
 商标分类
商标分类  商标转让
商标转让 
基于极坐标玻璃磨边机恒线速度磨削加工方法与流程
 2021-01-30 00:01:48|
2021-01-30 00:01:48| 389|
389| 起点商标网
起点商标网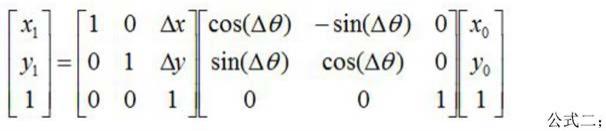
[0001]
本发明涉及玻璃加工技术领域,尤其是基于极坐标玻璃磨边机恒线速度磨削加工方法。
背景技术:
[0002]
玻璃磨边机是玻璃生加工设备中产生用量最大的设备之一,它通过砂轮对玻璃进行磨边,制作一些特殊形状的玻璃制品。目前玻璃磨边机可以大体分为三类:手工磨边机、靠模磨边机和数控磨边机。一般的数控磨边机可以分为极坐标型和直角坐标型两种。极坐标型玻璃磨边机的刀具一般为磨削砂轮,砂轮在x轴做直线切削运动,加工玻璃在c轴做旋转运动,通过两轴联动进行加工。
[0003]
现有的极坐标型玻璃磨边机主要由工作台旋转进行加工,固然对玻璃毛坯的摆放位置有严格的要求,通过人工装夹,容易导致位置的偏差影响玻璃加工的精度,对装夹人员技术有着严格要求。一般极坐标玻璃磨边机为恒角速度旋转,不能保证切削速度恒定,当切削速度过快时,导致玻璃的表面粗糙度过大,废品率上升。也有通过pid调节达到恒力矩磨削的方法,对于异形玻璃难以实现快速、及时跟踪也无法保证玻璃加工精度。
技术实现要素:
[0004]
本发明提出基于极坐标玻璃磨边机恒线速度磨削加工方法,采用光栅位移传感器实现异形轮廓的绘制,可实现任意形状玻璃毛坯的加工,且通过算法实现了玻璃磨边机恒线速度切削。
[0005]
本发明采用以下技术方案。
[0006]
基于极坐标玻璃磨边机恒线速度磨削加工方法,可用于砂轮磨削加工玻璃毛坯工件边沿时的控制,所述加工方法包括控制模块、工作台、砂轮和数据采集系统的使用,所述数据采集系统与固定工作台处的光栅传感器相连,具体包括以下步骤;
[0007]
步骤一、把玻璃毛坯工件固定于工作台处,光栅传感器的探测方向朝向工件边沿,工作台以恒角速度驱动工件在c轴做旋转运动,使光栅位移传感器扫描工件边沿;
[0008]
步骤二、数据采集系统通过实时读取光栅位移传感器的数据信号,来获取工件边沿各扫描点与光栅位移传感器之间的距离并将其转换为极坐标系下的点坐标(ρ,θ),形成用于表述工件边沿运动轨迹的扫描点数据集;
[0009]
步骤三、根据扫描点数据集表述的工件边沿运动轨迹生成加工代码控制砂轮转速,对旋转状态的工件边沿进行恒线速磨削。
[0010]
所述砂轮由伺服电机驱动,在步骤三中,控制模块对扫描点数据集表述的工件边沿运动轨迹进行处理,自动生成加工代码,通过运动控制卡控制伺服电机,从而实现恒线速磨削。
[0011]
控制模块对扫描点数据集表述的工件边沿运动轨迹进行处理的方法包括坐标转化、曲线拟合或二分法。
[0012]
当控制模块对工件边沿运动轨迹进行处理时,先将极坐标上的点(ρ,θ)转化为直角坐标系上的点(x,y)。初步得到玻璃的外形轮廓的点集合
[0013]
然后将理论轮廓线转化为实际轮廓线,让理论轮廓线与实际轮廓线重合。
[0014]
所述理论轮廓线转化为实际轮廓线的方法为;
[0015]
首先设δx、δy、δθ为实际轮廓线与理论轮廓线的位置偏差,p0为理论轮廓线上的点,坐标为(x0,y0)p1为实际轮廓线上的点,坐标为(x1,y1),点(x0,y0)通过平移、旋转转化为点(x1,y1),计算公式如下:
[0016][0017]
然后以点(x1,y1)进行曲线拟合以得到实际的玻璃毛坯工件的玻璃轮廓,在曲线拟合时采用三次均匀b样条曲线以保证轮廓的光滑性,以适合玻璃毛坯工件的轮廓数据点特点,在通过曲线拟合得到玻璃轮廓后,以b样条曲线的矩阵方程计算得出玻璃轮廓任意点的对应坐标。
[0018]
所述以b样条曲线的矩阵方程计算得出玻璃轮廓任意点的对应坐标,其方法为;
[0019]
通过二分法把轮廓平分为微小的线段,求出每个点的坐标;设p
0 p1为任意相邻的两个点,θ为两个点的夹角当角θ趋近于零时sinθ≈θ;l为两点之间的长度,l
v
为单位时间磨削点移动的长度;
[0020]
首先取进行弧长计算
[0021]
当时取进行计算
[0022]
当时取进行计算
[0023]
以此类推,当|l
i-l
v
|<ε时得到极坐标(p
i
,θ
i
),再通过相同的步骤得到其它点坐标。
[0024]
在步骤三中,砂轮在x轴做直线切削运动,通过二分法已经将玻璃轮廓进行等分,获得等分点集合,从而推导得到砂轮回转中心的运动轨迹点集合,对点进行处理实现恒线速度控制;其方法为,设r为砂轮半径、o为工作台回转中心、o
1 o2为砂轮的回转中心,δ为磨削点相对工作台回转中心转过的角度、θ为o2相对工作台回转中心转过的角度;
[0025]
玻璃毛坯工件轮廓极坐标用(ρ,δ)表示将极坐标转化为直角坐标x=ρcos(δ)y=ρsin(θ)a点的斜率为
[0026]
o2的坐标可以表示为:
[0027]
[0028]
s为x轴移动距离、θ为c轴旋转的角度,将直角坐标上的点(x1,y1)转化为极坐标上的点(s,θ)。
[0029][0030]
最终获得砂轮回转中心运动的点集合,进行处理自动生成加工代码,通过运动控制卡控制伺服电机实现恒线速度控制。
[0031]
所述磨削加工方法用于玻璃磨边机床,所述机床的作业动作的坐标轴包括用于旋转动作的c轴、用于直线动作的x轴和用于直线动作的z轴,机床以x轴和c轴的动作联动磨削玻璃毛坯工件边沿,通过光栅位移传感器对毛坯的外形轮廓进行测量。
[0032]
机床以z轴的动作磨削玻璃毛坯工件边沿的倒角。
[0033]
本发明专利实现了玻璃磨边机恒线速度磨削,采用光栅位移传感器,通过测量来获取玻璃轮廓和当前的位置,可实现任意形状玻璃毛坯的加工。采用的定位方式,实现理论轮廓线和实际轮廓线重合,大大提高加工精度,算法具有可靠、精确、易实现的特点,满足玻璃磨边机恒线速度磨削。
[0034]
本发明采用光栅位移传感器实现异形轮廓的绘制,可实现任意形状玻璃毛坯的加工;同时采用坐标变换,可避免人工装夹导致的位置偏差影响加工精度。
[0035]
与现有技术相比,本发明具有如下优点
[0036]
(1)加工的玻璃毛坯的形状和位置是未知的,采用光栅位移传感器,通过测量来获取玻璃轮廓和当前的位置,可实现任意形状玻璃毛坯的加工。
[0037]
(2)采用坐标的变换,实现理论轮廓线和实际轮廓线重合,大大提高加工精度。
[0038]
(3)通过对玻璃毛坯轨迹的处理保证表面粗糙度,算法具有可靠、精确、易实现的特点,满足磨边机恒线速度磨削。
附图说明
[0039]
下面结合附图和具体实施方式对本发明进一步详细的说明:
[0040]
附图1是数据采集系统所获取极坐标上的点(ρ,θ)的坐标示意图;
[0041]
附图2是极坐标上的点(ρ,θ)转化为直角坐标系上的点(x,y)的示意图;
[0042]
附图3是实际轮廓线与理论轮廓线的位置偏差的示意图;
[0043]
附图4是通过曲线拟合后的玻璃毛坯工件轮廓的示意图;
[0044]
附图5是通过二分法求解玻璃毛坯工件轮廓上的点坐标的示意图;
[0045]
附图6是推导砂轮回转中心的运动轨迹点的示意图;
[0046]
图中:1-玻璃毛坯工件;2-砂轮。
具体实施方式
[0047]
如图所示,基于极坐标玻璃磨边机恒线速度磨削加工方法,可用于砂轮2磨削加工玻璃毛坯工件1边沿时的控制,所述加工方法包括控制模块、工作台、砂轮和数据采集系统的使用,所述数据采集系统与固定工作台处的光栅传感器相连,具体包括以下步骤;
[0048]
步骤一、把玻璃毛坯工件固定于工作台处,光栅传感器的探测方向朝向工件边沿,
工作台以恒角速度驱动工件在c轴做旋转运动,使光栅位移传感器扫描工件边沿;
[0049]
步骤二、数据采集系统通过实时读取光栅位移传感器的数据信号,来获取工件边沿各扫描点与光栅位移传感器之间的距离并将其转换为极坐标系下的点坐标(ρ,θ),形成用于表述工件边沿运动轨迹的扫描点数据集;
[0050]
步骤三、根据扫描点数据集表述的工件边沿运动轨迹生成加工代码控制砂轮转速,对旋转状态的工件边沿进行恒线速磨削。
[0051]
所述砂轮由伺服电机驱动,在步骤三中,控制模块对扫描点数据集表述的工件边沿运动轨迹进行处理,自动生成加工代码,通过运动控制卡控制伺服电机,从而实现恒线速磨削。
[0052]
控制模块对扫描点数据集表述的工件边沿运动轨迹进行处理的方法包括坐标转化、曲线拟合或二分法。
[0053]
当控制模块对工件边沿运动轨迹进行处理时,先将极坐标上的点(ρ,θ)转化为直角坐标系上的点(x,y)。初步得到玻璃的外形轮廓的点集合
[0054]
然后将理论轮廓线转化为实际轮廓线,让理论轮廓线与实际轮廓线重合。
[0055]
所述理论轮廓线转化为实际轮廓线的方法为;
[0056]
首先设δx、δy、δθ为实际轮廓线与理论轮廓线的位置偏差,p0为理论轮廓线上的点,坐标为(x0,y0)p1为实际轮廓线上的点,坐标为(x1,y1),点(x0,y0)通过平移、旋转转化为点(x1,y1),计算公式如下:
[0057][0058]
然后以点(x1,y1)进行曲线拟合以得到实际的玻璃毛坯工件的玻璃轮廓,在曲线拟合时采用三次均匀b样条曲线以保证轮廓的光滑性,以适合玻璃毛坯工件的轮廓数据点特点,在通过曲线拟合得到玻璃轮廓后,以b样条曲线的矩阵方程计算得出玻璃轮廓任意点的对应坐标。
[0059]
所述以b样条曲线的矩阵方程计算得出玻璃轮廓任意点的对应坐标,其方法为;
[0060]
通过二分法把轮廓平分为微小的线段,求出每个点的坐标;设p
0 p1为任意相邻的两个点,θ为两个点的夹角当角θ趋近于零时sinθ≈θ;l为两点之间的长度,l
v
为单位时间磨削点移动的长度;
[0061]
首先取进行弧长计算
[0062]
当时取进行计算
[0063]
当时取进行计算
[0064]
以此类推,当|l
i-l
v
|<ε时得到极坐标(p
i
,θ
i
),再通过相同的步骤得到其它点坐
标。
[0065]
在步骤三中,砂轮在x轴做直线切削运动,通过二分法已经将玻璃轮廓进行等分,获得等分点集合,从而推导得到砂轮回转中心的运动轨迹点集合,对点进行处理实现恒线速度控制;其方法为,设r为砂轮半径、o为工作台回转中心、o
1 o2为砂轮的回转中心,δ为磨削点相对工作台回转中心转过的角度、θ为o2相对工作台回转中心转过的角度;
[0066]
玻璃毛坯工件轮廓极坐标用(ρ,δ)表示将极坐标转化为直角坐标x=ρcos(δ)y=ρsin(θ)a点的斜率为
[0067]
o2的坐标可以表示为:
[0068][0069]
s为x轴移动距离、θ为c轴旋转的角度,将直角坐标上的点(x1,y1)转化为极坐标上的点(s,θ)。
[0070][0071]
最终获得砂轮回转中心运动的点集合,进行处理自动生成加工代码,通过运动控制卡控制伺服电机实现恒线速度控制。
[0072]
所述磨削加工方法用于玻璃磨边机床,所述机床的作业动作的坐标轴包括用于旋转动作的c轴、用于直线动作的x轴和用于直线动作的z轴,机床以x轴和c轴的动作联动磨削玻璃毛坯工件边沿,通过光栅位移传感器对毛坯的外形轮廓进行测量。
[0073]
机床以z轴的动作磨削玻璃毛坯工件边沿的倒角。
[0074]
实施例:
[0075]
本例是基于极坐标玻璃磨边机恒线速度磨削的加工方法,使用该方法的机床有三个轴,一个旋转c轴,两个直线轴,分别为x和z轴,玻璃的磨削主要是通过x轴与c轴的联动完成,z轴可以用来磨削倒角。通过光栅位移传感器进行毛坯的外形轮廓进行测量,获取极坐标下的点,将极将坐标转化为直角坐标。获得毛坯基本轮廓点集合,理论轮廓线与实际轮廓线存在偏差,通过平移旋转使理论轮廓线和实际轮廓线重合,采用曲线拟合求出轮廓线。使用二分法将轮廓线平分为相同线段,获取点的坐标,推导出砂轮回转中心对应的点,最后转化为x轴的直线运动和c轴的旋转运动,自动生成加工程序,采用运动控制卡控制伺服电机实现恒线速度控制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips