
 商标分类
商标分类  商标转让
商标转让 
一种金刚石节块及其制作方法、金刚石雕刻刀与流程
 2021-01-30 02:01:01|
2021-01-30 02:01:01| 396|
396| 起点商标网
起点商标网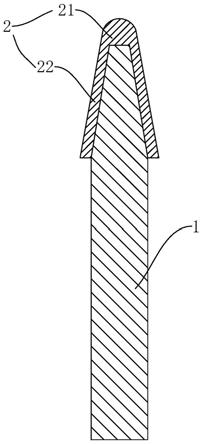
[0001]
本申请涉及金刚石加工的领域,更具体的说,它涉及一种金刚石节块及其制作方法、金刚石雕刻刀。
背景技术:
[0002]
在当下,数控石材雕刻已经越来越多地替代人工雕刻。数控石材雕刻中,刀具的质量好坏决定了加工效率、生产成本。金刚石具有高硬度和优良物理机械性能,因此金刚石刀具适用于加工各种坚硬材料,可用于数控石材雕刻。
[0003]
金刚石节块作为组成金刚石雕刻刀等金刚石工具的关键部件,多是采用传统粉末冶金的生产方式,即将预合金粉末胎体和金刚石磨料混合压坯烧结而成。
[0004]
金刚石磨料仅靠胎体收缩后产生的机械夹持力物理包镶在预合金粉末胎体中,而没有形成牢固的化学键结合。由于金刚石磨料与一般金属合金之间的界面能高,金刚石磨料不能为一般低熔点合金所浸润,结合力小,因此金刚石磨料容易脱离胎体,进而导致金刚石节块锋利度降低、使用寿命变短。
技术实现要素:
[0005]
针对现有技术存在的金刚石节块使用寿命短的问题,本申请的第一个目的在于提供一种金刚石节块,其具有使用寿命长的优点。
[0006]
本申请的第二个目的在于提供一种金刚石节块的制备方法。
[0007]
本申请的第三个目的在于提供一种金刚石雕刻刀。
[0008]
为实现上述第一个目的,本申请提供了如下技术方案:一种金刚石节块,由包括如下重量份的原料制成:2-50份金刚石磨料、0-50份钢砂填充料、0-40份金属粉末填充料、10-60份含钛钎焊料。
[0009]
通过采用上述技术方案,添加含钛钎焊料来增加金刚石磨料的把持力;同时添加钢砂填充料和金属粉末填充料,使得金刚石节块在高温烧制时保持一定的形状和结构,且对填充料和金刚石的含量设置不同的比例组合,可以灵活调节金刚石节块的耐磨性和锋利度,适用于不同的应用工况。
[0010]
相比于传统烧结的方式,本申请的金刚石节块锋利度高,寿命更长。相比于普通的单层钎焊工艺,本申请实现了真正的多层钎焊效果,实际效果更好,且可以做到各种复杂形状。
[0011]
进一步地,所述含钛钎焊料为铜锡钛合金钎焊料、银铜钛合金钎焊料、铜钛合金钎焊料、铜锡钛镍合金钎焊料、氢化钛合金钎焊料中的任意一种或多种。
[0012]
通过采用上述技术方案,钎焊料的熔点低、活性好,对金刚石的热损伤小且浸润性能好。
[0013]
进一步地,所述钢砂填充料为不锈钢砂、高碳钢砂、低碳钢砂、铸铁钢砂中的任意一种或多种。
[0014]
通过采用上述技术方案,钢砂填充料的耐磨性低于金刚石,使用过程中,钢砂填充料预先磨损而露出金刚石磨料,使节块表面粗糙,锋利度高。
[0015]
进一步地,所述金属粉末填充料为钴单质金属粉末、镍单质金属粉末、铜单质金属粉末、铬单质金属粉末、钨单质金属粉末中的任意一种或多种。
[0016]
进一步地,所述金属粉末填充料为钴铜合金化粉末、钴镍合金化粉末、钴铬合金化粉末、钴钨合金化粉末、铜镍合金化粉末、铜铬合金化粉末、铜钨合金化粉末、铜锡合金化粉末、铜锡镍合金化粉末、铜锡钴合金化粉末、碳化钨粉末中的任意一种或多种。
[0017]
为实现上述第二个目的,本申请提供了如下技术方案:一种金刚石节块的制作方法,包括如下步骤:步骤1:按照配方所需重量份称取金刚石节块各原料,再加入有机粘剂,混合并搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空或者惰性气体保护环境下,将上述坯体进行烧制,温度900-1020℃,得到金刚石节块。
[0018]
为实现上述第二个目的,本申请还提供了如下技术方案:一种金刚石节块的制作方法,包括如下步骤:步骤1:按照配方所需重量份称取并混合金刚石节块各原料,再加入有机粘剂,搅拌均匀,得到混合料;步骤2:将上述混合料投入注射成型机,注射成型,得到坯体;步骤3:在真空或者惰性气体保护环境下,将上述坯体进行烧制,温度900-1020℃,得到金刚石节块。
[0019]
通过采用上述技术方案,金刚石节块致密度高。
[0020]
为实现上述第三个目的,本申请提供了如下技术方案:一种金刚石雕刻刀,包括刀柄和刀头,所述刀头包括刀尖和侧刃,所述侧刃与刀柄连接,所述刀头和侧刃均为金刚石节块。
[0021]
进一步地,所述刀尖的金刚石磨料质量浓度高于侧刃。
[0022]
进一步地,所述刀尖的金刚石磨料质量浓度为20-50%,所述侧刃的金刚石磨料质量浓度为2-15%。
[0023]
通过采用上述技术方案,雕刻刀具有更好的刀尖耐磨性,同时保证侧刃的自锐性,保持锋利不断刀。
[0024]
综上所述,本申请具有以下有益效果:1、本申请的金刚石节块锋利度高且使用寿命长;2、本申请的金刚石雕刻刀具有更好的刀尖耐磨性和侧刃自锐性。
附图说明
[0025]
图1是本申请的金刚石雕刻刀的剖视示意图。
[0026]
附图标记说明:1、刀柄;2、刀头;21、刀尖;22、侧刃。
具体实施方式
[0027]
以下结合附图和实施例对本申请作进一步详细说明,予以特别说明的是:以下实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行,以下实施例中所用原料除特殊说明外均可来源于普通市售。
[0028]
本申请的实施例采用以下原料:含钛钎焊料可以为铜锡钛合金钎焊料、银铜钛合金钎焊料、铜钛合金钎焊料、铜锡钛镍合金钎焊料、氢化钛合金钎焊料中的任意一种或多种;具体地,选用各金属质量配比为ag70%,cu25%,ti5%的银铜钛合金钎焊料,选用各金属质量配比为cu 70%,sn20%,ti10%的铜锡钛合金钎焊料,选用h2ti氢化钛合金钎焊料。
[0029]
钢砂填充料可以为不锈钢砂、高碳钢砂、低碳钢砂、铸铁钢砂中的任意一种或多种,粒径为0.05mm-1mm;具体地,选用0.2mm的304不锈钢砂,选用0.2mm的t9高碳钢砂,选用0.2mm的zg270-500铸铁钢砂。
[0030]
金属粉末填充料可以为钴单质金属粉末、镍单质金属粉末、铜单质金属粉末、铬单质金属粉末、钨单质金属粉末中的任意一种或多种。
[0031]
金属粉末填充料还可以为钴铜合金化粉末、钴镍合金化粉末、钴铬合金化粉末、钴钨合金化粉末、铜镍合金化粉末、铜铬合金化粉末、铜钨合金化粉末、铜锡合金化粉末、铜锡镍合金化粉末、铜锡钴合金化粉末、碳化钨粉末中的任意一种或多种;具体地选用cuni90/10铜镍合金化粉末,mp-159钴铬合金化粉末,nimonic90钴镍合金化粉末,qsn4-0.3铜锡合金化粉末,gc-cusn12ni铜锡镍合金化粉末。
[0032]
有机粘剂选用丙烯酸树脂或石蜡,丙烯酸树脂购买自江苏高奇新材料;金刚石磨料粒径可以为0.01mm-1mm,具体地选用0.1mm。
[0033]
实施例1:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取5份金刚石磨料、35份高碳钢砂、5份钴镍合金化粉末、55份铜锡钛合金钎焊料并混合,再加入8份丙烯酸树脂,搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空环境下,将上述坯体进行烧制,升温速度3.5℃,升温至1000℃后保温20min,降温至室温后,得到金刚石节块。
[0034]
实施例2:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取15份金刚石磨料、25份不锈钢砂、15份铜镍合金化粉末、45份铜锡钛合金钎焊料并混合,再加入10份石蜡,搅拌均匀,得到混合料;步骤2:将上述混合料投入注射成型机,注射成型,得到坯体;步骤3:将上述胚体进行脱蜡处理;步骤4:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至980℃后保温20min,温度降至室温后,得到金刚石节块。
[0035]
实施例3:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取19份金刚石磨料、31份铸铁钢砂、2份镍单质金属粉末、1份钴
单质金属粉末、37份铜锡合金化粉末、10份氢化钛合金钎焊料并混合,再加入8份丙烯酸树脂,搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空环境下,将上述坯体进行烧制,升温速度2.5℃,升温至1020℃后保温20min,温度降至室温后,得到金刚石节块。
[0036]
实施例4:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取40份金刚石磨料、60份银铜钛合金钎焊料并混合,再加入8份丙烯酸树脂,搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至920℃后保温20min,降温至室温后,得到金刚石节块。
[0037]
实施例5:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取5份金刚石磨料、32份不锈钢砂、3份铜镍合金化粉末、60份铜锡钛合金钎焊料并混合,再加入8份丙烯酸树脂,搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空环境下,将上述坯体进行烧制,升温速度3.5℃,升温至920℃后保温20min,降温至室温后,得到金刚石节块。
[0038]
实施例6:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取2份金刚石磨料、50份不锈钢砂、28份铜锡镍合金化粉末、20份银铜钛合金钎焊料并混合,再加入9份石蜡,搅拌均匀,得到混合料;步骤2:将上述混合料投入注射成型机,注射成型,得到坯体;步骤3:将上述坯体进行脱蜡处理;步骤4:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至930℃后保温20min,降温至室温后,得到金刚石节块。
