
 商标分类
商标分类  商标转让
商标转让 
一种不锈钢管焊缝双向高速打磨装置的制作方法
 2021-01-30 04:01:41|
2021-01-30 04:01:41| 259|
259| 起点商标网
起点商标网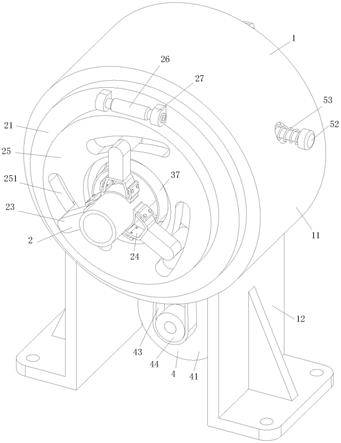
[0001]
本发明属于打磨设备技术领域,具体的说是一种不锈钢管焊缝双向高速打磨装置。
背景技术:
[0002]
在不锈钢管的拼接过程中经常会需要打磨焊缝。目前,对于一些较短的不锈钢管的焊缝打磨,大多数都是通过人工手动的方式打磨焊缝,由于不锈钢管很容易划伤,所以打磨的时候必须工人戴上防护套。而且人工打磨的方式不仅效率较低,稳定性差,工人劳动强度大,而且圆片打磨头容易划伤不锈钢管外表面,影响不锈钢管的制造质量;而且因为打磨带与不锈钢管接触的打磨点的保持时间不同,进而导致打磨深度不同,进而导致不锈钢管的焊缝处打磨完无法保证圆柱度,且该缺陷无法通过后期的抛光处理消除,进而最终影响不锈钢管的加工质量。
[0003]
现有技术中的焊缝打磨装置因为驱动部件的动力源转数有限,进而无法满足转速要求更高的打磨工作,进而无法实现对不锈钢管焊缝进行更高转速的打磨,进而不仅无法满足一些不锈钢管的高转速打磨要求,而且对于不锈钢管焊缝打磨的效率也产生影响。
技术实现要素:
[0004]
为了弥补现有技术的不足,本发明提出的一种不锈钢管焊缝双向高速打磨装置。本发明主要用于解决现有技术中焊缝打磨装置因为驱动部件的动力源转数有限,进而无法满足转速要求更高的打磨工作,进而无法实现对不锈钢管焊缝进行更高转速的打磨。
[0005]
本发明解决其技术问题所采用的技术方案是:本发明提供了一种不锈钢管焊缝双向高速打磨装置,包括安装支架、夹持部件、打磨部件和驱动部件;所述安装支架包括筒体部和支撑部;所述筒体部的中部连接所述打磨部件;所述打磨部件的两侧对称设置所述夹持部件;所述夹持部件连接在所述筒体部上;所述筒体部的下方连接所述支撑部;所述驱动部件用于同时驱动所述夹持部件和所述打磨部件运转,且所述夹持部件和所述打磨部件的运转方向相反。
[0006]
工作时,通过对称设置的夹持部件夹持在不锈钢管焊缝的两侧,在驱动部件的驱动下,夹持部件和打磨部件被同时驱动旋转,且夹持部件进和打磨部件的旋转方向相反,进而使得打磨部件与被夹持的不锈钢管之间的转速差较大,进而在驱动部件的动力源转数有限的情况下能够实现转速要求更高的打磨工作,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率。
[0007]
优选的,所述驱动部件包括驱动电机、一号带轮、皮带、二号带轮、传动轴、一号齿轮、一号齿圈、二号齿轮和二号齿圈;所述打磨部件的外侧连接所述一号齿圈;所述一号齿圈为外圆柱面上设置轮齿的齿圈;所述一号齿圈与所述一号齿轮啮合;所述一号齿轮固定连接在所述传动轴上;所述夹持部件的一侧连接所述二号齿圈;所述二号齿圈为内圆柱面上设置轮齿的齿圈;所述二号齿圈与所述二号齿轮啮合;所述二号齿轮固定连接在所述传
动轴上;所述传动轴转动连接在所述筒体部上;所述传动轴的中部固定连接所述一号带轮;所述一号带轮通过所述皮带与所述二号带轮连接;所述二号带轮固定连接在所述驱动电机的转轴上;所述驱动电机固定连接在所述安装支架上。
[0008]
