
 商标分类
商标分类  商标转让
商标转让 
一种压力铸造复合辊套及其制造方法与流程
 2021-01-30 00:01:10|
2021-01-30 00:01:10| 265|
265| 起点商标网
起点商标网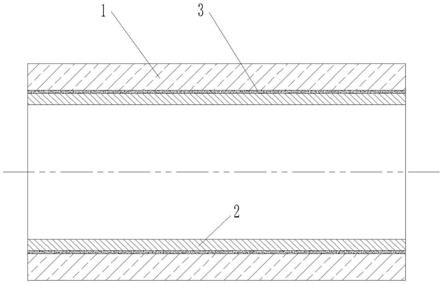
[0001]
本发明涉及金属材料及冶金轧钢技术领域,特别涉及一种压力铸造复合辊套,以及一种压力铸造复合辊套的制造方法。
背景技术:
[0002]
轧辊是轧钢生产中最重要的消耗件,它又被称作为“钢材之母”,我国每年生产80万吨左右的轧辊。目前使用的轧辊大多为传统的整体轧辊或者辊套式复合轧辊,辊套式复合轧辊目前仅在棒线材轧制领域得到应用。辊套式复合轧辊由辊轴和辊套组成,辊套嵌套在辊轴的外部,并由辊轴带动与钢坯接触,使钢坯发生塑性变形。辊套在使用时需要承受较大的轧制力、同时表层与钢坯之间存在较大的滑动摩擦;辊套与辊轴过盈装配,内层需要传递辊轴提供的较大扭矩,因此复合辊套需要具备“内韧外硬”的特点。
[0003]
现有的轧辊合金中,没有单一材质能够同时兼具高耐磨性、高强度以及高韧性等辊套所需的全部特性。因此通过双金属复合工艺,将两种不同性能的材料复合在一起,最大限度的利用两种金属的特性制备高性能的双金属复合辊套是目前辊套制备的主要方法。且目前的双金属复合轧辊,一种方法是采用预先制作好轧辊内套和轧辊外套,再使用机械压力将轧辊内套压入到轧辊外套内而形成双金属复合辊套,再进行必要的热处理,这样的结合方式存在结合不完全、结合层中存在空隙的缺陷;另一种方法是将内钢芯以及外模固定,将合金钢液采用底部浇铸法浇铸形成轧辊外套,这样的常规铸造复合方案,外层铸造合金中容易产生疏松、气孔和夹渣等缺陷,影响成品的耐磨性能及使用寿命;而且当合金液浇铸温度略微偏低或内层无缝管表面氧化层偏厚时,辊套易出现内外层金属结合不牢固的问题。
[0004]
鉴于此,克服上述现有技术所存在的缺陷,发明一种致密性更好、结合更加牢固的复合辊套,是本领域亟待解决的问题。
技术实现要素:
[0005]
本发明要解决的技术问题是提供一种压力铸造复合辊套,以及一种压力铸造复合辊套的制造方法,该压力铸造复合辊套的致密性和结合度更好、更加牢固,压力铸造复合辊套的制造方法,能有效消除铸造产品中的疏松和气孔,同时压力的作用还能更好的促进合金液与内层无缝管的相互扩散,使内外层金属结合更牢固。其技术方案如下:
[0006]
本发明的一种压力铸造复合辊套,所述复合辊套包括:辊套外层、辊套内层和冶金结合层,所述辊套内层为预制的低碳无缝钢管,所述辊套外层为现浇的耐磨合金钢层,所述冶金结合层为现浇制作所述辊套外层时合金钢液与熔融的低碳无缝钢管表层相互渗透扩散而形成的结合层;所述辊套外层厚度为20mm-150mm,所述辊套内层厚度为10mm-60mm,所述冶金结合层厚度为0.1mm-2.0mm。
[0007]
本发明的压力铸造复合辊套,与现有技术中的复合辊套相比,通过限定辊套外层、辊套内层和冶金结合层的厚度,以及三者之间的厚度比例,是经过多次试验论证以及多次
现场实践验证,被证明这样的厚度和厚度比限定,可以在不降低复合辊套强度的前提下,最大限度地提高了其耐磨性能和韧性度,达到了这三项性能的最佳组合。
[0008]
进一步地,所述辊套外层、所述辊套内层和所述冶金结合层三者厚度之比为(10-200):(5-100):1。
[0009]
进一步地,在所述辊套内层的外壁面上设置有若干突起或/和凹坑,所述突起的突出高度、所述凹坑的凹陷深度为所述辊套内层厚度的1/10-1/20。
[0010]
进一步地,在所述辊套内层的外壁面上设置有若干纵横交错的凸肋或者纵横交错的凹槽,所述凸肋的突出高度、所述凹槽的凹陷深度为所述辊套内层厚度的1/10-1/20。
[0011]
这样,通过在辊套内层的外壁面上设置设置若干突起或/和凹坑以及纵横交错的凸肋或者凹槽,使得现浇的辊套外层与辊套内层结合性、附着性更好,整个复合辊套的整体性进一步大大提高,在该复合辊套的使用过程中能够完全避免内外层之间在长度方向上的错层滑动,提高了复合辊套的使用寿命。
[0012]
进一步地,所述辊套外层内埋设有筒状的低碳钢丝网,所述低碳钢丝网与所述辊套内层同轴设置,所述低碳钢丝网与所述辊套内层之间的间距为5mm-10mm。
[0013]
本发明的一种压力铸造复合辊套的制造方法,所述制造方法包括以下步骤:
[0014]
步骤一,将作为辊套内层的低碳无缝钢管进行清洁除杂处理,用喷丸或酸洗或机械加工的方法将低碳无缝钢管外表面的氧化皮去除,然后将所述辊套内层安装到复合辊套铸造模具上;
[0015]
步骤二,将熔炼好的制作辊套外层的耐磨合金钢液浇铸到所述复合辊套铸造模具的对应铸造腔内,浇铸时控制耐磨合金钢液的温度为1300℃-1500℃;
[0016]
步骤三,浇铸完成后,将所述复合辊套铸造模具的上方加压模扣合到位,对耐磨合金钢液施加压力,施以的压力强度为4mpa-500mpa,直至耐磨合金钢液凝固后撤除加压。
[0017]
本发明的制造方法,通过在复合辊套铸造模具上设置上方加压模,即在浇铸完辊套外层的合金钢液后对其施以压力,使得合金钢液致密性更好,且能够有效消除合金钢液中的气孔,同时施以的压力能够更好地促进合金钢液与熔融后的无缝钢管层相互渗透、扩散,从而使得辊套的内外层金属结合更加牢固。
[0018]
进一步地,步骤一中,所述所述辊套内层外表面的粗糙度控制在ra0.2-ra6.0。
[0019]
进一步地,步骤二中,在浇铸耐磨合金钢液时,开启所述复合辊套铸造模具的振动机构,并控制振动频率为20hz-200hz。
[0020]
进一步地,步骤三中,所述上方加压模的压下施压模板在与耐磨合金钢液接触后继续下延的距离为1cm-20cm,所述上方加压模给耐磨合金钢液的压力加载时间为2min-60min。
[0021]
本发明提供的压力铸造复合辊套以及该压力铸造复合辊套的制造方法的有益效果是:
[0022]
通过限定辊套外层、辊套内层和冶金结合层的厚度,以及三者之间的厚度比例,是经过多次试验论证以及多次现场实践验证,被证明这样的厚度和厚度比限定,可以在不降低复合辊套强度的前提下,最大限度地提高了其耐磨性能和韧性度,达到了这三项性能的最佳组合。
[0023]
通过在辊套内层的外壁面上设置设置若干突起或/和凹坑以及纵横交错的凸肋或
者凹槽,使得现浇的辊套外层与辊套内层结合性、附着性更好,整个复合辊套的整体性进一步大大提高,在该复合辊套的使用过程中能够完全避免内外层之间在长度方向上的错层滑动,提高了复合辊套的使用寿命。
[0024]
通过在复合辊套铸造模具上设置上方加压模,即在浇铸完辊套外层的合金钢液后对其施以压力,使得合金钢液致密性更好,且能够有效消除合金钢液中的气孔,同时施以的压力能够更好地促进合金钢液与熔融后的无缝钢管层相互渗透、扩散,从而使得辊套的内外层金属结合更加牢固。
附图说明
[0025]
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0026]
图1是本发明压力铸造复合辊套的纵截面结构示意图;
[0027]
图2是本发明压力铸造复合辊套第一种改进形式的纵截面结构示意图;
[0028]
图3是本发明压力铸造复合辊套第二种改进形式的纵截面结构示意图;
[0029]
图4是本发明压力铸造复合辊套第三种改进形式的纵截面结构示意图,图中仅显示出辊套内层以及设置其外表面上纵横交错的凸肋,且辊套内层呈展开状态;
[0030]
图5是本发明压力铸造复合辊套第四种改进形式的纵截面结构示意图,图中仅显示出辊套内层以及设置其外表面上纵横交错的凹槽,且辊套内层呈展开状态;
[0031]
图6是本发明压力铸造复合辊套制造方法的装置结构示意图。
[0032]
图中标记如下:
[0033]
1-辊套外层;2-辊套内层;3-冶金结合层;4-复合辊套铸造模具;21-突起;105-外层凹坑;22-凹坑;23-凸肋;24-凹槽;41-铸造腔;42-上方加压模;43-振动机构;421-压下施压模板。
具体实施方式
[0034]
为了使本技术领域的人员更好地理解本发明实施例中的技术方案,并使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式作进一步的说明。
[0035]
在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但并不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
[0036]
实施例一
[0037]
请参考图1至图5,本实施例的一种压力铸造复合辊套,该复合辊套包括:辊套外层1、辊套内层2和冶金结合层3,辊套内层2为预制的低碳无缝钢管,辊套外层1为现浇的耐磨合金钢层,冶金结合层3为现浇制作辊套外层1时合金钢液与熔融的低碳无缝钢管表层相互渗透扩散而形成的结合层;辊套外层1厚度为20mm-150mm,辊套内层2厚度为10mm-60mm,冶金结合层3厚度为0.1mm-2.0mm。
[0038]
优选地,辊套外层1、辊套内层2和冶金结合层3三者厚度之比为(10-200):(5-100):1。
[0039]
作为进一步优选的实施方式,在辊套内层2的外壁面上设置有若干突起21或/和凹坑22,突起21的突出高度、凹坑22的凹陷深度为辊套内层2厚度的1/10-1/20。
[0040]
更有选地,在所述辊套内层2的外壁面上设置有若干纵横交错的凸肋23或者纵横交错的凹槽24,凸肋23的突出高度、凹槽24的凹陷深度为辊套内层2厚度的1/10-1/20。
[0041]
辊套外层1内埋设有筒状的低碳钢丝网,低碳钢丝网与所述辊套内层2同轴设置,低碳钢丝网与所述辊套内层2之间的间距为5mm-10mm。
[0042]
实施例二
[0043]
请参考图6,以及结合图1至图5,本实施例的一种压力铸造复合辊套的制造方法,该制造方法包括以下步骤:
[0044]
步骤一,将作为辊套内层2的低碳无缝钢管进行清洁除杂处理,用喷丸或酸洗或机械加工的方法将低碳无缝钢管外表面的氧化皮去除,然后将辊套内层2安装到复合辊套铸造模具4上;
[0045]
步骤二,将熔炼好的制作辊套外层1的耐磨合金钢液浇铸到复合辊套铸造模具4的对应铸造腔41内,浇铸时控制耐磨合金钢液的温度为1300℃-1500℃;
[0046]
步骤三,浇铸完成后,将复合辊套铸造模具4的上方加压模42扣合到位,对耐磨合金钢液施加压力,施以的压力强度为4mpa-500mpa,直至耐磨合金钢液凝固后撤除加压。
[0047]
其中,在步骤一中,所述辊套内层2外表面的粗糙度控制在ra0.2-ra6.0。
[0048]
在步骤二中,在浇铸耐磨合金钢液时,开启复合辊套铸造模具4的振动机构43,并控制振动频率为20hz-200hz。
[0049]
在步骤三中,上方加压模42的压下施压模板421在与耐磨合金钢液接触后继续下延的距离为1cm-20cm,上方加压模42给耐磨合金钢液的压力加载时间为2min-60min。
[0050]
本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其它实施例的不同之处。
[0051]
以上结合附图对本发明的实施方式作出详细说明,但本发明不局限于所描述的实施方式。对本领域的技术人员而言,在不脱离本发明的原理和精神的情况下对这些实施例进行的多种变化、修改、替换和变型均仍落入在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 压力铸造

 热门咨询
热门咨询




tips