
 商标分类
商标分类  商标转让
商标转让 
一种低钨含量的粉末冶金闸片及其制备方法与流程
 2021-01-30 01:01:17|
2021-01-30 01:01:17| 255|
255| 起点商标网
起点商标网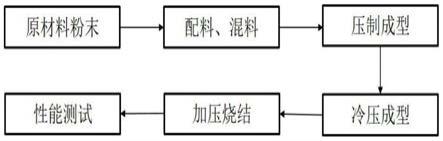
[0001]
本发明涉及材料学的技术领域,特别涉及一种低钨含量的粉末冶金闸片及其制备方法。
背景技术:
[0002]
20世纪以来,铁路制动材料经历了铸铁、有机合成、粉末冶金三个阶段。电气铁路发展初期车辆制动闸瓦的主要材料是铸铁,但一般的铸铁摩擦系数较小且磨损量大,在高温下容易出现热衰退,导致摩擦系数不稳定。在铸铁中添加磷或较少合金元素改进了铸铁材料的性能,但仍旧存在脆性大、磨损率高等问题,在列车商用运行速度不断提升的过程中逐渐淘汰。有机合成闸片虽然有着磨损量小于铸铁、制动无火花、重量轻等优点,但是因其机械强度低,摩擦系数随温湿度变化较大,容易出现裂纹的弊端,在使用中有一定的限制。研究人员开发了铁基和铜基两大重要摩擦材料,铁基冶金闸片因其耐蚀性较差且容易与对偶盘产生黏着磨损,实际应用不多。
[0003]
高铁在中国迅速发展,我国已成为全球少数几个掌握高速铁路技术的国家,同时也是高铁营业里程最长,商用行驶速度最高的国家。制动闸片是高铁的核心技术之一,制造不出高性能制动闸片,就发展不了高速铁路。稳定高效的制动系统是列车运行的关键,随着我国铁路系统快速发展及商用列车行驶速度不断提高,铁路用制动闸片性能要求越来越高。制动时会在制动闸片上聚集大量能量,快速提升闸片温度。在制动过程中,高速列车闸片的表面温度达500℃以上,紧急制动的瞬间温度更是高达900℃。钨具有高熔点、高热导率,低膨胀系数等优越性能。因此,如何将钨应用于刹车片中和寻求一种该刹车片的制备方法,非常值得深入探讨和研究。
技术实现要素:
[0004]
针对现有技术中存在的不足之处,本发明的目的是提供一种低钨含量的粉末冶金闸片及其制备方法,使得该闸片的摩擦性能稳定性高。为了实现根据本发明的上述目的和其他优点,提供了一种低钨含量的粉末冶金闸片,包括:
[0005]
其原料按重量百分比计,包括如下组分:
[0006]
铜粉:40-70wt%;
[0007]
铁粉:0-20wt%;
[0008]
钨粉:0-10wt%;
[0009]
镍粉:0-10wt%;
[0010]
锰粉:0-10wt%;
[0011]
锡粉:0-5wt%;
[0012]
钛粉:0-10wt%;
[0013]
氧化钛:0-10wt%;
[0014]
氧化硅:0-5wt%;
[0015]
碳化硅:0-3wt%;
[0016]
石墨:2-10wt%。
[0017]
优选的,其原料按重量百分比计,包括如下组分:
[0018]
铜粉:50-65wt%;
[0019]
铁粉:10-18wt%;
[0020]
钨粉:0-9wt%;
[0021]
镍粉:2-8wt%;
[0022]
锰粉:0-10wt%;
[0023]
锡粉:1-3wt%;
[0024]
钛粉:1-4wt%;
[0025]
氧化钛:1-5wt%;
[0026]
氧化硅:0-3wt%;
[0027]
碳化硅:0-2.5wt%;
[0028]
石墨:5-10wt%。
[0029]
优选的,所述铜粉的细度为100-300目;所述铁粉的细度为200-400目;所述钨粉的细度为0-200目;所述镍粉的细度为150-300目;所述锰粉的细度为300-400目;所述锡粉的细度为150-250目;所述钛粉的细度为300-350目;所述氧化钛的细度为300-375目;所述氧化硅的细度为150-250目;所述碳化硅的细度为180-280目;所述石墨的细度为80-150目。
[0030]
优选的,一种低钨含量的粉末冶金闸片的制备方法,包括以下步骤:
[0031]
s1、将各组分按重量百分比称量后,放入v型混料机内搅拌,充分混合;
[0032]
s2、将混合的配料进行预压制成型;
[0033]
s3、将预压成型粉末进行冷压成型;
[0034]
s4、再进行真空加压烧结;
[0035]
s5、进行性能测试。
[0036]
优选的,所述步骤s2包括:称取步骤s1中原料粉末加入模具,将模具放入液压机下进行模压预成型。
[0037]
优选的,所述步骤s4包括:将预压制后的粉末胚体装入石墨模具放置在钟罩式真空烧结炉,采用高纯氩气作为保护气,在800-1050℃、0-5mpa下烧结2-6h。
[0038]
优选的,所述步骤s4还包括:待冷却后,将样品从真空烧结炉中取出脱模,取出的样品表面会残留少许石墨纸,用砂纸将样品表面打磨后,即得低钨含量高摩擦性能稳定性粉末冶金闸片。
[0039]
本发明与现有技术相比,其有益效果是:采用的原料中各组分均为从市场上采购的常规产品,采用这些组分能改进高铁闸片的摩擦性能,本发明的粉末冶金闸片添加少量的钨,不仅在有效增强摩擦材料的剪切强度和硬度的同时,而且也保证了摩擦材料具有稳定的摩擦系数。
[0040]
说明书附图
[0041]
图1为本发明的低钨含量的粉末冶金闸片及其制备方法的流程框图。
具体实施方式
[0042]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0043]
参照图1,一种低钨含量的粉末冶金闸片,包括:
[0044]
其原料按重量百分比计,包括如下组分:
[0045]
铜粉:40-70wt%;
[0046]
铁粉:0-20wt%;
[0047]
钨粉:0-10wt%;
[0048]
镍粉:0-10wt%;
[0049]
锰粉:0-10wt%;
[0050]
锡粉:0-5wt%;
[0051]
钛粉:0-10wt%;
[0052]
氧化钛:0-10wt%;
[0053]
氧化硅:0-5wt%;
[0054]
碳化硅:0-3wt%;
[0055]
石墨:2-10wt%。
[0056]
进一步的,其原料按重量百分比计,包括如下组分:
[0057]
铜粉:50-65wt%;
[0058]
铁粉:10-18wt%;
[0059]
钨粉:0-9wt%;
[0060]
镍粉:2-8wt%;
[0061]
锰粉:0-10wt%;
[0062]
锡粉:1-3wt%;
[0063]
钛粉:1-4wt%;
[0064]
氧化钛:1-5wt%;
[0065]
氧化硅:0-3wt%;
[0066]
碳化硅:0-2.5wt%;
[0067]
石墨:5-10wt%。
[0068]
进一步的,所述铜粉的细度为100-300目,纯度≥99.9%;所述铁粉的细度为200-400目,纯度≥99.9%;所述钨粉的细度为0-200目,纯度≥99.8%;所述镍粉的细度为150-300目;所述锰粉的细度为300-400目,纯度≥99.8%;所述锡粉的细度为150-250目,纯度≥99.9%;所述钛粉的细度为300-350目,纯度≥99.8%;所述氧化钛的细度为300-375目,纯度≥99.8%;所述氧化硅的细度为150-250目,纯度≥99.8%;所述碳化硅的细度为180-280目,纯度≥99.8%;所述石墨的细度为80-150目,纯度≥97.0%。
[0069]
进一步的,一种低钨含量的粉末冶金闸片的制备方法,包括以下步骤:
[0070]
s1、将各组分按重量百分比称量后,放入v型混料机内搅拌,充分混合;
[0071]
s2、将混合的配料进行预压制成型;
[0072]
s3、将预压成型粉末进行冷压成型;
[0073]
s4、再进行真空加压烧结;
[0074]
s5、进行性能测试。
[0075]
进一步的,所述步骤s2包括:称取步骤s1中原料粉末加入模具,将模具放入液压机下进行模压预成型。
[0076]
进一步的,所述步骤s4包括:将预压制后的粉末胚体装入石墨模具放置在钟罩式真空烧结炉,采用高纯氩气作为保护气,在800-1050℃、0-5mpa下烧结2-6h。
[0077]
进一步的,所述步骤s4还包括:待冷却后,将样品从真空烧结炉中取出脱模,取出的样品表面会残留少许石墨纸,用砂纸将样品表面打磨后,即得低钨含量高摩擦性能稳定性粉末冶金闸片。
[0078]
较佳的,所述模具为根据不同车型制作不同尺寸规格的模具。
[0079]
较佳的,所述模具中原料粉末的称取量为100
±
2g。
[0080]
较佳的,所述模压成型的条件为:模压温度:0-100℃;模压压力:400
±
20mpa;模压时间:5
±
1min。
[0081]
较佳的,所述保压烧结的条件为:保压压力:5
±
2mpa;保温时间:2
±
1h。
[0082]
所述热处理的原理为:通过高温,使刹车片内的应力消除,提高表面硬度,使各组分更加紧致均匀。
[0083]
实施例1
[0084]
表1实施例1配方
[0085][0086][0087]
表2实施例2配方
[0088][0089]
表3实施例3配方
[0090][0091]
[0092]
表4实施例4配方
[0093][0094]
根据以上4种配方,采取以下方法
[0095]
1)将各组分按重量百分比计量后,放入v型混料机内搅拌,充分混合。
[0096]
2)称取步骤1)中原料粉末加入模具,将模具放入液压机中进行模压成型,保压成形;
[0097]
3)将石墨模具放置在钟罩式热压烧结炉,采用以高纯氩气作为保护气,在800-1050℃、0-5mpa下烧结2-6h;
[0098]
4)待冷却后,将样品从真空烧结炉中取出,取出的样品表面会残留少许石墨纸,用砂纸将样品表面打磨后,即得含钨高摩擦性能稳定性低速铁轨列车刹车片
[0099]
表5国标性能指标的要求
[0100][0101]
表6实施例摩擦系数检测数据
[0102][0103]
表7实施例摩擦系数检测数据
[0104][0105]
表8实施例磨损量检测数据
[0106][0107]
表9实施例磨损量检测数据
[0108][0109]
表10实施例剪切强度检测数据
[0110][0111]
表11实施例硬度检测数据
[0112][0113][0114]
这里说明的设备数量和处理规模是用来简化本发明的说明的,对本发明的应用、修改和变化对本领域的技术人员来说是显而易见的。
[0115]
尽管本发明的实施方案已公开如上,但其并不仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 粉末冶金

 热门咨询
热门咨询




tips