工作时,驱动电机转动带动二号带轮转动,进而二号带轮通过皮带带动一号带轮转动,进而一号带轮带动传动轴转动,进而传动轴通过一号齿轮带动外啮合的一号齿圈转动;进而一号齿圈带动打磨部件转动,进而实现打磨部件对不锈钢管的焊缝进行打磨;同时传动轴通过二号齿轮带动内啮合的二号齿圈转动,进而二号齿圈带动夹持部件向相反的方向转动,进而夹持部件带动不锈钢管向相反的方向转动,进而使得打磨部件的转速与夹持部件的转速相互叠加,进而使得打磨部件与被夹持的不锈钢管之间具有较大的转速差,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率。
[0009]
优选的,所述打磨部件包括转动桶、压紧环、槽型板、弹性金属条和打磨带;所述转动桶的一端转动连接在所述筒体部上;所述转动桶上对称设置所述一号齿圈;所述一号齿圈固定连接在所述转动桶的外圆柱面上;所述转动桶的另一端外圆柱面上套设所述压紧环;所述转动桶与所述压紧环转动连接;所述压紧环固定连接在所述筒体部上;所述转动桶的内壁上沿圆周方向均匀间隔设置所述槽型板;所述槽型板连接在所述所述转动桶的内壁上;所述槽型板的两侧对称设置倒扣结构;所述弹性金属条两端折弯后抵触在所述槽型板的倒扣结构中;所述弹性金属条的外侧附着所述打磨带;所述打磨带的两端与所述弹性金属条一同折弯后抵触在所述槽型板的倒扣结构中。
[0010]
工作时,一号齿圈转动带动转动桶转动,进而转动桶带动槽型板上的弹性金属条和打磨带转动,进而高速转动的打磨带实现对不锈钢管表面的焊缝进行打磨;通过弯曲呈弧状的弹性金属条对打磨带进行支撑,不仅能够保证打磨带对不锈钢管具有足够的支撑力,而且因为弹性金属条能够弹性变形,进而通过弹性金属条自身的弹性变形缓冲不规则焊缝的冲击力,进而保证打磨部件能够对不规则的焊缝进行高速打磨,进而满足了高速打磨的技术要求;同时通过弹性金属条将打磨带支撑起的结构使得弹性金属条能够将打磨带打磨过程中产生的热量进行快速散去,进而提高了打磨带的效率和使用寿命。
[0011]
优选的,所述槽型板为对称设置的分体式结构;所述槽型板的侧边沿长度反向设置限位条;所述转动桶的内壁上沿圆周方向均匀间隔设置t型槽;所述槽型板插接在所述t型槽中;所述槽型板的两端对称设置限位挡圈;所述限位挡圈内侧边抵触所述槽型板端部;所述限位挡圈外侧边固定连接在所述转动桶上;所述转动桶的两端对称设置排屑管;所述排屑管一端固定连接在所述限位挡圈上;所述排屑管的另一端延伸至筒体部外部。
[0012]
工作时,通过两个分体式结构的槽型板将弹性金属条和打磨带夹在其中,进而再将两个拼接的槽型板插入转动桶的t型槽中,随后在通过限位挡圈对槽型板的两端进行限位即可实现对打磨带进行安装,通过以上方式对打磨带进行安装不仅安装后的稳定性高,而且能够便于后期打磨带的经常更换,进而提高了用户使用的便利性;通过在转动桶的两端设置排屑管,进而实现将转动桶内打磨带磨削的碎屑通过排屑管排除到筒体部的外侧,进而防止碎屑掉落到筒体部的传动件上,进而对传动件的运作造成影响,进而提高了打磨装置运作的稳定性。
[0013]
优选的,所述转动桶的中部设置环形槽;所述环形槽内转动连接三号齿圈;所述三号齿圈的外圆柱面上设置轮齿;所述三号齿圈的内侧壁上设置环状槽;所述三号齿圈为三
段弧形齿圈拼接装配制得;所述弹性金属条内侧中部沿横向设置条状凸起;所述条状凸起中部连接拉绳一端;所述拉绳另一端依次贯穿所述槽型板和所述转动桶后与所述三号齿圈内侧壁连接;对应所述三号齿圈的位置设置弹性齿条;所述弹性齿条与所述三号齿圈相切设置;所述弹性齿条的一端固定连接在滑动轴的一端;所述滑动轴贯穿所述筒体部的侧壁;所述滑动轴与所述筒体部滑动连接;所述滑动轴的另一端的轴肩与所述筒体部之间设置有弹簧。
[0014]
工作时,当需要放入或取出不锈钢管时,通过手动按压滑动轴的一端,进而实现推动弹性齿条向三号齿圈靠近,当弹性齿条与三号齿圈接触后弹性齿条上的齿与三号齿圈外圆柱面上的齿进行啮合,进而实现弹性齿条带动三号齿圈转动,进而三号齿圈拉拽内侧连接的拉绳,进而在拉绳拉拽力下使得弹性金属条向槽型板一侧弯曲变形,进而使得打磨带与不锈钢管脱离接触,进而方便用户将不锈钢管插入或取出,而且能够防止将不锈钢管从打磨装置中抽出时打磨带对已经打磨好的不锈钢管表面造成划痕,进而影响不锈钢管的打磨质量;当另一个待打磨的不锈钢管插入打磨装置后,只需要松开对滑动轴的按压,在弹性金属条以及弹簧的弹力作用下,滑动轴向外部滑动,进而实现弹性齿条与三号齿圈脱离啮合,进而弹性齿条不会影响打磨部件的转动。
[0015]
优选的,所述夹持部件包括转动盘、滑块、l型支脚、抱夹单元、驱动转盘、蜗杆和安装座;所述转动盘的开口端转动连接在所述筒体部的端部;所述转动盘的开口端的内壁上固定连接所述二号齿圈;所述转动盘的端面上沿圆周方向均匀间隔设置滑动槽;所述滑动槽沿径向设置;所述滑动槽内滑动连接所述滑块;所述滑块上固定连接所述l型支脚的一端;所述l型支脚的另一端连接所述抱夹单元;所述抱夹单元用于与被夹持工件接触;所述转动盘端面的圆柱轴肩上转动连接所述驱动转盘;所述驱动转盘上沿圆周方向均匀间隔设置弧形通槽;所述l型支脚贯穿所述弧形通槽;所述驱动转盘的上方设置所述蜗杆;所述驱动转盘的外圆柱面上设置有轮齿;所述蜗杆与所述驱动转盘啮合传动;所述蜗杆的两端通过所述安装座转动连接在所述转动盘的端面上;所述蜗杆的两端端面上均设置有六边形沉孔。
[0016]
工作时,二号齿轮转动带动转动盘转动,进而转动盘通过抱夹单元带动不锈钢管转动,进而使得被夹持的不锈钢管和打磨部件之间具有较大的转速差,进而实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率;当需要对不锈钢管进行夹持或者松开时,人工通过内六角扳手旋转蜗杆转动,因为蜗杆与驱动转盘外圆柱面的轮齿啮合,进而蜗杆带动驱动转盘转动,进而在驱动转盘上设置的弧形通槽的挤压力作用下使得l型支脚沿滑动槽的方向滑动,进而l型支脚带动端部的抱夹单元靠近或远离,进而抱夹单元实现对不锈钢管的夹紧或松开,又因为驱动转盘和蜗杆具有单向传动的特点,进而仅仅转动蜗杆即可实现对不锈钢管的夹紧和松开,进而便于用户对不锈钢管的装夹,进而提高了打磨装置整体的加工效率。
[0017]
优选的,所述抱夹单元包括叉状弹性板、橡胶条、压板和螺钉;所述l型支脚的自由端固定连接所述叉状弹性板的中部;所述叉状弹性板的两端指向被装夹工件;所述橡胶条的两端分别覆盖在所述叉状弹性板的两端外侧;所述叉状弹性板的两侧对称设置所述压板;所述压板一端覆盖在所述橡胶条上;所述压板另一端的凸条抵靠在所述叉状弹性板上;所述压板的中部通过螺钉贯穿锁紧在所述叉状弹性板上。
[0018]
通过叉状弹性板两端支撑橡胶条两端的方式实现对不锈钢管进行夹持,不仅能够利用橡胶条的弯曲变形实现对不锈钢管进行抱夹,进而提高了夹持的稳定性,而且橡胶条和叉状弹性板能够通过自身的弯曲变形适应不同直径的不锈钢管,进而提高了打磨装置的适用范围。
[0019]
优选的,所述橡胶条的两端均沿宽度方向间隔设置金属杆;所述压板靠近所述橡胶条的一端沿宽度方向设置条状凹凸结构。
[0020]
通过在橡胶条的两端均沿宽度方向间隔设置金属杆,且设置压板的一端沿宽度方向设置条状凹凸结构,进而通过压板上条状凸凹结构的凸出部分挤压在相邻的金属杆之间时形成凸凹配合的咬合结构,进而使得橡胶条连接的更加牢固,进而提高了打磨装置在运转过程中的稳定性。
[0021]
本发明的有益效果如下:
[0022]
1.本发明中通过对称设置的夹持部件夹持在不锈钢管焊缝的两侧,在驱动部件的驱动下,夹持部件和打磨部件被同时驱动旋转,且夹持部件进和打磨部件的旋转方向相反,进而使得打磨部件与被夹持的不锈钢管之间的转速差较大,进而在驱动部件的动力源转数有限的情况下能够实现转速要求更高的打磨工作,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率。
[0023]
2.本发明中驱动电机转动带动二号带轮转动,进而二号带轮通过皮带带动一号带轮转动,进而一号带轮带动传动轴转动,进而传动轴通过一号齿轮带动外啮合的一号齿圈转动;进而一号齿圈带动打磨部件转动,进而实现打磨部件对不锈钢管的焊缝进行打磨;同时传动轴通过二号齿轮带动内啮合的二号齿圈转动,进而二号齿圈带动夹持部件向相反的方向转动,进而夹持部件带动不锈钢管向相反的方向转动,进而使得打磨部件的转速与夹持部件的转速相互叠加,进而使得打磨部件与被夹持的不锈钢管之间具有较大的转速差,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率。
[0024]
3.本发明中通过弯曲呈弧状的弹性金属条对打磨带进行支撑,不仅能够保证打磨带对不锈钢管具有足够的支撑力,而且因为弹性金属条能够弹性变形,进而通过弹性金属条自身的弹性变形缓冲不规则焊缝的冲击力,进而保证打磨部件能够对不规则的焊缝进行高速打磨,进而满足了高速打磨的技术要求;同时通过弹性金属条将打磨带支撑起的结构使得弹性金属条能够将打磨带打磨过程中产生的热量进行快速散去,进而提高了打磨带的效率和使用寿命。
[0025]
4.本发明中当需要放入或取出不锈钢管时,通过手动按压滑动轴的一端,进而实现推动弹性齿条向三号齿圈靠近,当弹性齿条与三号齿圈接触后弹性齿条上的齿与三号齿圈外圆柱面上的齿进行啮合,进而实现弹性齿条带动三号齿圈转动,进而三号齿圈拉拽内侧连接的拉绳,进而在拉绳拉拽力下使得弹性金属条向槽型板一侧弯曲变形,进而使得打磨带与不锈钢管脱离接触,进而方便用户将不锈钢管插入或取出,而且能够防止将不锈钢管从打磨装置中抽出时打磨带对已经打磨好的不锈钢管表面造成划痕,进而影响不锈钢管的打磨质量;当另一个待打磨的不锈钢管插入打磨装置后,只需要松开对滑动轴的按压,在弹性金属条以及弹簧的弹力作用下,滑动轴向外部滑动,进而实现弹性齿条与三号齿圈脱离啮合,进而弹性齿条不会影响打磨部件的转动。
附图说明
[0026]
下面结合附图对本发明作进一步说明。
[0027]
图1是本发明中打磨装置的整体结构示意图;
[0028]
图2是本发明中打磨装置的主视图;
[0029]
图3是图2中a-a处的剖视图;
[0030]
图4是图3中b-b处的剖视图;
[0031]
图5是本发明中打磨部件的结构示意图;
[0032]
图6是本发明中弹性齿条和滑动轴的结构示意图;
[0033]
图7是本发明中夹持部件的结构示意图;
[0034]
图中:安装支架1、筒体部11、支撑部12、夹持部件2、转动盘21、滑块22、l型支脚23、抱夹单元24、叉状弹性板241、橡胶条242、压板243、螺钉244、金属杆245、条状凹凸结构246、驱动转盘25、弧形通槽251、蜗杆26、安装座27、打磨部件3、转动桶31、压紧环32、槽型板33、弹性金属条34、打磨带35、限位挡圈36、排屑管37、三号齿圈38、拉绳39、驱动部件4、驱动电机41、一号带轮42、皮带43、二号带轮44、传动轴45、一号齿轮46、一号齿圈47、二号齿轮48、二号齿圈49、弹性齿条51、滑动轴52、弹簧53。
具体实施方式
[0035]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0036]
如图3所示,一种不锈钢管焊缝双向高速打磨装置,包括安装支架1、夹持部件2、打磨部件3和驱动部件4;所述安装支架1包括筒体部11和支撑部12;所述筒体部11的中部连接所述打磨部件3;所述打磨部件3的两侧对称设置所述夹持部件2;所述夹持部件2连接在所述筒体部11上;所述筒体部11的下方连接所述支撑部12;所述驱动部件4用于同时驱动所述夹持部件2和所述打磨部件3运转,且所述夹持部件2和所述打磨部件3的运转方向相反。
[0037]
工作时,通过对称设置的夹持部件2夹持在不锈钢管焊缝的两侧,在驱动部件4的驱动下,夹持部件2和打磨部件3被同时驱动旋转,且夹持部件2进和打磨部件3的旋转方向相反,进而使得打磨部件3与被夹持的不锈钢管之间的转速差较大,进而在驱动部件4的动力源转数有限的情况下能够实现转速要求更高的打磨工作,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率。
[0038]
如图1至图4所示,所述驱动部件4包括驱动电机41、一号带轮42、皮带43、二号带轮44、传动轴45、一号齿轮46、一号齿圈47、二号齿轮48和二号齿圈49;所述打磨部件3的外侧连接所述一号齿圈47;所述一号齿圈47为外圆柱面上设置轮齿的齿圈;所述一号齿圈47与所述一号齿轮46啮合;所述一号齿轮46固定连接在所述传动轴45上;所述夹持部件2的一侧连接所述二号齿圈49;所述二号齿圈49为内圆柱面上设置轮齿的齿圈;所述二号齿圈49与所述二号齿轮48啮合;所述二号齿轮48固定连接在所述传动轴45上;所述传动轴45转动连接在所述筒体部11上;所述传动轴45的中部固定连接所述一号带轮42;所述一号带轮42通过所述皮带43与所述二号带轮44连接;所述二号带轮44固定连接在所述驱动电机41的转轴上;所述驱动电机41固定连接在所述安装支架1上。
[0039]
工作时,驱动电机41转动带动二号带轮44转动,进而二号带轮44通过皮带43带动
一号带轮42转动,进而一号带轮42带动传动轴45转动,进而传动轴45通过一号齿轮46带动外啮合的一号齿圈47转动;进而一号齿圈47带动打磨部件3转动,进而实现打磨部件3对不锈钢管的焊缝进行打磨;同时传动轴45通过二号齿轮48带动内啮合的二号齿圈49转动,进而二号齿圈49带动夹持部件2向相反的方向转动,进而夹持部件2带动不锈钢管向相反的方向转动,进而使得打磨部件3的转速与夹持部件2的转速相互叠加,进而使得打磨部件3与被夹持的不锈钢管之间具有较大的转速差,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率。
[0040]
如图3至图5所示,所述打磨部件3包括转动桶31、压紧环32、槽型板33、弹性金属条34和打磨带35;所述转动桶31的一端转动连接在所述筒体部11上;所述转动桶31上对称设置所述一号齿圈47;所述一号齿圈47固定连接在所述转动桶31的外圆柱面上;所述转动桶31的另一端外圆柱面上套设所述压紧环32;所述转动桶31与所述压紧环32转动连接;所述压紧环32固定连接在所述筒体部11上;所述转动桶31的内壁上沿圆周方向均匀间隔设置所述槽型板33;所述槽型板33连接在所述所述转动桶31的内壁上;所述槽型板33的两侧对称设置倒扣结构;所述弹性金属条34两端折弯后抵触在所述槽型板33的倒扣结构中;所述弹性金属条34的外侧附着所述打磨带35;所述打磨带35的两端与所述弹性金属条34一同折弯后抵触在所述槽型板33的倒扣结构中。
[0041]
工作时,一号齿圈47转动带动转动桶31转动,进而转动桶31带动槽型板33上的弹性金属条34和打磨带35转动,进而高速转动的打磨带35实现对不锈钢管表面的焊缝进行打磨;通过弯曲呈弧状的弹性金属条34对打磨带35进行支撑,不仅能够保证打磨带35对不锈钢管具有足够的支撑力,而且因为弹性金属条34能够弹性变形,进而通过弹性金属条34自身的弹性变形缓冲不规则焊缝的冲击力,进而保证打磨部件3能够对不规则的焊缝进行高速打磨,进而满足了高速打磨的技术要求;同时通过弹性金属条34将打磨带35支撑起的结构使得弹性金属条34能够将打磨带35打磨过程中产生的热量进行快速散去,进而提高了打磨带35的效率和使用寿命。
[0042]
如图3至图5所示,所述槽型板33为对称设置的分体式结构;所述槽型板33的侧边沿长度反向设置限位条;所述转动桶31的内壁上沿圆周方向均匀间隔设置t型槽;所述槽型板33插接在所述t型槽中;所述槽型板33的两端对称设置限位挡圈36;所述限位挡圈36内侧边抵触所述槽型板33端部;所述限位挡圈36外侧边固定连接在所述转动桶31上;所述转动桶31的两端对称设置排屑管37;所述排屑管37一端固定连接在所述限位挡圈36上;所述排屑管37的另一端延伸至筒体部11外部。
[0043]
工作时,通过两个分体式结构的槽型板33将弹性金属条34和打磨带35夹在其中,进而再将两个拼接的槽型板33插入转动桶31的t型槽中,随后在通过限位挡圈36对槽型板33的两端进行限位即可实现对打磨带35进行安装,通过以上方式对打磨带35进行安装不仅安装后的稳定性高,而且能够便于后期打磨带35的经常更换,进而提高了用户使用的便利性;通过在转动桶31的两端设置排屑管37,进而实现将转动桶31内打磨带35磨削的碎屑通过排屑管37排除到筒体部11的外侧,进而防止碎屑掉落到筒体部11的传动件上,进而对传动件的运作造成影响,进而提高了打磨装置运作的稳定性。
[0044]
如图3至图6所示,所述转动桶31的中部设置环形槽;所述环形槽内转动连接三号齿圈38;所述三号齿圈38的外圆柱面上设置轮齿;所述三号齿圈38的内侧壁上设置环状槽;
所述三号齿圈38为三段弧形齿圈拼接装配制得;所述弹性金属条34内侧中部沿横向设置条状凸起;所述条状凸起中部连接拉绳39一端;所述拉绳39另一端依次贯穿所述槽型板33和所述转动桶31后与所述三号齿圈38内侧壁连接;对应所述三号齿圈38的位置设置弹性齿条51;所述弹性齿条51与所述三号齿圈38相切设置;所述弹性齿条51的一端固定连接在滑动轴52的一端;所述滑动轴52贯穿所述筒体部11的侧壁;所述滑动轴52与所述筒体部11滑动连接;所述滑动轴52的另一端的轴肩与所述筒体部11之间设置有弹簧53。
[0045]
工作时,当需要放入或取出不锈钢管时,通过手动按压滑动轴52的一端,进而实现推动弹性齿条51向三号齿圈38靠近,当弹性齿条51与三号齿圈38接触后弹性齿条51上的齿与三号齿圈38外圆柱面上的齿进行啮合,进而实现弹性齿条51带动三号齿圈38转动,进而三号齿圈38拉拽内侧连接的拉绳39,进而在拉绳39拉拽力下使得弹性金属条34向槽型板33一侧弯曲变形,进而使得打磨带35与不锈钢管脱离接触,进而方便用户将不锈钢管插入或取出,而且能够防止将不锈钢管从打磨装置中抽出时打磨带35对已经打磨好的不锈钢管表面造成划痕,进而影响不锈钢管的打磨质量;当另一个待打磨的不锈钢管插入打磨装置后,只需要松开对滑动轴52的按压,在弹性金属条34以及弹簧53的弹力作用下,滑动轴52向外部滑动,进而实现弹性齿条51与三号齿圈38脱离啮合,进而弹性齿条51不会影响打磨部件3的转动。
[0046]
如图1、图2、图3和图7所示,所述夹持部件2包括转动盘21、滑块22、l型支脚23、抱夹单元24、驱动转盘25、蜗杆26和安装座27;所述转动盘21的开口端转动连接在所述筒体部11的端部;所述转动盘21的开口端的内壁上固定连接所述二号齿圈49;所述转动盘21的端面上沿圆周方向均匀间隔设置滑动槽;所述滑动槽沿径向设置;所述滑动槽内滑动连接所述滑块22;所述滑块22上固定连接所述l型支脚23的一端;所述l型支脚23的另一端连接所述抱夹单元24;所述抱夹单元24用于与被夹持工件接触;所述转动盘21端面的圆柱轴肩上转动连接所述驱动转盘25;所述驱动转盘25上沿圆周方向均匀间隔设置弧形通槽251;所述l型支脚23贯穿所述弧形通槽251;所述驱动转盘25的上方设置所述蜗杆26;所述驱动转盘25的外圆柱面上设置有轮齿;所述蜗杆26与所述驱动转盘25啮合传动;所述蜗杆26的两端通过所述安装座27转动连接在所述转动盘21的端面上;所述蜗杆26的两端端面上均设置有六边形沉孔。
[0047]
工作时,二号齿轮48转动带动转动盘21转动,进而转动盘21通过抱夹单元24带动不锈钢管转动,进而使得被夹持的不锈钢管和打磨部件3之间具有较大的转速差,进而实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率;当需要对不锈钢管进行夹持或者松开时,人工通过内六角扳手旋转蜗杆26转动,因为蜗杆26与驱动转盘25外圆柱面的轮齿啮合,进而蜗杆26带动驱动转盘25转动,进而在驱动转盘25上设置的弧形通槽251的挤压力作用下使得l型支脚23沿滑动槽的方向滑动,进而l型支脚23带动端部的抱夹单元24靠近或远离,进而抱夹单元24实现对不锈钢管的夹紧或松开,又因为驱动转盘25和蜗杆26具有单向传动的特点,进而仅仅转动蜗杆26即可实现对不锈钢管的夹紧和松开,进而便于用户对不锈钢管的装夹,进而提高了打磨装置整体的加工效率。
[0048]
如图7所示,所述抱夹单元24包括叉状弹性板241、橡胶条242、压板243和螺钉244;所述l型支脚23的自由端固定连接所述叉状弹性板241的中部;所述叉状弹性板241的两端指向被装夹工件;所述橡胶条242的两端分别覆盖在所述叉状弹性板241的两端外侧;所述
叉状弹性板241的两侧对称设置所述压板243;所述压板243一端覆盖在所述橡胶条242上;所述压板243另一端的凸条抵靠在所述叉状弹性板241上;所述压板243的中部通过螺钉244贯穿锁紧在所述叉状弹性板241上。
[0049]
通过叉状弹性板241两端支撑橡胶条242两端的方式实现对不锈钢管进行夹持,不仅能够利用橡胶条242的弯曲变形实现对不锈钢管进行抱夹,进而提高了夹持的稳定性,而且橡胶条242和叉状弹性板241能够通过自身的弯曲变形适应不同直径的不锈钢管,进而提高了打磨装置的适用范围。
[0050]
如图7所示,所述橡胶条242的两端均沿宽度方向间隔设置金属杆245;所述压板243靠近所述橡胶条242的一端沿宽度方向设置条状凹凸结构246。
[0051]
通过在橡胶条242的两端均沿宽度方向间隔设置金属杆245,且设置压板243的一端沿宽度方向设置条状凹凸结构246,进而通过压板243上条状凸凹结构的凸出部分挤压在相邻的金属杆245之间时形成凸凹配合的咬合结构,进而使得橡胶条242连接的更加牢固,进而提高了打磨装置在运转过程中的稳定性。
[0052]
工作时,通过对称设置的夹持部件2夹持在不锈钢管焊缝的两侧,驱动电机41转动带动二号带轮44转动,进而二号带轮44通过皮带43带动一号带轮42转动,进而一号带轮42带动传动轴45转动,进而传动轴45通过一号齿轮46带动外啮合的一号齿圈47转动;进而一号齿圈47带动打磨部件3转动,进而实现打磨部件3对不锈钢管的焊缝进行打磨;同时传动轴45通过二号齿轮48带动内啮合的二号齿圈49转动,进而二号齿圈49带动夹持部件2向相反的方向转动,进而夹持部件2带动不锈钢管向相反的方向转动,进而使得打磨部件3的转速与夹持部件2的转速相互叠加,进而使得打磨部件3与被夹持的不锈钢管之间具有较大的转速差,进而更够实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率;一号齿圈47转动带动转动桶31转动,进而转动桶31带动槽型板33上的弹性金属条34和打磨带35转动,进而高速转动的打磨带35实现对不锈钢管表面的焊缝进行打磨;通过弯曲呈弧状的弹性金属条34对打磨带35进行支撑,不仅能够保证打磨带35对不锈钢管具有足够的支撑力,而且因为弹性金属条34能够弹性变形,进而通过弹性金属条34自身的弹性变形缓冲不规则焊缝的冲击力,进而保证打磨部件3能够对不规则的焊缝进行高速打磨,进而满足了高速打磨的技术要求;同时通过弹性金属条34将打磨带35支撑起的结构使得弹性金属条34能够将打磨带35打磨过程中产生的热量进行快速散去,进而提高了打磨带35的效率和使用寿命;二号齿轮48转动带动转动盘21转动,进而转动盘21通过抱夹单元24带动不锈钢管转动,进而使得被夹持的不锈钢管和打磨部件3之间具有较大的转速差,进而实现对不锈钢管焊缝进行更高转速的打磨,进而提高了不锈钢管焊缝的打磨效率;当需要对不锈钢管进行夹持或者松开时,人工通过内六角扳手旋转蜗杆26转动,因为蜗杆26与驱动转盘25外圆柱面的轮齿啮合,进而蜗杆26带动驱动转盘25转动,进而在驱动转盘25上设置的弧形通槽251的挤压力作用下使得l型支脚23沿滑动槽的方向滑动,进而l型支脚23带动端部的抱夹单元24靠近或远离,进而抱夹单元24实现对不锈钢管的夹紧或松开,又因为驱动转盘25和蜗杆26具有单向传动的特点,进而仅仅转动蜗杆26即可实现对不锈钢管的夹紧和松开,进而便于用户对不锈钢管的装夹,进而提高了打磨装置整体的加工效率。
[0053]
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员
在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips