
 商标分类
商标分类  商标转让
商标转让 
一种翻转式高速造型机的制作方法
 2021-01-30 03:01:15|
2021-01-30 03:01:15| 208|
208| 起点商标网
起点商标网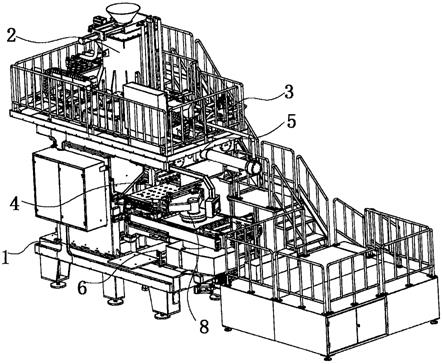
[0001]
本实用新型涉及造型机领域,具体涉及一种翻转式高速造型机。
背景技术:
[0002]
砂铸造用的造型机使用时,先利用空气压力将型砂吹入,装有模具的砂箱中,再利用液压或气压或电机等力量将型砂挤压成型,后将模具取出,再将取出模具后的砂型体合并在一起组成一个完整型砂体,而后移动到浇铸平台或位置,用于浇注。
[0003]
现有的造型机制作一个型砂至少需要48秒以上的时间,很难加快制作速度。例如型板转入动作,需要通过直接节流减慢速度,减少震动,效率速度慢。在翻转动作时:采用大小阀流量切换,达到翻转慢快慢的动作控制功能,由于采用感应头位置检测,会存在多翻少翻、定位不准的现象,无法确保90
°
直角翻转,会产生震动,影响模型精度。在射砂模块升降时,传统设备采用4条油缸同步下降,经常出现升降倾斜、卡顿、偏移、不易调整的缺点,导致贴合不彻底造成飞溅、污染环境。在推型操作中,为了避免下砂箱复位时砂粒掉落打坏型砂,需要在推型缸将型体完全推出后才能进行下一个制作,由于推型速度慢,推型时会浪费时间,造成效率低下。
技术实现要素:
[0004]
针对上述问题,本实用新型旨在提供一种生产效率更高的翻转式高速造型机。
[0005]
为实现该技术目的,本实用新型的方案是:一种翻转式高速造型机,包括机座、射砂模块、液压模块、翻转模块和压实模块,所述机座上设置有工作台、型板和回转油缸,所述回转油缸与型板驱动连接,所述工作台一侧设置有推出砂型的推型模块;
[0006]
所述翻转模块包括翻转油缸、翻转座、垂直油缸、上砂箱和下砂箱,所述翻转油缸与翻转座驱动连接,所述垂直油缸、上砂箱和下砂箱安装在翻转座上,垂直油缸能驱动上砂箱和下砂箱沿翻转座垂直移动;
[0007]
所述压实模块包括水平油缸、水平架、上压实板和下压实板,所述水平油缸、上压实板和下压实板安装在水平架上、水平油缸能驱动上压实板和下压实板水平移动;
[0008]
所述水平油缸、垂直油缸、推型模块和翻转油缸分别与液压模块连通,液压模块上还安装有比例反馈阀;
[0009]
所述工作台上还安装有挡砂板和驱动模块,所述驱动模块与挡砂板驱动连接,所述挡砂板的高度高于砂型的高度。
[0010]
作为优选,所述射砂模块包括射砂筒、支撑架、单臂油缸和滑轨,所述支撑架上安装有滑轨,所述单臂油缸和支撑架均安装在机座上,所述单臂油缸能驱动射砂筒沿滑轨上下垂直滑动。
[0011]
作为优选,所述翻转模块上还安装有检测转动角度的翻转编码器。
[0012]
本实用新型的有益效果,本申请采用相比现有设备,运行更稳定,能将节拍时间从48s降低到36s,大幅减少单个节拍的时间,大幅提升生产效率;同时采用单臂气缸驱动射砂
筒升降,竖直的滑轨线性好,能够平稳的进行导向让射桶上下工作,精度高,故障率低;采用挡砂板进行配合,在旋转下芯后能够通过挡砂板有效保护型砂,可以继续下一模产品的造型操作,满足下芯的同时,设备还在继续造型,将设备的效率发回至尽,大大提升制作效率,挡砂板还能减少工作台上的砂粒残留。
附图说明
[0013]
图1为本实用新型的结构示意图;
[0014]
图2为本实用新型的翻转模块垂直状态参考图;
[0015]
图3为本实用新型的翻转模块水平状态参考图;
[0016]
图4为本实用新型的翻转油缸的结构示意图;
[0017]
图5为本实用新型射砂模块的结构示意图;
[0018]
图6为本实用新型的步骤s1-s2流程状态图;
[0019]
图7为本实用新型的步骤s3-s5流程状态图;
[0020]
图8为本实用新型的步骤s6流程状态图;
[0021]
图9为本实用新型的局部结构示意图。
具体实施方式
[0022]
下面结合附图和具体实施例对本实用新型做进一步详细说明。
[0023]
如图1-9所示,本实用新型所述的具体实施例为一种翻转式高速造型机,包括机座1、射砂模块2、液压模块3、翻转模块4和压实模块5,所述机座1上设置有工作台6、型板7和回转油缸8,所述回转油缸8与型板7驱动连接,所述工作台6一侧设置有推出砂型10的推型模块9;
[0024]
所述翻转模块4包括翻转油缸401、翻转座402、垂直油缸403、上砂箱404和下砂箱405,所述翻转油缸401与翻转座402驱动连接,所述垂直油缸403、上砂箱404和下砂箱405安装在翻转座402上,垂直油缸403能驱动上砂箱404和下砂箱405沿翻转座402垂直移动;
[0025]
所述压实模块5包括水平油缸501、水平架502、上压实板503和下压实板504,所述水平油缸501、上压实板503和下压实板504安装在水平架502上、水平油缸501能驱动上压实板503和下压实板504水平移动;
[0026]
所述水平油缸501、垂直油缸403、推型模块9和翻转油缸401分别与液压模块11连通,液压模块11上还安装有比例反馈阀;
[0027]
所述工作台6上还安装有挡砂板12和驱动模块,所述驱动模块与挡砂板12驱动连接,所述挡砂板12的高度高于砂型的高度。
[0028]
所述射砂模块2包括射砂筒201、支撑架202、单臂油缸203和滑轨204,所述支撑架202上安装有滑轨204,所述单臂油缸203和支撑架202均安装在机座1上,所述单臂油缸203能驱动射砂筒201沿滑轨204上下垂直滑动。
[0029]
所述翻转模块4上还安装有检测转动角度的翻转编码器406。
[0030]
翻转式高速造型机的使用方法,具体步骤如下:
[0031]
s1:型板转入,回转油缸做功使型板保持伸出状态,回转油缸停止做功后复位将型板转入造型室;
[0032]
s2:合箱,当型板转入后,上砂箱和下砂箱合箱时液压模块自动检速度流量,合箱过程通过比例反馈阀自动调整油压大小;
[0033]
s3:翻转,合好箱后,通过比例反馈阀的输出数据控制翻转油缸向上翻转的动作,翻转过程中,慢速启动翻转油缸,中段高速翻转;当翻转编码器检测到翻转角度接近90
°
时,慢速到达指定水平位置;
[0034]
s4:上下压头,翻转到位后,比例反馈阀控制水平油缸驱动上压实板和下压实板水平移动,关闭上砂箱和下砂箱形成的造型室;
[0035]
s5:射砂、压实,关闭造型室时,射砂筒通过单臂油缸和滑轨辅助同步下降,是的射砂筒上的射砂嘴与上砂箱和下砂箱对应贴合,然后开始射砂操作;
[0036]
s6:推型,射砂、压实后,翻转模块下翻复位,上砂箱和下砂箱开模后回转油缸做功使型板转出,上砂箱和下砂箱合模后获得型体;
[0037]
下砂箱同步上升,待型体下降到位后,挡砂板伸出遮盖型体上方的掉落砂粒,然后推型模块将型体以曲线加速快速的方式将型体推出;
[0038]
当推型模块推出到一半时,下砂箱开始复位,同时挡砂板收回。
[0039]
本申请的高速造型机相对于现有技术在结构上进行了诸多改进,最终实现了由48s提高到新款稳定的36s,大幅提升生产效率,具体解释说明如下。
[0040]
本申请的步骤s1通过油缸收回将型板转入造型室,现在工艺为通过油缸的单向缓冲截缓起终点,中间点采用高速伸出,达到加减速曲线,提高运行速度,减少震动。而传统设备通过直接节流减慢速度,减少震动,效率速度慢。本申请的步骤s2当型板转入后,进行合箱,合箱采用比例反馈阀,自动检视速度流量、适时调整,达到高速而又无冲击力的开合箱动作,大大提高合箱精度。传统设备采用两个大小流量的换向阀,高速用大流量、低速用小流量,切换时产生顿挫撞击,造成模具损坏及合模精度差。在步骤s3中合好箱后,采用比例反馈阀通过数据精准控制向上翻转的动作,翻转动作全过程测速闭环自动运算调节,使翻转动作达到抛物线效应。慢速启动,中段高速翻转,接近尾端时慢速到达终点。减少抖动撞击,提高起模精度,确保翻转呈90
°
直角运动。现有设备采用大小阀流量切换,达到翻转慢快慢的动作控制功能,由于采用感应头位置检测,会存在多翻少翻、定位不准的现象,无法确保90
°
直角翻转,会产生震动,影响模型精度。在步骤s4中翻转到位后,采用比例阀通过全程位移跟踪进行关闭造型室压头。根据砂型厚度需求,位移数据量自行运算,加减速位置,时间、速度。现有设备是通过大小阀转换点位感应,慢速运行至终点停顿带来的低效率、不准确、速度慢的现象。本申请步骤s5的射砂模块在关闭造型室时,射砂模块同步升降,升降由两支滑轨导向,单油缸上下运动,达到快速导向、稳定的平行下降,大大提高贴合的精度。本申请s6中射砂、压实下翻到位后,开模采用双向换向转换,比例流量控制协助进行开模,开模时监控捅模同步升上,开出一半停顿等待,下砂箱平台旋转采用伺服齿链条驱动进行180
°
准确转换,转换到位后合模将型体捅出。下箱升降平台同步升出型体下降,下降到位后挡砂板伸出遮盖型体,而后推型缸将型体以曲线加速快速的将型体推出。当推出到一半时,下一箱又开始生产,此时挡砂板收回。之前转出的下箱型体由操作员下芯作业。现有设备由组合阀进行开模,易造成开模不平稳,造成捅模不能同步、下箱旋转采用普通电机齿轮箱配合180
°
转换,由于精度差、速度慢造成效率低下,合模后将型体捅出,下箱升降平台升上托举型体,下降到位。推型缸将型体推出,由于没有挡砂板,推型速度慢速推出,造成效率低
下。
[0041]
本申请采用相比现有设备,运行更稳定,能将节拍时间从48s降低到36s,大幅减少单个节拍的时间,大幅提升生产效率;同时采用单臂气缸驱动射砂筒升降,竖直的滑轨线性好,能够平稳的进行导向让射桶上下工作,精度高,故障率低;采用挡砂板进行配合,在旋转下芯后能够通过挡砂板有效保护型砂,可以继续下一模产品的造型操作,满足下芯的同时,设备还在继续造型,将设备的效率发回至尽,大大提升制作效率,挡砂板还能减少工作台上的砂粒残留。
[0042]
以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同替换和改进,均应包含在本实用新型技术方案的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips