
 商标分类
商标分类  商标转让
商标转让 
一种变形镁合金铸锭坯的铸造装置的制作方法
 2021-01-30 03:01:54|
2021-01-30 03:01:54| 236|
236| 起点商标网
起点商标网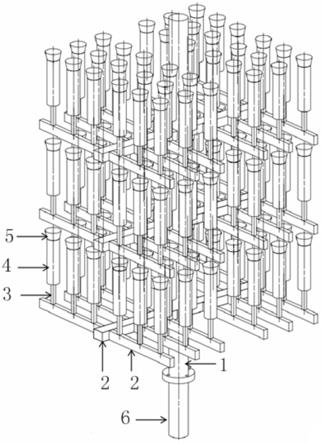
[0001]
本实用新型涉及有色金属铸锭坯铸造方法技术领域,具体涉及一种变形镁合金铸锭坯的铸造装置。
背景技术:
[0002]
镁及镁合金具有比强度高、导热导电性好、阻尼减振、电磁屏蔽、易于机械加工和容易回收等优点,被冠以“二十一世纪绿色结构材料”的美誉,已成为交通、电子通信、航天航空和国防军工等工业领域的重要材料。
[0003]
目前镁合金产品主要是铸件,特别是压铸产品占绝大部分。然而,铸件的力学性能不够理想,且容易产生铸造缺陷,导致镁合金的应用范围受到很大限制。通过变形可以生产尺寸多样的板、棒、管、型材及锻件产品,并且通过材料组织的控制和合适的热处理工艺,可以获得比铸造镁合金更高的强度与塑性。而变形镁合金铸造锭坯的铸造冶金质量会显著影响变形镁合金后续塑性加工的变形能力和材料产品质量。在镁合金铸锭中,裂纹、夹杂、冷隔、气孔等缺陷是铸锭报废的主要原因。
[0004]
目前,一般采用半连续铸造或重力铸造方法制备锻造、挤压、轧制及其它塑性加工工艺用的镁合金铸造锭坯;相比于重力铸造,镁合金半连续铸造工艺虽然名义上生产效率高,但是采用半连续铸造工艺制备大尺寸(截面直径≥200mm或相当截面积的其它截面形状)镁合金锭坯,由于凝固收缩应力大,铸造过程中容易出现裂纹,因此生产大尺寸镁合金铸造锭坯真正能产生经济效益的实际生产成功率不如铝合金半连续铸造的生产那么高。相对于铝合金铸造锭坯或其变形材料产品的价格,必须提高镁合金锭坯或其变形材料产品的市场价格,否则,生产企业难以获得经济效益。
[0005]
在半连续铸造中,多结晶器系统同时浇注多根镁合金铸锭坯能极大提高生产效率与材料利用率,但是对设备要求高,工艺控制严格而且困难。比如用该方法生产铝合金锭坯时,金属液面过低会造成铸锭表面形成冷隔,严重时会有漏铝产生,液面过高又极易造成铸锭表面拉痕、拉裂。采用半连续铸造工艺无论是生产铝合金锭坯还是镁合金锭坯,都需对锭坯进行喷水冷却。如果镁液从结晶器或尚未凝固的锭坯中漏出遇到水会发生爆炸,存在很大的安全隐患;而且,采用半连续铸造工艺制备小尺寸(截面直径≤200mm或相当截面积的其它截面形状)锭坯时,由于镁合金的热容比铝小很多,凝固速度也更快,同时控制多个结晶器内镁液温度的均匀性、一致性相当困难,因此,目前尚未有采用多个结晶器同时浇注多根镁合金小规格锭坯稳定工业生产的实例。
[0006]
采用半连续铸造或重力铸造工艺制备不同镁合金牌号铸造锭坯的过程中存在一定的不足。比如mg-gd-y系新型高强耐热镁合金,该系列镁合金在重力铸造条件下很容易形成夹杂缺陷,并且很难通过净化等方法去除,而半连续铸造mg-gd-y系镁合金的凝固收缩量大,再加上合金本身的塑性不高,导致锭坯内部应力大,容易产生裂纹,铸造大规格尺寸的铸锭坯合格率低。对于az80、az61等镁合金,需要采用晶粒细化的碳变质处理,但是碳变质存在变质衰退,而半连续浇注需要数小时,铸锭坯会存在晶粒尺寸粗大的问题。对于上述合
金以及具有高塑性的mg-zn-gd或商业az31等镁合金,在生产小规格挤压型材或其它小尺寸变形材时,需要小规格的铸锭坯,工业上通常先铸造出大规格铸锭坯,对大铸锭挤压一道次减小直径后,利用挤压所得小规格坯料才能再进行后续的热加工,工序较长,增加了材料的生产成本。
技术实现要素:
[0007]
针对目前变形镁合金铸锭坯铸造缺陷多、生产效率低等问题,本实用新型提供了一种变形镁合金铸锭坯的铸造装置,采用本实用新型铸造装置,充型过程稳定;通过气体给坩埚中的镁熔体表面施加低压,将镁合金熔体沿反重力方向浇注充满铸锭模,可以采用铸锭模上方冒口对锭坯的凝固收缩进行补缩,也可以通过锭模下方尚未凝固的浇道中压力对锭坯的凝固收缩进行补缩。本实用新型减少了铸造成形的镁合金锭坯中的夹杂与气孔,裂纹等缺陷,成品率高;采用多层重复堆垛的浇注系统和铸锭模,可以大幅提高铸锭坯,尤其是提高小规格铸锭坯的生产效率,提高经济效益。
[0008]
为实现上述目的,本实用新型所采用的技术方案如下:
[0009]
一种变形镁合金铸锭坯的铸造装置,包括锭模和浇注系统,所述锭模为单个或多个,按单层或多层布置,每层中的锭模为单个或多个;所述浇注系统包括直浇道,直浇道上方设有锭模,直浇道与锭模直接连通;或者,所述浇注系统包括直浇道与横浇道,所述直浇道为一个,横浇道为一个或多个,直浇道与各横浇道相连通,每个横浇道的上方设有一个或多个锭模。
[0010]
当所述浇注系统包括直浇道与横浇道时,每个横浇道直接与一个锭模相连通,或者,在每个横浇道上设有一个或多个内浇口,所述锭模通过内浇口与横浇道相连通。在每个内浇口上方均放置一个锭模。
[0011]
该铸造装置还包括冒口,所述冒口设于每个锭模上方。
[0012]
该铸造装置还包括升液管,升液管与所述直浇道的下端相连接。
[0013]
利用所述铸造装置和低压反重力工艺制备变形镁合金铸锭坯,包括如下步骤:
[0014]
(1)准备铸造装置:根据铸锭坯尺寸与生产需求设计浇注系统和补缩冒口,制备铸型;
[0015]
(2)镁合金熔炼:镁合金在保护性气氛或熔剂保护下熔炼;
[0016]
(3)采用低压反重力铸造工艺制备变形镁合金铸锭坯:通过低压铸造机将镁合金熔体沿反重力方向经升液管沿着浇道压入模具,浇注温度为610~850℃,充型速度为1~280mm/s,充型时间为1~500s,结晶增压压力为0~400kpa,保压时间为1~6000s。
[0017]
所述低压反重力铸造工艺过程中,通过低压反重力浇注使镁合金熔体通过升液管充满浇道、锭模和冒口;利用冒口或浇道对铸锭凝固进行补缩。
[0018]
所述低压反重力铸造工艺过程中,对铸锭进行凝固补缩是指在低压反重力铸造工艺的压力条件下,允许浇道先于或后于铸锭坯凝固,通过锭模上方的冒口或浇道压力补缩。
[0019]
本实用新型具有如下优点:
[0020]
1、相比于半连续铸造和重力铸造,低压反重力铸造的充型、凝固结晶过程可控,安全性好,而且充型平稳,夹杂、气孔等铸造缺陷少;而且低压反重力铸造可以保证生产安全、保证铸锭坯冶金质量和生产效率。相比于重力铸造,铸件具有更好的冶金质量。
[0021]
2、本实用新型采用特定堆垛结构的低压反重力铸造设计和特定工艺生产变形镁合金的小规格铸锭坯,既可以在铸锭模上方设置冒口补缩,也可以采用低压反重力铸造锭模下方浇道实现压力补缩。在保证提高铸锭冶金质量、合格率和安全生产的同时,通过采用单层多个锭坯和多层重复堆垛的浇注系统来大幅提高大尺寸和小尺寸锭坯的生产数量。对于小规格挤压材或其它工艺生产的小尺寸变形材,锭坯不需要先进行一道次挤压工序再实施二次挤压或其它塑性加工工艺,大幅提高了小规格镁合金材料产品的生产效率,是一种高效的变形镁合金锭坯的铸造生产工艺,特别适合小规格镁合金铸锭坯的批量生产。并且适合高铸造冶金质量要求的超大尺寸和大重量变形镁合金铸锭坯的生产。
[0022]
本实用新型的优点和有益效果如下:
[0023]
1、使用本实用新型铸造装置进行变形镁合金铸锭坯的制备时,熔体充型稳定,设备密封性良好,不需要水冷;充型结晶过程不需要人员现场作业,生产过程可控性、安全性高;
[0024]
2、本实用新型制造的铸锭坯的冶金质量高,裂纹、夹杂、冷隔、气孔等缺陷少,产品合格率高,而且同一炉次浇注或不同炉次浇注生产的锭坯的冶金质量一致性好,质量稳定。
[0025]
3、本实用新型装置比重力铸造生产锭坯的冶金质量要好;和半连续铸造相比,在不降低生产效率的前提下,提高了生产安全性和可操控性;
[0026]
4、本实用新型通过控制浇道先于或后于铸锭坯凝固,实现锭坯模上方的冒口补缩或浇道反重力的压力补缩,其中前者可以降低浇注系统的设计难度,减小浇道浪费的镁液;采用单层或多层重复堆垛的浇注系统和锭坯模,特别适合小规格铸锭坯的批量生产。由于铸锭在锭模中凝固产生的应力小,锭坯开裂少,也适合生产大规格的镁合金铸锭坯,锭坯生产合格率高,生产效率高。
附图说明
[0027]
图1是本实用新型用于变形镁合金铸锭坯的铸造装置示意图(多层堆垛结构,每层多个锭模)。
[0028]
图2是本实用新型用于变形镁合金铸锭坯的铸造装置示意图(多层堆垛结构,每层1个锭模)。
[0029]
图3是本实用新型用于变形镁合金铸锭坯的铸造装置示意图(单层结构,1个锭模)。
[0030]
图4是采用本实用新型制备的4个we43镁合金铸锭坯示意图。
[0031]
图5是采用本实用新型制备的4个we43镁合金铸锭的固溶态金相与扫描组织;其中:(a)金相图;(b)扫描组织。
[0032]
图6是采用本实用新型制备的单个gw73镁合金铸锭坯示意图。
[0033]
图7是采用本实用新型制备的单个gw73镁合金铸锭坯的拉伸样品断口组织。
[0034]
图中:1-直浇道;2-横浇道;3-内浇口;4-锭模;5-冒口;6-升液管。
具体实施方式
[0035]
以下结合附图和实施例详述本实用新型。
[0036]
本实用新型提供一种制备变形镁合金铸锭坯的铸造装置,镁合金熔体在保护性气
氛或覆盖在熔体表面的熔剂保护下,通过低压该铸造装置浇注制备铸锭坯。所用铸造装置的结构如图1-3所示,其是由锭模4和浇注系统组成的单层或多层堆垛结构;所述锭模为多个,按单层或多层布置,每层中的锭模4为单个或多个;所述浇注系统包括直浇道1和横浇道2,其中:所述直浇道1为一个,横浇道2为一个或多个,直浇道与各横浇道相连通;所述锭模通过内浇口与横浇道相连通,每个横浇道的上方设有一个或多个锭模,具体为:每个横浇道直接与锭模连通,锭模上方设有冒口5(图2);或者在每个横浇道上设有一个或多个内浇口3,在每个内浇口3上方放置一个锭模,每个锭模上方设有冒口(图1)。
[0037]
所述锭模还可以直接与直浇道相连通,即不设计内浇口(图3),这种情况在锭模下方的铸型中应设置横截面积足够大的浇道,可以通过锭模上方的冒口补缩锭坯的凝固收缩,或者通过晚于锭坯凝固的浇道中的镁液传递来自坩埚镁熔体表面的压力,实现反重力方向对锭坯凝固收缩的补缩。
[0038]
该铸造装置还包括升液管6,升液管与所述直浇道的下端相连接。
[0039]
本实用新型变形镁合金铸锭坯的制备方法,包括如下步骤:
[0040]
(1)准备单层或多层重复堆垛结构的锭模和浇注系统:根据铸锭坯尺寸与生产需求设计浇注系统和补缩冒口,制备铸型,并检查和修补;
[0041]
(2)镁合金熔炼:镁合金在保护性气氛或熔剂保护下熔炼;
[0042]
(3)低压反重力浇注:通过低压铸造机将镁合金熔体沿反重力方向和浇道压入模具,浇注温度为610~850℃,充型速度为1~280mm/s,充型时间为1~500s,结晶增压压力为0~400kpa,保压时间为1~6000s。
[0043]
实施例1
[0044]
(1)本实施例采用的镁合金为we43镁合金,根据铸锭坯的尺寸和生产需求设计浇注系统和补缩冒口,制备铸型,并检查和修补;
[0045]
(2)镁合金熔炼,用熔剂进行保护;清理坩埚,工具及原料表面氧化层;预热至500℃,在坩埚底部撒入rj-6覆盖剂,随后加入高纯mg(>99.95%);同时在镁锭表面也撒上覆盖剂,防止镁锭氧化,接着升温到680℃,待纯镁完全融化并升温至780℃时,依次加入预热后的纯y(>99.95%)、纯gd(>99.95%)、纯nd(>99.95%)和mg-30zr(wt.%)中间合金,完全熔化后搅拌5分钟;待熔体温度降至760℃时精炼5~10分钟后清除熔液表面、坩埚壁和坩埚嘴等处的熔渣;升温至810℃保温静置30~40分钟;熔体降温;
[0046]
(3)低压反重力浇注温度710℃,升液速度60mm/s,升液压力13kpa,充型速度40mm/s,充型压力26kpa,结壳时间1s,结壳增压压力3kpa,结壳增压速度3kpa/s,结晶时间120s,结晶增压压力20kpa,结晶增压速度8kpa/s,撤销压力。根据铸锭尺寸大小不同,铸件在铸型内冷却不同时间,制备的变形镁合金铸锭坯如图4所示。
[0047]
(4)制备的变形镁合金铸锭坯的实际化学成分为mg-4.31y-2.34nd-1.19gd-0.5zr,其显微组织无疏松和夹杂缺陷,固溶态的金相与扫描组织如图5所示,其时效态室温平均抗拉强度为282mpa,屈服强度为192mpa,伸长率为3.6%,明显高于国标gb/t 19078-2016铸造镁合金锭中的对应值,其中,抗拉强度为220mpa,屈服强度为170mpa,伸长率为2.0%。
[0048]
实施例2
[0049]
(1)本实施例采用的镁合金为mg-6.75gd-2.81y-0.45zr(gw73)合金,根据圆柱状
铸锭的尺寸ф270*800mm,设计浇注系统和补缩冒口,设计低压反重力浇注的压力参数,制备铸型,并检查和修补;
[0050]
(2)gw73合金配料,根据合金名义成分和烧损系数进行配料计算,需要高纯mg(>99.95%)重138.2kg,纯gd(>99.95%)重12.36kg,纯y(>99.95%)6.19kg和mg-30zr(wt.%)中间合金8.25kg。镁合金熔炼,用ar惰性气体和镁合金专用熔剂进行保护;清理坩埚,工具及原料表面氧化层;预热至660℃,加入高纯mg;待纯镁完全融化并升温至780℃时,依次加入预热后的纯y、纯gd和mg-30zr(wt.%)中间合金,完全熔化后搅拌5分钟;待熔体温度降至760℃时精炼5~10分钟后清除熔液表面、坩埚臂和坩埚嘴等处的熔渣;升温至810℃保温静置30~40分钟;熔体降温;
[0051]
(3)低压反重力浇注温度为760℃,升液速度50mm/s,充型速度为25mm/s,升液压力20kpa,充型力41kpa,结晶增压压力0,结晶时间为120s,撤销压力,铸件在砂型内冷却后,开型取出铸锭坯,制备的镁合金铸锭坯如图6所示,其拉伸样品断口无夹杂和疏松缺陷,如图7所示,其室温平均抗拉强度为341mpa,屈服强度为218mpa,伸长率为4.2%,性能优于国标gb/t 19078-2016铸造镁合金锭中稀土含量更高的gw103合金,其中,gw103合金的室温抗拉强度为300mpa,屈服强度为200mpa,伸长率为2.0%。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 铝镁合金

 热门咨询
热门咨询




tips