[0039]
实施例7:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取20份金刚石磨料、20份不锈钢砂、40份铜锡镍合金化粉末、20份铜锡钛合金钎焊料并混合,再加入10份石蜡,搅拌均匀,得到混合料;步骤2:将上述混合料投入注射成型机,注射成型,得到坯体;步骤3:将上述坯体进行脱蜡处理;步骤4:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至900℃后保温20min,降温至室温后,得到金刚石节块。
[0040]
实施例8:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取30份金刚石磨料、7份不锈钢砂、3份钴铬合金化粉末、60份铜锡钛合金钎焊料并混合,再加入10份石蜡,搅拌均匀,得到混合料;
步骤2:将上述混合料投入注射成型机,注射成型,得到坯体;步骤3:将上述坯体进行脱蜡处理;步骤4:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至900℃后保温20min,降温至室温后,得到金刚石节块。
[0041]
实施例9:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取20份金刚石磨料、10份不锈钢砂、10份铜镍合金化粉末、60份铜锡钛合金钎焊料并混合,再加入10份石蜡,搅拌均匀,得到混合料;步骤2:将上述混合料投入注射成型机,注射成型,得到坯体;步骤3:将上述坯体进行脱蜡处理;步骤4:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至970℃后保温20min,降温至室温后,得到金刚石节块。
[0042]
实施例10:与实施例1的区别在于,烧制过程在氩气环境下进行。
[0043]
实施例11:与实施例1的区别在于,烧制过程在氮气环境下进行。
[0044]
实施例12:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取25份金刚石磨料、15份不锈钢砂、10份钴铬合金化粉末、50份铜锡钛合金钎焊料并混合,再加入8份丙烯酸树脂,搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至1000℃后保温20min,降温至室温后,得到金刚石节块。
[0045]
实施例13:一种金刚石节块的制作方法如下:步骤1:按重量份计,称取50份金刚石磨料、50份铜锡钛合金钎焊料并混合,再加入8份丙烯酸树脂,搅拌均匀,得到混合料;步骤2:将上述混合料投入压制模具,压制成型,得到坯体;步骤3:在真空环境下,将上述坯体进行烧制,升温速度3℃,升温至1000℃后保温20min,降温至室温后,得到金刚石节块。
[0046]
应用例1:一种金刚石雕刻刀,如图1所示,包括刀柄1和刀头2,刀柄1由不锈钢制成且一端呈锥状。刀头2包括刀尖21和侧刃22,侧刃22包覆连接于刀柄1锥头一端,刀尖21一体连接于侧刃22端部。刀尖21采用实施例4的制作方法制得,侧刃22采用实施例5的制作方法制得。
[0047]
应用例2:与应用例1的区别在于,刀尖21和侧刃22均采用实施例2的制作方法制得。
[0048]
对比例1:金刚石节块采用传统粉末冶金方式制得。
[0049]
对比例2:
金刚石节块采用普通单层钎焊工艺制得。
[0050]
性能测试:1、应用例1和应用例2的金刚石雕刻刀经实际使用,应用例1的金刚石雕刻刀使用寿命高于应用例2的金刚石雕刻刀47%,高于市售普通烧结刀125%,高于市售普通单层钎焊刀90%;2、实施例1-13及对比例1、2的金刚石节块制成长20mm、宽5mm、高6mm的尺寸大小,进行磨损测试和出刃测试,磨损测试在桥切机上进行,测试对象是莫氏硬度为6的花岗岩石材,得到节块沿径向消耗1mm所切石材的面积,出刃测试在节块切削5m
2
后进行,测量采用焦点法和配有电位移传感元件的测头完成,得到出刃高度,结果记录在表1。
[0051]
表1 金刚石节块性能测试结果记录表 耐磨性(m
2
/mm)出刃高度(μm)实施例120143实施例237141实施例340138实施例48085实施例518157实施例612151实施例745121实施例853110实施例942130实施例1012141实施例116123实施例1243115实施例139371对比例11375对比例28177从表1可以看出: 本申请的金刚石节块耐磨性好、锋利度高,使用寿命长。
[0052]
本具体实施例仅仅是对本申请的解释,其并不是对本申请的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本申请的权利要求范围内都受到专利法的保护。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips