
 商标分类
商标分类  商标转让
商标转让 
一种高密度齿轮的制备方法与流程
 2021-01-30 01:01:02|
2021-01-30 01:01:02| 305|
305| 起点商标网
起点商标网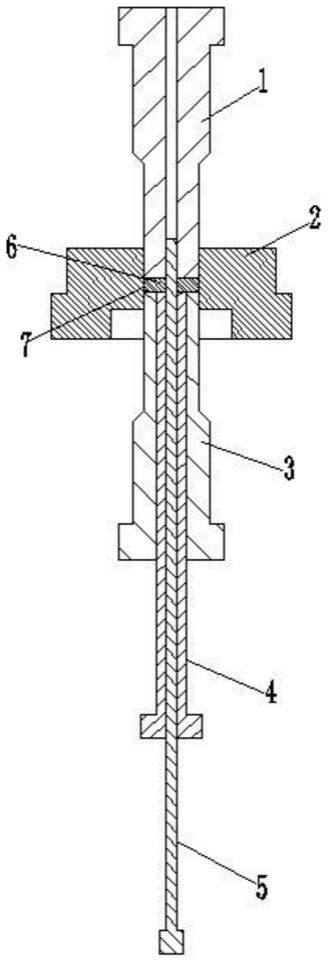
[0001]
本发明涉及粉末冶金技术领域,特别涉及一种高密度齿轮的制备方法。
背景技术:
[0002]
现有高强度电动工具中,输出端齿轮需要承受的输出扭矩极高,且工作条件恶劣,需要承受剧烈冲击,一般使用钢件齿轮。粉末冶金常温压制密度6.8g/cm3以上,温压工艺所能保证的密度一般在7.2-7.3g/cm3,现有粉末冶金常规制作工艺无法满足输出端齿轮的要求,制作出的齿轮强度不够,成型的齿轮密度低。
技术实现要素:
[0003]
本发明的目的是提供一种增加齿轮强度,提高齿轮密度的高密度齿轮的制备方法。
[0004]
为了实现上述发明目的,本发明高密度齿轮的制备方法采用的如下技术方案:
[0005]
一种高密度齿轮的制备方法,包括如下步骤:
[0006]
(1)制备粉末冶金合金粉末配粉;
[0007]
(2)在步骤(1)中制得的粉末冶金合金粉末配粉中加入润滑剂,混合均匀后制得粉末原料;
[0008]
(3)温模成形:将步骤(2)中制得的粉末原料充填入齿轮成型模具内进行压制成形,齿轮成型模具的中模加热70℃,得到初胚;
[0009]
(4)初次烧结:将步骤(3)制得的初胚进行初次烧结,烧结温度为700-900℃,烧结速度120mm/min,得到胚料a;
[0010]
(5)整形:对胚料a的外形进行调整,得到胚料b;
[0011]
(6)二次烧结:对胚料b进行二次烧结,烧结温度为1200-1400℃,速度为每舟/15min,得到胚料c;
[0012]
(7)热处理:对胚料c进行渗碳处理,渗碳温度860-920℃,碳势0.8-1.2,渗碳时间2h;然后进行回火处理,回火温度160-200℃,回火时间90min,得到胚料d;
[0013]
(8)真空油浸:将胚料d进行真空油浸,得到高密度齿轮;
[0014]
所述齿轮成型模具包括从上而下依次设置的上冲、中模、下一冲、下二冲和芯棒,所述中模内设有型腔,型腔内设置齿轮模,所述齿轮模对应齿轮齿根位置的曲线r=0.57*m,m为模数;所述上冲和下一冲均设置为中空结构,上冲的下端从上至下伸入中模的型腔,下一冲的上端从下至上伸入中模的型腔,所述下一冲的中空腔内套设有伸入型腔的下二冲,下二冲设置为中空结构,所述下二冲的中空腔内设有能够穿入上冲的芯棒。
[0015]
优选的,所述粉末冶金合金粉末配粉按质量百分比含量计,包括如下各组分:碳粉0.3-0.6%,铜粉1.3-1.7%,镍粉3.6-4.4%,钼粉0.4-0.6%,锰粉0.05-0.3%,余量为铁粉。
[0016]
与现有技术相比,本发明的有益效果在于:
[0017]
1、本发明对齿轮成型模具进行改进,从传统的上一下一结构优化为上一下二结构。下一冲用于压制齿轮齿部密度,下二冲用于压制齿轮芯部密度,通过下一冲和下二冲的共同作用,提高齿部密度和整体密度的均匀性;其次,将齿轮模对应齿轮齿根位置的曲线r=0.57*m对应包络线,通过优化齿轮齿根曲线,从而提高齿轮齿部的抗压强度,现有技术中常规的齿轮齿根曲线r=0.38*m,齿根弯曲强度不能满足使用要求,本发明通过改变其齿根曲线形状,进而提高抗压强度,适用于高密度、高强度齿轮,相同密度和材质前提下也能有效提高强度;
[0018]
2、本发明通过改进工艺,烧结工艺分为两步完成,首先进行初次烧结,然后再进行二次烧结,初次烧结温度为700-900℃,二次烧结温度为1200-1400
°
c,本发明增加初次烧结的目的是便于后期的整形,因为高温烧结后齿轮硬度较高,不利于整形的实施。
附图说明
[0019]
图1为本发明的结构示意图;
[0020]
图2为本发明的立体图;
[0021]
图3为齿轮模和齿轮结构示意图。
[0022]
其中,1上冲,2中模,3下一冲,4下二冲,5芯棒,6齿轮,601齿根,7型腔,8齿轮模。
具体实施方式
[0023]
下面结合具体实施方式,进一步阐明本发明,应理解这些实施方式仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
[0024]
实施例1:
[0025]
如图1-3所示,一种高密度齿轮的制备方法,包括如下步骤:
[0026]
(1)制备粉末冶金合金粉末配粉;
[0027]
(2)在步骤(1)中制得的粉末冶金合金粉末配粉中加入润滑剂,混合均匀后制得粉末原料;
[0028]
(3)温模成形:将步骤(2)中制得的粉末原料充填入齿轮6成型模具内进行压制成形,成形控制密度7.35g/cm3以上,齿轮6成型模具的中模2加热70℃,得到初胚;
[0029]
(4)初次烧结:将步骤(3)制得的初胚进行初次烧结,烧结温度为700℃,烧结速度120mm/min,得到胚料a;
[0030]
(5)整形:对胚料a的外形进行调整,得到胚料b;
[0031]
(6)二次烧结:对胚料b进行二次烧结,烧结温度为1200℃,速度为每舟/15min,得到胚料c;
[0032]
(7)热处理:对胚料c进行渗碳处理,渗碳温度860-920℃,碳势0.8-1.2,渗碳时间2h;然后进行回火处理,回火温度160-200℃,回火时间90min,得到胚料d;
[0033]
(8)真空油浸:将胚料d进行真空油浸,得到高密度齿轮6;
[0034]
所述齿轮6成型模具包括从上而下依次设置的上冲1、中模2、下一冲3、下二冲4和芯棒5,所述中模2内设有型腔7,型腔7内设置齿轮模8,所述齿轮模8对应齿轮6齿根601位置的曲线r=0.57*m,m为模数,本发明对齿根601弯曲强度安全系数由1.25提升至1.45,提升
15%;所述上冲1和下一冲3均设置为中空结构,上冲1的下端从上至下伸入中模2的型腔7,下一冲3的上端从下至上伸入中模2的型腔7,所述下一冲3的中空腔内套设有伸入型腔7的下二冲4,下二冲4设置为中空结构,所述下二冲4的中空腔内设有能够穿入上冲1的芯棒5。
[0035]
上述粉末冶金合金粉末配粉按质量百分比含量计,包括如下各组分:碳粉0.3%,铜粉1.7%,镍粉3.6%,钼粉0.6%,锰粉0.05%,余量为铁粉。
[0036]
实施例2:
[0037]
如图1-3所示,一种高密度齿轮6的制备方法,包括如下步骤:
[0038]
(1)制备粉末冶金合金粉末配粉;
[0039]
(2)在步骤(1)中制得的粉末冶金合金粉末配粉中加入润滑剂,混合均匀后制得粉末原料;
[0040]
(3)温模成形:将步骤(2)中制得的粉末原料充填入齿轮6成型模具内进行压制成形,成形控制密度7.35g/cm3以上,齿轮6成型模具的中模2加热70℃,得到初胚;
[0041]
(4)初次烧结:将步骤(3)制得的初胚进行初次烧结,烧结温度为800℃,烧结速度120mm/min,得到胚料a;
[0042]
(5)整形:对胚料a的外形进行调整,得到胚料b;
[0043]
(6)二次烧结:对胚料b进行二次烧结,烧结温度为1300℃,速度为每舟/15min,得到胚料c;
[0044]
(7)热处理:对胚料c进行渗碳处理,渗碳温度860-920℃,碳势0.8-1.2,渗碳时间2h;然后进行回火处理,回火温度160-200℃,回火时间90min,得到胚料d;
[0045]
(8)真空油浸:将胚料d进行真空油浸,得到高密度齿轮6;
[0046]
所述齿轮6成型模具包括从上而下依次设置的上冲1、中模2、下一冲3、下二冲4和芯棒5,所述中模2内设有型腔7,型腔7内设置齿轮模8,所述齿轮模8对应齿轮6齿根601位置的曲线r=0.57*m,m为模数,本发明对齿根601弯曲强度安全系数由1.25提升至1.45,提升15%;所述上冲1和下一冲3均设置为中空结构,上冲1的下端从上至下伸入中模2的型腔7,下一冲3的上端从下至上伸入中模2的型腔7,所述下一冲3的中空腔内套设有伸入型腔7的下二冲4,下二冲4设置为中空结构,所述下二冲4的中空腔内设有能够穿入上冲1的芯棒5。
[0047]
上述粉末冶金合金粉末配粉按质量百分比含量计,包括如下各组分:碳粉0.6%,铜粉1.3%,镍粉4.4%,钼粉0.4%,锰粉0.3%,余量为铁粉。
[0048]
实施例3:
[0049]
如图1-3所示,一种高密度齿轮6的制备方法,包括如下步骤:
[0050]
(1)制备粉末冶金合金粉末配粉;
[0051]
(2)在步骤(1)中制得的粉末冶金合金粉末配粉中加入润滑剂,混合均匀后制得粉末原料;
[0052]
(3)温模成形:将步骤(2)中制得的粉末原料充填入齿轮6成型模具内进行压制成形,成形控制密度7.35g/cm3以上,齿轮6成型模具的中模2加热70℃,得到初胚;
[0053]
(4)初次烧结:将步骤(3)制得的初胚进行初次烧结,烧结温度为900℃,烧结速度120mm/min,得到胚料a;
[0054]
(5)整形:对胚料a的外形进行调整,得到胚料b;
[0055]
(6)二次烧结:对胚料b进行二次烧结,烧结温度为1400℃,速度为每舟/15min,得
到胚料c;
[0056]
(7)热处理:对胚料c进行渗碳处理,渗碳温度860-920℃,碳势0.8-1.2,渗碳时间2h;然后进行回火处理,回火温度160-200℃,回火时间90min,得到胚料d;
[0057]
(8)真空油浸:将胚料d进行真空油浸,得到高密度齿轮6;
[0058]
所述齿轮6成型模具包括从上而下依次设置的上冲1、中模2、下一冲3、下二冲4和芯棒5,所述中模2内设有型腔7,型腔7内设置齿轮模8,所述齿轮模8对应齿轮6齿根601位置的曲线r=0.57*m,m为模数,本发明对齿根601弯曲强度安全系数由1.25提升至1.45,提升15%;所述上冲1和下一冲3均设置为中空结构,上冲1的下端从上至下伸入中模2的型腔7,下一冲3的上端从下至上伸入中模2的型腔7,所述下一冲3的中空腔内套设有伸入型腔7的下二冲4,下二冲4设置为中空结构,所述下二冲4的中空腔内设有能够穿入上冲1的芯棒5。
[0059]
上述粉末冶金合金粉末配粉按质量百分比含量计,包括如下各组分:碳粉0.3%,铜粉1.3%,镍粉4.4%,钼粉0.4%,锰粉0.2%,余量为铁粉。
[0060]
本发明的具体工作过程与原理:将制得的粉末原料送入中模2的型腔7内,通过上冲1、下一冲3和下二冲4的冲压进行压制成型,下一冲用于压制齿轮齿部密度,下二冲用于压制齿轮芯部密度,通过下一冲3和下二冲4的共同作用,保证齿轮6压制更加紧密,提高齿轮6整体强度,同时,中模2的型腔7内设置齿轮模8,齿轮模8对应齿轮6齿根601位置的曲线r=0.57*m,通过优化齿轮6齿根601曲线,从而提高齿轮6齿部的抗压强度;冲压完成后进行烧结,烧结工艺分为两步完成,首先进行初次烧结,然后再进行二次烧结,初次烧结温度为700-900℃,二次烧结温度为1200-1400℃,本发明增加初次烧结的目的是便于后期的整形,因为初次烧结的温度控制在700-900℃,在该温度下烧结的胚料硬度较低,通过整形可以对胚料进行微调,保证齿轮6的密度。
[0061]
在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0062]
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0063]
上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips