
 商标分类
商标分类  商标转让
商标转让 
一种多功能不锈钢板材固溶热处理工艺及装置的制作方法
 2021-01-30 01:01:40|
2021-01-30 01:01:40| 465|
465| 起点商标网
起点商标网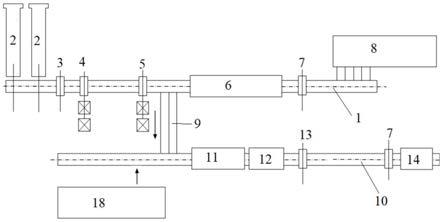
[0001]
本发明涉及一种多功能不锈钢板材固溶热处理工艺,属于不锈钢热处理生产工艺领域。
背景技术:
[0002]
不锈钢板材广泛应用于石油、化工、核电、船舶、机械设备等工业领域以及餐具、厨卫等家居领域,有着广阔的市场前景。奥氏体不锈钢是不锈钢中应用最为广泛的一大类钢种,具有良好的耐热性、耐蚀性,热加工性能好。奥氏体不锈钢板材热轧后需进行固溶处理,不能以热轧状态直接交货。目前奥氏体不锈钢板材固溶处理主要采用离线方式:热轧后的不锈钢板材在冷床上冷却至室温,再进入固溶热处理炉加热到1050~1150℃,并保温一定的时间,使得碳化物和各种合金元素完全均匀地溶解在奥氏体中,然后快速淬火,以改善不锈钢的耐蚀性能,并软化组织,消除加工硬化。不锈钢板材热轧完成后,温度一般高达800℃以上,离线固溶处理必须等待钢板冷却到室温后再重新加热至固溶温度,轧制及热处理的时间通常要花费1天以上,不仅能源消耗大,而且生产周期长,严重制约企业的节能减耗、降本增效。
技术实现要素:
[0003]
(一)要解决的技术问题
[0004]
为了解决现有技术的上述问题,本发明提供一种多功能不锈钢板材固溶热处理工艺,在保留了传统的不锈钢离线固溶处理功能的基础上,新开发了充分利用轧制余热的不锈钢半在线固溶处理功能。
[0005]
(二)技术方案
[0006]
为了达到节能减耗、降本增效的目的,本发明采用的主要技术方案包括:
[0007]
一种多功能不锈钢板材固溶热处理工艺,可同时采用传统的离线固溶处理方式和充分利用轧制余热的新型半在线固溶处理方式进行不锈钢固溶处理,半在线固溶处理方式包括如下步骤:
[0008]
(1)不锈钢板坯通过加热炉加热后保温,进行除磷,去除表面的氧化铁皮,然后经过粗轧和精轧多道次轧制后,轧至目标厚度;
[0009]
(2)需要固溶处理的热轧板,轧制后的高温钢板不冷却,经推钢辊道,由轧钢跨进入热处理跨,直接进入加热炉补热至固溶温度,保温,然后淬火到目标温度;淬火后的钢板进行依次进行抛丸、矫直及酸洗钝化处理。
[0010]
如上所述的多功能不锈钢板材固溶热处理工艺,优选地,在步骤(1)中,所述加热炉加热至1200~1300℃,其保温时间为2~3小时。
[0011]
如上所述的多功能不锈钢板材固溶热处理工艺,优选地,在步骤(2)中,轧制后的钢板保持800℃以上的余热,不冷却直接补热至固溶温度1050~1150℃,保温时间为30s~5min。
[0012]
如上所述的多功能不锈钢板材固溶热处理工艺,优选地,所述淬火采用具有20℃/s以上高冷却强度的射流水冷或淬火机进行。
[0013]
如上所述的多功能不锈钢板材固溶热处理工艺,所述淬火到400℃以下,抑制m
23
c6的析出,从节约水电资源角度出发,优选地,目标终冷温度为300~400℃。
[0014]
如上所述的多功能不锈钢板材固溶热处理工艺,优选地,不锈钢板材为奥氏体不锈钢、马氏体不锈钢、铁素体不锈钢、双相不锈钢及碳钢。
[0015]
一种多功能不锈钢板材固溶热处理装置,其包括加热炉、除磷装置、粗轧机、精轧机、轧后冷却装置、矫直机、固熔热处理炉、淬火机、酸洗设备、推钢轨道,其中,原有轧钢跨上依次设置有加热炉、除磷装置、粗轧机、精轧机、轧后冷却装置、矫直机、酸洗设备,所述推钢轨道设于精轧机之后,推钢轨道连接热处理跨,热处理跨上依次设置有固熔热处理炉、淬火机、抛丸机、矫直机及酸洗设备。
[0016]
该设备同时具备传统的离线固溶处理功能和充分利用轧制余热的新型半在线固溶处理功能。
[0017]
如上所述的不锈钢板材固溶热处理装置,优选地,加设有热处理跨,所述固熔热处理炉、淬火设备、抛丸机、矫直机、酸洗设备依次设于热处理跨上,所述推钢轨道的一端连接原有轧钢跨,另一端连接热处理跨,所述淬火设备采用淬火机。
[0018]
如上所述的不锈钢板材固溶热处理装置,优选地,所述推钢轨道包括第一推钢轨道和第二推钢轨道,第一推钢轨道将不锈钢板材从轧钢跨上推进固熔热处理炉,之后经第二推钢轨道将不锈钢板材退回轧钢跨上,所述轧后冷却装置采用射流水冷设备。
[0019]
(三)有益效果
[0020]
本发明的有益效果是:
[0021]
本发明提供的一种多功能固溶热处理工艺及装置,在满足热处理板材性能的前提下,具有如下优势:
[0022]
(1)利用板材轧制后的余热温度,直接进行热处理,生产能耗节约60%以上,可大幅度节约国家能源,降低生产排放;
[0023]
(2)可将不锈钢板材产品的生产周期由原来的24小时以上,减低至3小时以内,提高了生产效率,大幅度缩短产品生产周期.
[0024]
本发明提供的装置,在不锈钢中厚板轧钢生产线旁设置固溶热处理线,两跨之间通过推钢轨道进行连接。在保留了传统不锈钢热处理功能的情况下,具备了充分利用轧钢余热的半在线固溶热处理功能。半在线固溶模式下,热轧后的钢板不进行冷却,直接通过推钢轨道进入固溶热处理线,也能实现离线处理,实现多功能处理的优点。此外,由于轧制完成后,不锈钢板材中的m
23
c6仅有少量析出或无析出,因此进行短时间的加热保温即可实现合金元素的完全固溶。
附图说明
[0025]
图1为多功能不锈钢固溶热处理装置简图;
[0026]
图2为不锈钢板材半在线固溶热处理装置简图。
[0027]
【附图标记说明】
[0028]
1:轧钢跨;
[0029]
2:加热炉;
[0030]
3:除磷装置;
[0031]
4:粗轧机;
[0032]
5:精轧机;
[0033]
6:轧后冷却装置;
[0034]
7:矫直机;
[0035]
8:成品板材库;
[0036]
9:推钢轨道;
[0037]
10:热处理跨;
[0038]
11:固熔热处理炉;
[0039]
12:淬火机;
[0040]
13:抛丸机;
[0041]
14:酸洗设备;
[0042]
15:第一推钢轨道;
[0043]
16:第二推钢轨道;
[0044]
17:射流水冷设备;
[0045]
18:板材库。
具体实施方式
[0046]
为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。
[0047]
本发明提出的多功能固溶热处理工艺,该工艺同时具备离线固溶处理和半在线固溶处理功能。其中半在线固溶处理功能,可降低不锈钢固溶热处理的生产成本,并缩短生产周期。不锈钢板材在轧制完成后,温度仍会达到800℃以上,本发明充分利用不锈钢板材热轧后的余热,直接补热至固溶温度进行热处理。
[0048]
本发明为实现上述充分利用轧制余热的不锈钢板材半在线固溶工艺,在不锈钢板材轧钢跨旁,设置热处理跨,在不锈钢中厚板轧钢生产线旁设置固溶热处理线,两跨之间通过推钢轨道进行连接,如图1所示。考虑到轧钢生产线的产能高于固溶热处理生产线的产能,可在轧钢跨的两侧各布置一条固溶热处理跨。即多功能固溶热处理的装置包括在原有的轧钢跨1上按前后设置的加热炉2、除磷装置3、粗轧机4、精轧机5、渣后冷却区6、矫直机7,最后进入成品板材库8。在现有装置上加设有推钢轨道9、热处理跨10上依次设有固熔热处理炉11、淬火机12、抛丸机13、矫直机7、酸洗设备14,推钢轨道架设于粗轧机后面,推钢轨道的一端与轧钢跨连接,另一端热处理跨连接。在轧钢跨停产的条件下,热处理跨可以单独运转,采用离线热处理的模式进行生产。
[0049]
该设备在保留了传统的不锈钢离线固溶处理功能的基础上,可充分利用轧钢余热,进行半在线固溶处理。半在线固溶模式下,热轧后的钢板不进行冷却,直接通过推钢轨道进入固溶热处理线,充分利用轧钢的余热进行固溶处理,其主要工艺流程为:连铸坯加热
→
高压水除磷
→
粗轧
→
精轧
→
推钢
→
补热保温
→
水冷淬火
→
喷丸
→
矫直
→
酸洗。
[0050]
该设备还可用于离线固溶模式下,板坯库18中的板坯通过行车吊运至炉前辊道,
然后进入固熔热处理炉11,从室温加热至固溶温度,其主要工艺流程为:冷态板材
→
加热保温
→
水冷淬火
→
喷丸
→
矫直
→
酸洗。
[0051]
本发明上述提供的装置及工艺不仅适用于奥氏体不锈钢的固溶热处理,也适用于马氏体不锈钢、铁素体不锈钢、双相不锈钢及碳钢的连续热处理。为降低投资成本,可将射流水冷、喷丸、矫直及酸洗工序布置在轧钢跨,仅在轧钢跨旁设置固溶热处理炉,轧制后的板材经炉前推钢轨道进入热处理炉,进行补热保温后,再经炉后推钢轨道返回轧钢跨,进行水冷淬火。这种工艺布置下,不锈钢固溶板和非固溶板采用交叉方式组织排产。其中射流水冷系统冷却速率可调,可满足淬火和常规层流冷却工艺需求。设备具体设置为如图2所示,在精轧机5后面设有推钢轨道,推钢轨道设有两条,包括第一推钢轨道16和第二推钢轨道17,两条推钢轨道之间设有固熔热处理炉11,即经过精轧机后的钢板通过第一钢轨道15进入固熔热处理炉11进行加热保温后,经过第二推钢轨道16进行冷却,冷却采用的是射流水冷设备17,之后进行抛丸机13、矫直机7、酸洗设备14,最后进入成品板材库。在半在线固溶模式下不锈钢板材固溶热处理工艺主要按以下步骤:
[0052]
(1)奥氏体不锈钢板坯通过加热炉加热到1200~1300℃左右,保温2小时以上出炉,轧制前进行高温水除磷,去除表面的氧化铁皮,然后经过粗轧和精轧多道次轧制后,轧至目标厚度;
[0053]
(2)需要固溶处理的热轧板,轧制后的高温钢板经推钢辊道,由轧钢跨进入热处理跨,进入固溶热处理炉补热至固溶温度,优选1050~1150℃,保温30s~5min,然后在淬火机中或返回轧钢跨轧后冷却区水冷淬火到目标温度,优选300~400℃;水冷淬火系统配备l1和l2两级自动化控制系统,对淬火终冷目标温度进行精确控制;淬火后的钢板进行依次进行抛丸、矫直及酸洗钝化处理,消除浪型或瓢曲等板形缺陷,提高表面质量;
[0054]
(3)不需要固溶处理的热轧板,轧制后直接进入轧后冷却区冷却至目标终冷温度,经矫直机消除浪型或瓢曲等板形缺陷,然后进入冷床冷却至室温。
[0055]
实施例1
[0056]
一种多功能固溶热处理工艺,按如下步骤进行:
[0057]
(1)厚度为220mm,宽度为1600mm的304奥氏体不锈钢板坯在加热炉中加热至1250℃,保温4小时后出炉;
[0058]
(2)从加热炉出来的钢坯,在高压水除磷的工序后进行粗轧机,开轧温度约为1180℃,经过粗轧机轧制7道次,精轧机轧制3道次,轧制到目标成品厚度,成品尺寸为厚度26mm
×
宽度2500mm,终轧温度约为1060℃;
[0059]
(3)轧制后的钢板由推钢辊道进入热处理跨,在固溶热处理炉中补热至1050℃,并保温2分钟,然后进入淬火机中进行淬火,淬火冷却至320℃;
[0060]
(4)淬火后的不锈钢板首先进入抛丸机进行抛丸处理,清洁钢板表面;然后进行矫直,消除板形缺陷,然后吊运至酸洗槽进行表面酸洗钝化处理。
[0061]
对比例1
[0062]
在现有的离线固溶模式下,主要为以下步骤:
[0063]
(1)将钢板装入加热炉从室温加热至固溶温度,优选1050~1100℃,保温0.5~2小时;
[0064]
(2)水冷淬火到400℃以下;
[0065]
(3)淬火后的钢板进行依次进行抛丸、矫直及酸洗钝化处理,消除浪型或瓢曲等板形缺陷,提高表面质量。
[0066]
具体地,在本对比例中选用(1)厚度为26mm,宽度为2500mm的304奥氏体不锈钢钢板在加热炉中从室温加热至1060℃,并保温40分钟;热处理板材规格与前述轧制后的规格相同,都是厚度26mm
×
宽度2500mm。
[0067]
(2)加热后的钢板出炉后经淬火机水冷淬火,冷却至室温;
[0068]
(3)淬火后的不锈钢板首先进入抛丸机进行抛丸处理,清洁钢板表面;然后进行矫直,消除板形缺陷,然后吊运至酸洗槽进行表面酸洗钝化处理。对实施实例1和对比例1固溶处理后的钢板的显微组织、力学性能及耐蚀性能进行检测,如下表1和表2所示。
[0069]
表1拉伸及硬度性能
[0070][0071]
表2金相组织及耐蚀性能
[0072][0073]
从表中可以看出,半在线固溶处理模式产品的显微组织、力学性能及耐蚀性能,与离线固溶处理模式下的差异不大,均达到了产品标准要求。但半在线固溶模式可充分利用轧制余热,极大的缩短产品生产周期,减低能源消耗,吨钢加热成本降低了约180元。
[0074]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明做其它形式的限制,任何本领域技术人员可以利用上述公开的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips