
 商标分类
商标分类  商标转让
商标转让 
一种活塞浇铸模轴销和浇铸活塞销孔的冷却方法与流程
 2021-01-30 00:01:53|
2021-01-30 00:01:53| 251|
251| 起点商标网
起点商标网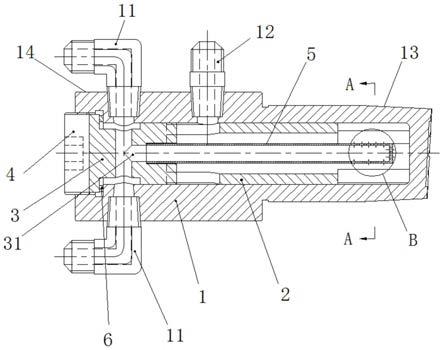
[0001]
本发明涉及浇铸模具技术领域,更具体地说,涉及一种活塞浇铸模轴销。此外,本发明还社涉及一种浇铸活塞销孔的冷却方法。
背景技术:
[0002]
铝合金活塞毛坯铸造时,浇铸模轴销用于成型活塞的活塞销孔,浇铸模轴销的冷却效果决定了活塞销孔周围的金相组织,金相组织决定了活塞销孔的强度,活塞销孔作为活塞上的承重结构,具有较高的强度要求。因此,活塞销孔周围需要良好的金相组织。
[0003]
目前浇铸模轴销一般采用浇铸时通水冷却的方式控制轴销温度,但极易在活塞销孔的下方产生疏松缺陷,造成活塞销孔周围金相组织不合格而使得活塞报废,且通过调整浇铸模轴销的通水冷却参数,不能根本上解决活塞销孔下方的疏松缺陷。
[0004]
现有技术的缺点是浇铸模轴销在进行通水冷却时,对活塞销孔各方向为相同的通水冷却,而活塞销孔下方为接近等截面的结构,故无法在活塞销孔周围形成顺序温度梯度,尤其当活塞销孔下方存在凸台时,极易造成活塞销孔两侧先于活塞销孔下方冷却,造成活塞销孔下方补缩不畅而出现疏松缺陷,导致活塞销孔的金相组织达不到要求而报废。
[0005]
因此,如何解决活塞销孔下方补缩不畅而出现疏松缺陷的问题,是目前本领域技术人员亟待解决的问题。
技术实现要素:
[0006]
有鉴于此,本发明的目的是提供一种活塞浇铸模轴销,避免活塞销孔下方补缩不畅而出现疏松缺陷的现象,确保活塞销孔金相组织合格。
[0007]
本发明的另一目的是提供一种采用上述活塞浇铸模销轴的浇铸活塞销孔的冷却方法。
[0008]
为了实现上述目的,本发明提供如下技术方案:
[0009]
一种活塞浇铸模轴销,包括轴销本体、所述轴销本体上设有冷却孔、以及与所述冷却孔连通的进水口与出水口,所述轴销本体一端为连通于所述冷却孔的敞口端、另一端为用于浇铸活塞销孔的成型端,所述冷却孔的内壁插装有隔水管,所述隔水管在位于所述成型端处的上部与下部均设有切口,以使所述隔水管的侧部形成弧型侧板,所述弧型侧板用于挡住所述成型端处的所述冷却孔侧部的内壁;所述敞口端插装有分水器,所述分水器内设有与所述进水口连通的分水孔,所述分水孔的出水端连接有用于将冷却水引流至所述成型端的水管。
[0010]
优选的,所述隔水管固定连接于所述分水器,且所述隔水管在对应所述出水口处设有供冷却水流出的开口。
[0011]
优选的,所述分水器与所述冷却孔之间设有密封圈,所述敞口端设有用于压紧固定所述分水器的轴销螺纹盖。
[0012]
优选的,所述分水器与隔水管螺纹连接。
[0013]
优选的,所述水管的出水端为封闭管,所述封闭管的端部设有端部通水孔,所述封闭管的上部设有正对所述切口的上部通水孔,所述封闭管的下部设有正对所述切口的下部通水孔。
[0014]
优选的,所述隔水管在位于所述成型端处的上部的为第一切口,所述隔水管在位于所述成型端处的下部的为第二切口,所述第一切口宽度沿所述隔水管圆周方向的宽度大于所述第二切口沿所述隔水管圆周方向的宽度。
[0015]
优选的,所述上部通水孔的数量大于所述下部通水孔的数量,所述下部通水孔的数量大于所述端部通水孔的数量。
[0016]
一种浇铸活塞销孔的冷却方法,包括:
[0017]
步骤s1、当浇入铝液完毕时,经预设时间x秒后,向所述进水口持续注入冷却水达预设时间y秒;
[0018]
所述浇入铝液为向上述任一项所述的活塞浇铸模轴销组成的模具浇入铝液,所述进水口为所述的活塞浇铸模轴销的进水口;
[0019]
步骤s2、当冷却水注入完毕时,经预设时间t秒后,向所述进水口持续冲入压缩空气u秒,以吹走冷却孔内的蓄水。
[0020]
优选的,步骤s1与s2之间还包括:经预设时间xn秒后,再次向所述冷却孔持续注入冷却水达预设时间yn秒。
[0021]
优选的,所述进水口与所述出水口均连接单向阀。
[0022]
本发明所提供的活塞浇铸模轴销,在轴销本体的冷却孔内设置隔水管,利用隔水管上的弧形侧板遮住成型端处的冷却孔两侧的内壁,从而使冷却水对活塞销孔两侧的冷却速度慢于对活塞销孔下部的冷却速度,在活塞销孔周围形成温度梯度,保证活塞销孔两侧未凝固的铝液及时对最先凝固活塞销孔下部进行补缩,活塞销孔上部为活塞厚大部位,总是会最后凝固,从而解决活塞销孔下方疏松问题,确保活塞销孔金相组织合格。
[0023]
另外,从轴销本体的进水口进入的冷却水,经分水器、水管后最先进入成型端处的冷却孔内,避免冷却水直接接触温度较高的轴销本体的其他部位,使冷却水直接对成型端进行冷却降温,而保证冷却效果。
附图说明
[0024]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0025]
图1为本发明所提供活塞浇铸模轴销具体实施例的剖视示意图;
[0026]
图2为图1中a-a的剖视示意图;
[0027]
图3为图1中b部分的放大示意;
[0028]
图4为隔水管的剖视示意图;
[0029]
图5为隔水管的俯视示意图;
[0030]
图6为隔水管的侧视示意图;
[0031]
图7为冷却水流动路线的示意图。
[0032]
其中,1-轴销本体、11-进水口、12-出水口、13-成型端、14-敞口端、2-隔水管、21-弧形侧板、22-第一切口、23-第二切口、24-开口、3-分水器、31-分水孔、4-轴销螺纹盖、5-水管、51-上部通水孔、52-端部通水孔、53-下部通水孔、6-密封圈、7-单向阀。
具体实施方式
[0033]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0034]
本发明的核心是提供一种活塞浇铸模轴销,避免活塞销孔下方补缩不畅而出现疏松缺陷的现象,确保活塞销孔金相组织合格。
[0035]
本发明的另一核心是提供一种采用上述活塞浇铸模销轴的浇铸活塞销孔的冷却方法。
[0036]
请参考图1至图7,图1为本发明所提供活塞浇铸模轴销具体实施例的剖视示意图;图2为图1中a-a的剖视示意图;图3为图1中b部分的放大示意;图4为隔水管的剖视示意图;图5为隔水管的俯视示意图;图6为隔水管的侧视示意图;图7为冷却水流动路线的示意图。
[0037]
本发明所提供的活塞浇铸模轴销,包括轴销本体1、轴销本体1上设有冷却孔、以及与冷却孔连通的进水口11与出水口12,轴销本体1一端为连通于冷却孔的敞口端14、另一端为用于浇铸活塞销孔的成型端13,其特征在于:冷却孔的内壁插装有隔水管2,隔水管2在位于成型端13处的上部与下部均设有切口,以使隔水管2的侧部形成弧型侧板,弧型侧板用于挡住成型端13处的冷却孔侧部的内壁;敞口端14插装有分水器3,分水器3内设有与进水口11连通的分水孔31,分水孔31的出水端连接有用于将冷却水引流至成型端13的水管5。
[0038]
其中,轴销本体1为组成活塞浇铸模具的组件,轴销本体1上设有用于冷却的冷却孔,以及与冷却孔连通的进水口11和出水孔,且该冷却孔与轴销本体1的一端贯通,即轴销本体1的一端为连通于冷却孔的敞口端14,轴销本体1的另一端为用于浇筑活塞销孔的成型端13,即轴销本体1与其他模具组成活塞浇铸模具,活塞销孔在轴销本体1的成型端13浇铸成型。
[0039]
冷却孔的内壁上插装有隔水管2,如图4-6所示,隔水管2为管状结构,隔水管2的插装在冷却孔内,且位于成型端13处的隔水管2的上部与下部均设有切口,以使隔水管2在成型端13对应的冷却孔内形成两块弧型侧板,弧形侧板21可挡住成型端13处的冷却孔侧部的内壁,同时切口能够使成型端13处的冷却孔上部与下部的内壁露出。
[0040]
如此,向冷却孔内注入冷却水后,由于成型端13处的冷却孔两侧的内壁被弧形侧板21挡住,冷却孔两侧对成型端13外侧的活塞销孔冷却速度较慢,活塞销孔两侧慢于下方的冷却速度,使活塞销孔的下方最先凝固,活塞销孔两侧凝固速度次之,以保证活塞销孔两侧未凝固的铝液及时对最先凝固活塞下方进行补缩。
[0041]
需要说明的是,补缩是指,液体凝固后体积会缩小,若上部液体凝固的时间晚于下部液体凝固的时间,则下部液体凝固后的体积会缩小并与模具产生缝隙,未凝固的上部液体会自动向下流,以补充下部液体由于凝固冷却而与模具产生的间隙,从而避免先凝固的液体出现疏松缺陷,保证成型产品的金相组织。
[0042]
由于活塞销孔的中下部为等宽的环形结构,即存在接近等截面的结构,在正常冷却的过程中,活塞的中下部各处由于其体积大致相同,因此会同时冷却凝固,本发明利用弧形侧板21遮住冷却孔两侧的内壁,从而使冷却水对活塞销孔两侧的冷却速度慢于活塞销孔下部的冷却速度,从而保证活塞销孔两侧未凝固的铝液及时对最先凝固活塞销孔下部进行补缩。活塞销孔上部为活塞厚大部位,总是会最后凝固,从而解决活塞销孔下方疏松问题,确保活塞销孔金相组织合格。
[0043]
轴销本体1的敞口端14处插装有分水器3,分水器3起到密封冷却孔的作用,同时分水器3内设有与进水口11连通的分水孔31,分水孔31的出水端连接有水管5,用于将冷却水引流至成型端13,以使进水口11进入的冷却水经分水器3、水管5后最先进入成型端13处的冷却孔内,避免直接接触温度较高的轴销本体1的其他部位,直接对成型端13进行冷却降温,而保证冷却效果。
[0044]
本发明所提供的活塞浇铸模轴销,在轴销本体1的冷却孔内设置隔水管2,利用隔水管2上的弧形侧板21遮住成型端13处的冷却孔两侧的内壁,从而使冷却水对活塞销孔两侧的冷却速度慢于对活塞销孔下部的冷却速度,在活塞销孔周围形成温度梯度,保证活塞销孔两侧未凝固的铝液及时对最先凝固活塞销孔下部进行补缩,活塞销孔上部为活塞厚大部位,总是会最后凝固,从而解决活塞销孔下方疏松问题,确保活塞销孔金相组织合格。
[0045]
另外,从轴销本体1的进水口11进入的冷却水,经分水器3、水管5后最先进入成型端13处的冷却孔内,避免冷却水直接接触温度较高的轴销本体1的其他部位,使冷却水直接对成型端13进行冷却降温,而保证冷却效果。
[0046]
在上述实施例的基础之上,作为一种优选,隔水管2固定连接于分水器3,且隔水管2在对应出水口12处设有供冷却水流出的开口24。
[0047]
本实施例中,将隔水管2与分水器3固定连接,以防止隔水管2在使用的过程中转动,从而保证冷却水对活塞销孔两侧的冷却速度慢于对活塞销孔下部的冷却速度。
[0048]
在上述实施例的基础之上,考虑到分水器3的具体设置方式,作为一种优选,分水器3与冷却孔之间设有密封圈6,敞口端14设有用于压紧固定分水器3的轴销螺纹盖4。以保证分水器3固定与密封的可靠性。
[0049]
在上述实施例的基础之上,考虑到分水器3与隔水管2的具体连接方式,作为一种优选,分水器3与隔水管2螺纹连接。当然,分水器3与隔水管2还可通过其他的方式连接,例如,焊接等。
[0050]
在上述任意实施例的基础之上,作为一种优选,水管5的出水端为封闭管,封闭管的端部设有端部通水孔52,封闭管的上部设有正对切口的上部通水孔51,封闭管的下部设有正对切口的下部通水孔53。
[0051]
本实施例中,将水管5的出水端设为封闭管,并在封闭管的端部设置端部出水孔,同时在封闭管的上部与下部分别设置正对切口的侧部上部出水孔与下部通水孔53,以使水管5中冷却水从上部通水孔51与下部通水孔53冲出后,直接冲至冷却孔上部与下部的内壁,从而进一步提高活塞销孔下部相对侧部的冷却速度,使补缩的效果更好。
[0052]
在上述实施例的基础之上,作为一种优选,隔水管2在位于成型端13处的上部的为第一切口22,隔水管2在位于成型端13处的下部的为第二切口23,第一切口22宽度沿隔水管2圆周方向的宽度大于第二切口23沿隔水管2圆周方向的宽度。
[0053]
本实施例中,考虑到活塞销孔上部为活塞厚大部位,总是会最后凝固,因此将隔水管2上部的第一切口22设置为大于下部的第二切口23的结构,以保证活塞销孔上部的凝固速度。
[0054]
在上述实施例的基础之上,为进一步提高活塞销孔上部的凝固速度,作为一种优选,上部通水孔51的数量大于下部通水孔53的数量,下部通水孔53的数量大于端部通水孔52的数量。因为活塞销孔上方是厚大部位,需要快速冷却,故上部通水孔51最多最大,以确保冷却效果。下部通水孔53的数量大于端部通水孔52的数量,可进一步提高活塞销孔下部相对侧部的冷却速度。
[0055]
此外,本发明还提供了一种浇铸活塞销孔的冷却方法,包括:
[0056]
步骤s1、当浇入铝液完毕时,经预设时间x秒后,向进水口持续注入冷却水达预设时间y秒;
[0057]
其中,浇入铝液为向上述任一项的活塞浇铸模轴销组成的模具浇入铝液,进水口为活塞浇铸模轴销的进水口;
[0058]
步骤s2、当冷却水注入完毕时,经预设时间t秒后,向进水口持续冲入压缩空气u秒,以吹走冷却孔内的蓄水。
[0059]
在上述实施例的基础之上,作为一种优选,步骤s1与s2之间还包括:经预设时间xn秒后,再次向冷却孔持续注入冷却水达预设时间yn秒。
[0060]
在上述实施例的基础之上,作为一种优选,进水口11与出水口12均连接单向阀7。本实施例中,在进水口11与出水口12设置单向阀7,用于避免回水回气现象。
[0061]
本发明所提供的浇铸活塞销孔的冷却方法,用于活塞浇铸的过程中,采用上述任一项活塞浇铸模轴销组成的模具进行浇铸,向模具中浇入铝液,当浇入铝液完毕后,先等待x秒,再通水y秒,在等待z秒开模,当然也可以等待xn秒后,再次进行二次通水yn秒,再等待zn秒开模,具体根据活塞结构确定。
[0062]
当轴销中通入冷却水完毕后,经预设时间t秒后,打开压缩空气阀门,向轴销中冲入压缩空气u秒,以吹走冷水孔中的蓄水,避免轴销本体1在通水冷却结束后,轴销本体1的蓄水继续对轴销降温,造成轴销本体1温度过低,导致后续浇注活塞出现活塞销孔冷隔缺陷。
[0063]
即本发明所提供的浇铸活塞销孔的冷却方法,在每个浇铸循环中,轴销本体1先通水对活塞销孔定向定速冷却,再通压缩空气吹干轴销中的蓄水,以保证轴销本体1不至于过冷,以解决活塞销孔冷隔缺陷的问题。
[0064]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0065]
以上对本发明所提供活塞浇铸模轴销和浇铸活塞销孔的冷却方法进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips