却、钢板矫直、下线堆冷出堆和超声探伤,其中,配制钢种成分时,根据上述成分配制;铁水kr脱硫处理后,控制铁水s含量≤0.010%;lf精炼处理后,控制钢液s含量≤0.005%;rh真空处理后,控制钢中h含量小于2ppm;喂线阶段,喂入纯ca线150 m,并进行软搅拌,时间不小于12 min;板坯连铸阶段采用无氧化保护浇注,其中,中间包过热度控制在30℃,拉速1.6m/min;板坯再加热阶段,温度控制在1220℃;粗轧阶段,粗轧温度控制在≤1100℃;精轧阶段,精轧温度控制在980℃以下,终轧温度为≥820℃,精轧道次控制在5道次以内,并结合3倍尺组板的生产方式;钢板冷却阶段,终冷温度为>550℃,冷速控制为30℃/s;钢板冷却后,冷床上空冷至室温;钢板矫直阶段,采用热矫进行板型矫正。粗轧阶段后中间坯厚度大于1.5倍钢板厚度。精轧阶段总压缩比≥40%。
[0028]
实施例1~3冶炼炉次及母板轧制工艺过程控制参数参见表1,冶炼炉次熔炼成分参见表2,热轧母板的力学性能参见表3,实施例1~3制备的钢板的规格尺寸参见见表4。
[0029]
表1:实施例冶炼炉次及母板轧制工艺过程控制参数表2:实施例冶炼炉次熔炼成分
表3:实施例热轧母板的力学性能:表4:实施例的钢板尺寸规格实施例2制备的钢板组织照片参见图1-3,图1为近表面钢板组织照片,图2为厚度为1/4时钢板组织照片,图3为厚度为1/2时钢板组织照片,从图中可以看出,实施例获得主要组织为准多边形铁素体+少量的贫珠光体,厚度截面的组织均匀,没有明显的偏析条带及明显的珠光体带,可良好的避免氢原子的富集而导致应力集中开裂,因而具有良好的抗酸性能及常规力学性能。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips