
 商标分类
商标分类  商标转让
商标转让 
一种制备金属制件的间接成型方法与流程
 2021-01-30 00:01:18|
2021-01-30 00:01:18| 356|
356| 起点商标网
起点商标网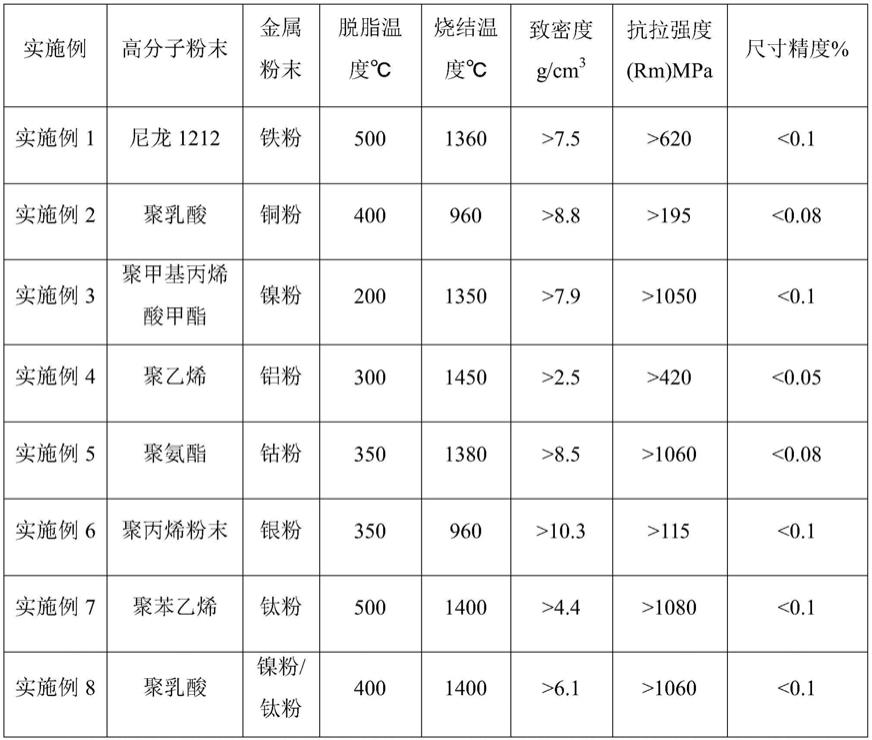
[0001]
本发明属于增材制造技术领域,具体涉及一种制备金属制件的间接成型方法。
背景技术:
[0002]
选择性激光烧结技术是目前一种常用的快速成型技术,该技术容许不使用工具加工而只需建立目标零件的计算机三维模型,然后用分层软件将三维模型进行切片处理,将粉末铺到工作缸,然后加热到一定温度,最后通过激光烧结粉末的多个叠层获得三维实体。
[0003]
选择性激光烧结技术直接应用到快速制造金属零件,但这种技术虽然可以使金属零件形坯接近理论密度而备受关注,但是由于解决烧结过程中金属的热应力,所以需要在打印过程中制件加支撑。受限于激光能量问题,导致打印的速度比较慢,对大规模批量制造是一个挑战。同时为了解决烧结过程金属飞溅的残渣,需要采用应该的风场,导致选择性激光烧结的金属机的要求非常高。
[0004]
通过采用金属粉末与高分子粉末共混后,在co2激光器的选择性激光烧结设备烧结高分子粉末,得到以高分子粉末作为粘结的金属原型胚件,然后在经过脱脂,高温烧结,得到金属制件。这种工艺的优势在于,对设备要求低,金属原型胚件无需支撑,同时制件速度快等优势,但是由于为了更好的金属粉末粘结,需要加入大量的高分子粉末,导致金属粉末形坯中金属粉末之间并没有达到真正的冶金结合,而是靠粘结作用相联系,真正达到冶金结合必须通过系列的后处理工艺提高其致密度和机械性能。经过处理后的金属制件依然存在孔隙,致密度不高。
技术实现要素:
[0005]
本发明提供一种通过选择性激光烧结间接法制造金属制件的方案。通过将金属粉末与少量的高分子共混,得到金属/高分子复合粉末,再采用以光纤激光器作为激光来源的选择激光烧结设备上进行烧结,得到金属原形胚件。金属原形胚件,通过脱脂,再高温烧结得到金属零件,由于高分子粉末较少,原形胚件中金属粉末含量更高,经过后处理后,金属零件致密度高,性能优异。
[0006]
本发明提供一种制备金属制件的间接成型方法,包括以下步骤:
[0007]
(1)将体积份数比为1~5∶95~99的高分子粉末和金属粉末共混均匀,制得金属复合粉末材料;
[0008]
(2)将所述金属复合粉末材料放入以光纤激光器为光源的选择性激光烧结设备中进行烧结,制得金属原型胚件,烧结的工艺具体为:铺设层厚为0.1~0.2mm的金属复合粉末材料,将所述金属复合粉末材料预热至设定温度,所述设定温度比高分子粉末的熔点低10~150℃;
[0009]
(3)将所述金属原型胚件放入惰气烧结炉,进行脱脂烧结得到金属制件。
[0010]
作为本发明的进一步优选方案,所述金属粉末为铁粉、铜粉、镍粉、铝粉、钴粉、钛粉和银粉中的一种或几种。
[0011]
作为本发明的进一步优选方案,所述金属粉末的平均粒径为1~50μm。
[0012]
作为本发明的进一步优选方案,所述高分子粉末为聚乳酸、聚甲基丙烯酸甲酯、聚酰胺粉末、聚乙烯粉末、聚氨酯粉末、聚丙烯粉末或聚苯乙烯粉末。
[0013]
作为本发明的进一步优选方案,所述高分子粉末的平均粒径为40~80μm。
[0014]
作为本发明的进一步优选方案,所述光纤激光器的光源波长为500~2000nm。
[0015]
作为本发明的进一步优选方案,所述光纤激光器的额定功率为200~2000w。
[0016]
作为本发明的进一步优选方案,所述脱脂烧结的工艺参数为:脱脂温度200~500℃,保温时间2~10h,烧结温度700~3500℃,保温时间1~10h。
[0017]
作为本发明的进一步优选方案,所述高分子复合粉末材料的平均粒径为40~75μm。
[0018]
本发明提供的一种金属间接成型法制备金属制件的方法,具有以下有益效果:
[0019]
(1)一种选择性激光烧结间接制备金属零件的方法,只需要极少的高分子添加剂,可制备得到较好性能的原型胚件;再通过脱脂后,得到性能良好的金属制件,由于极少的高分子添加剂,使得的脱脂后的金属制件致密度高,性能好,尺寸精准度高。
[0020]
(2)这种制备金属的方案,不用支撑,快速成型,制备时间短。
具体实施方式
[0021]
为了让本领域的技术人员更好地理解并实现本发明的技术方案,以下通过具体实施例的形式对本发明的技术方案做进一步详细说明,在以下实施例中,所列的份数均为体积份数。
[0022]
实施例一
[0023]
步骤一:将2份平均粒径为60μm的尼龙1212粉末与98份平均粒径为25μm的铁粉末加入到搅拌设备中,进行物理混合均匀;
[0024]
步骤二:将上述制好的铁粉与尼龙1212的复合粉末,放入到采用波长400nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围500w,采用层厚为0.15mm,将铁粉与尼龙1212的复合粉末加热到烧结温度135℃,尼龙1212粉末的熔点以下53℃,然后用烧结的功率300w的激光将粉末熔化,烧结的线间距为0.3mm制备得到铁原型烧结胚件。
[0025]
步骤三:脱脂烧结实验使用惰气烧结炉,将铁原型烧结胚件放入到烧结炉中,第一阶段脱脂温度500℃,保温时间5h;第二阶段烧结温度1360℃,保温时间3h,惰性气体保护。最后冷却得到铁金属制件。
[0026]
实施例二
[0027]
步骤一:将1份平均粒径为40μm的聚乳酸粉末与99份平均粒径为1μm的铜粉末加入到搅拌设备中,进行物理混合均匀;
[0028]
步骤二:将上述制好的铜粉与聚乳酸的复合粉末,放入到采用波长500nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围2000w,采用层厚为0.1mm,将铜粉与聚乳酸的复合粉末加热到烧结温度100℃,聚乳酸粉末的熔点以下55℃,然后用烧结的功率2000w的激光将粉末熔化,烧结的线间距为0.5mm制备得到铜原型烧结胚件。
[0029]
步骤三:脱脂烧结实验使用惰气烧结炉,将铜原型烧结胚件放入到烧结炉中,第一阶段脱脂温度400℃,保温时间2h;第二阶段烧结温度960℃,保温时间1h,惰性气体保护。最后冷却得到铜金属制件。
[0030]
实施例三
[0031]
步骤一:将2份平均粒径为50μm的聚甲基丙烯酸甲酯粉末与98份平均粒径为10μm的镍粉末加入到搅拌设备中,进行物理混合均匀;
[0032]
步骤二:将上述制好的镍粉与聚甲基丙烯酸甲酯的复合粉末,放入到采用波长600nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围100w,采用层厚为0.12mm,将镍粉与聚甲基丙烯酸甲酯的复合粉末加热到烧结温度90℃,聚甲基丙烯酸甲酯粉末的熔点以下60℃,然后用烧结的功率800w的激光将粉末熔化,烧结的线间距为0.4mm制备得到镍原型烧结胚件。
[0033]
步骤三:脱脂烧结实验使用惰气烧结炉,将镍原型烧结胚件放入到烧结炉中,第一阶段脱脂温度200℃,保温时间4h;第二阶段烧结温度1350℃,保温时间1h,惰性气体保护。最后冷却得到镍金属制件。
[0034]
实施例四
[0035]
步骤一:将3份平均粒径为60μm的聚乙烯粉末与97份平均粒径为20μm的铝粉末加入到搅拌设备中,进行物理混合均匀;
[0036]
步骤二:将上述制好的铝粉与聚乙烯的复合粉末,放入到采用波长800nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围800w,采用层厚为0.14mm,将铝粉与聚乙烯的复合粉末加热到烧结温度32℃,聚苯乙烯粉末的熔点以下100℃,然后用烧结的功率800w的激光将粉末熔化,烧结的线间距为0.3mm制备得到铝原型烧结胚件。
[0037]
步骤三:脱脂烧结实验使用惰气烧结炉,将铝原型烧结胚件放入到烧结炉中,第一阶段脱脂温度300℃,保温时间6h;第二阶段烧结温度1450℃,保温时间3h,惰性气体保护。最后冷却得到铝金属制件。
[0038]
实施例五
[0039]
步骤一:将4份平均粒径为70μm的聚氨酯粉末与96份平均粒径为30μm的钴粉末加入到搅拌设备中,进行物理混合均匀;
[0040]
步骤二:将上述制好的钴粉与聚氨酯的复合粉末,放入到采用波长900nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围500w,采用层厚为0.15mm,将钴粉与聚氨酯的复合粉末加热到烧结温度30℃,聚氨酯粉末的熔点以下111℃,然后用烧结的功率400w的激光将粉末熔化,烧结的线间距为0.2mm制备得到钴原型烧结胚件。
[0041]
步骤三:脱脂烧结实验使用惰气烧结炉,将钴原型烧结胚件放入到烧结炉中,第一阶段脱脂温度350℃,保温时间8h;第二阶段烧结温度1380℃,保温时间5h,惰性气体保护。最后冷却得到钴金属制件。
[0042]
实施例六
[0043]
步骤一:将5份平均粒径为80μm的聚丙烯粉末与95份平均粒径为50μm的银粉末加入到搅拌设备中,进行物理混合均匀;
[0044]
步骤二:将上述制好的银粉与聚丙烯的复合粉末,放入到采用波长1060nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围500w,采用层厚为0.16mm,将银粉与聚丙烯的复合粉末加热到烧结温度35℃,聚丙烯粉末的熔点以下120℃,然后用烧结的功率300w的激光将粉末熔化,烧结的线间距为0.1mm制备得到银原型烧结胚件。
[0045]
步骤三:脱脂烧结实验使用惰气烧结炉,将银原型烧结胚件放入到烧结炉中,第一阶段脱脂温度350℃,保温时间10h;第二阶段烧结温度960℃,保温时间7h,惰性气体保护。最后冷却得到银金属制件。
[0046]
实施例七
[0047]
步骤一:将2份平均粒径为60μm的聚苯乙烯粉末与98份平均粒径为25μm的钛粉末加入到搅拌设备中,进行物理混合均匀;
[0048]
步骤二:将上述制好的钛粉与聚苯乙烯的复合粉末,放入到采用波长1080nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围200w,采用层厚为0.1mm,将钛粉与聚苯乙烯的复合粉末加热到烧结温度62℃,聚苯乙烯粉末的熔点以下150℃,然后用烧结功率200w的激光将粉末熔化,烧结的线间距为0.1mm制备得到钛原型烧结胚件。
[0049]
步骤三:脱脂烧结实验使用惰气烧结炉,将钛原型烧结胚件放入到烧结炉中,第一阶段脱脂温度500℃,保温时间6h;第二阶段烧结温度1400℃,保温时间10h,惰性气体保护。最后冷却得到钛金属制件。
[0050]
实施例八
[0051]
步骤一:将4份平均粒径为60μm的聚乳酸粉末与48份平均粒径为20μm的钛粉与48份平均粒径为30μm的镍粉加入到搅拌设备中,进行物理混合均匀;
[0052]
步骤二:将上述制好的钛粉、镍粉与聚乳酸的复合粉末,放入到采用波长405nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围1000w,采用层厚为0.2mm,将钛镍粉与聚乳酸的复合粉末加热到烧结温度100℃,聚乳酸粉末的熔点以下55℃,然后用烧结的功率800w的激光将粉末熔化,烧结的线间距为0.3mm制备得到钛镍原型烧结胚件。
[0053]
步骤三:脱脂烧结实验使用惰气烧结炉,将钛镍原型烧结胚件放入到烧结炉中,第一阶段脱脂温度400℃,保温时间6h;第二阶段烧结温度1400℃,保温时间8h,惰性气体保护。最后冷却得到钛镍金属制件。
[0054]
将实施例一至八所制备的工件进行性能测试,性能参数如表1所示。
[0055]
表1对比例和实施例的工件性能参数表
[0056][0057]
本发明以光纤激光器作为激光能量来源,金属与高分子的复合粉末中,金属吸收激光能量后发热,热量传递到高分子粉末上,高分子粉末被熔化。由于在混合粉末中,高分子粉末体积占比较小,但是由于光纤激光能量密度又不足以使得金属粉末完全熔化,所以高分子将以粘结剂的形式存在于金属粉末中。也是由于金属粉末传递热量,高分子粉末能被更充分的熔化,所以少量的高分子粘结剂就能知道就有一定强度的金属原型胚件,其中原型胚件的强度和高分子材料本身性能有关。高分子粘结剂被熔化后会粘性流动并且粘接金属粉末颗粒表面,在细作用下高分子粘结剂会填充金属粉末颗粒孔隙,而金属颗粒由于液体表面张力的原因,彼此距离被拉近而发生位置重构。
[0058]
在脱脂和烧结过程中,由于在金属高分子的复合粉末材料中高分子粉末占比较少,所以在脱脂过程中,金属粉末之间的烧结颈越少,有利于试样在烧结过程中致密化越高。基于热力学理论,在烧结炉中,脱脂试样高温烧结阶段整个系统的自由能变小,自由能的减小是烧结过程的驱动力,可以形成致密的烧结制件。
[0059]
金属零件的尺寸精度是制件的一个重要性能。由于高分子粉末只占了整个原型胚件一小部分,所以在脱脂和烧结后,烧结的制件的精度比较高。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips