
 商标分类
商标分类  商标转让
商标转让 
加工焊接板的坡口机的制作方法
 2021-01-29 22:01:55|
2021-01-29 22:01:55| 223|
223| 起点商标网
起点商标网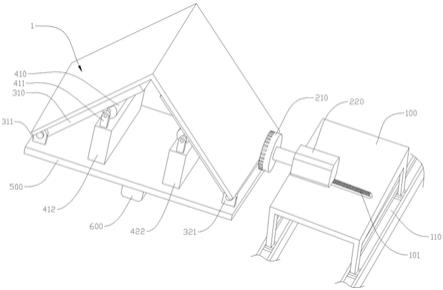
[0001]
本实用新型涉及金属板材加工领域,尤其涉及一种焊接板的坡口机。
背景技术:
[0002]
在铁塔的搭建过程中,经常使用到大量的焊接板,焊接板之间需要焊接,而在将两块钢板呈一定角度焊接之前、需要先在钢板的焊接边缘加工坡口,钢板坡口机是在焊接制造加工过程中,为了保证焊接质量,在焊接前对工件需要焊接处进行开坡口的一种专业机器。
[0003]
中国专利申请号为201620449271.x的一种带走行装置的方管坡口机包括坡口机本体(即坡口打磨装置,包括打磨件和驱动打磨件动作的电机)、工作平台、旋转平台和坡口机安装平台以及设置在坡口机安装平台底端的安装支架,坡口机固定安装在坡口机安装平台上,安装支架的底端固定设有滑轨,滑轨固定设置在导轨内。其通过设有滑轨和导轨并使导轨和滑轨的润滑配合,实现坡口机的往复移动。
[0004]
然需要特别注意的是,铁塔中的焊接板中的部分并非为平板而是折板(通常为v型折板),在现有技术中均是采用而上述专利先于平板上加工坡口后再进行折板加工,致使焊接板的加工顺序受到限制,生产周期也因此较长。
[0005]
基于此,提出本案申请。
技术实现要素:
[0006]
针对现有技术的不足,本实用新型提供一种加工焊接板的坡口机,其能够放置折板并直接对折板进行加工,从而解决现有技术中折板加工必须先打磨后折板而导致生产周期较长的问题。
[0007]
为实现上述目的,本实用新型加工焊接板的破口机结构如下:包括坡口打磨装置、往复移动装置和用于放置待加工的板材平台,所述平台与往复移动装置相邻设置,坡口打磨装置安装在往复移动装置上。所述平台之上铰接有对开设置的两个支撑板,所述支撑板的长度与平台的长度相适应;并设有用于驱动支撑板以铰接处为轴旋转的角度调节装置。
[0008]
通过上述技术方案的角度调节装置即可调节支撑板相对于平台的倾斜角度与待加工的折板的角度相适应,加工时直接将待加工的板材放置于两个支撑板之上,再结合往复移动装置以及坡口打磨装置调整至适当的位置后对板材进行坡口打磨,从而改变现有技术中先打磨-后折板的加工顺序,提高生产效率、缩短生产周期,也便于加工为折板后的板材进行坡口的返加工处理;另一方面,直接于折板上加工坡口,可以避免平板打磨坡口后再折板所造成的坡口角度的偏差,并且直接对折板进行加工,坡口打磨装置需要调整的加工角度以及加工幅度均得以缩小、从而降低对于用于控制坡口打磨装置移动、转动的相应结构的要求,有利于提高坡口机整体的稳定性、降低设备成本。
[0009]
作为本实用新型的进一步设置,所述角度调节装置包括电机、调节辊及用于调节辊安装的安装座,所述调节辊的横截面的外周曲线呈螺旋线状并与支撑板的底部接触配
合,所述调节辊的轴向与支撑板、平台平行,所述电机用于驱动调节辊在安装座上自转。通过上述技术方案,调节辊在其自转时可以改变其轴心与支撑板之间的间距,从而控制支撑板相对于平台的倾斜角度,以适应折板的具体角度。使用时,可先将支撑板的倾斜角度调整至适应折板待加工的一侧侧边所在的部分相适应,再将折板的该部分放置于支撑板上即可。
[0010]
为使支撑板与调节辊之间的接触配合更为稳定,作为本实用新型的进一步设置,所述支撑板的底部设有与调节辊间隙配合的弧形座,所述弧形座具有相对于支撑板为底面而下凹的弧面。
[0011]
作为本实用新型的进一步设置,两个所述支撑板间隔分布,二者之间的间隙抓设有一水平支撑板,所述水平支撑板的底部设有驱动水平支撑板升降的螺纹升降机构。所述螺纹升降机构包括固定于水平支撑板底部的螺纹套筒与与螺纹套筒螺纹连接的螺杆,所述螺杆由一电机驱动转动。通过上述技术方案,本实用新型可适用于呈\_/形折板的加工,其中水平支撑板与\_/形折板的水平部分接触,前述倾斜设置的支撑板与\_/形折板的倾斜部分配合即可使\_/形折板平稳地放置于平台之上以便加工。
[0012]
作为本实用新型的进一步设置,所述角度调节装置包括气缸、气缸座和连接座,所述气缸的主体部分转动连接于气缸座上、连接座固定安装于支撑板的下表面上,气缸座则固定于平台上,气缸的活塞杆的端部与连接座之间可转动连接。上述技术方案同样可以控制支撑板相对于平台的倾斜角度与折板适配,不同于前述采用调节辊的技术方案,本段技术方案可以实现较大角度(0~90
°
)的调节,但其稳定性较差,需要大功率气缸或增加气缸的数量来实现稳定支撑,故本技术方案下设备成本高于前述技术方案。
[0013]
为使支撑板铰接于平台上的一端高于平台表面以便坡口机对边缘进行加工,作为本实用新型的进一步设置,所述平台上设置有两个对称设置的支撑座,两个所述支撑板分别铰接于一支撑座上。而通过使所述支撑座的的外侧面(以支撑板之间为内)不超过支撑板的外侧边沿,可以防止因支撑座凸出而导致折板的斜面部门被推起、致使斜面部分无法与支撑板完全贴合的情形出现。
[0014]
为适应斜面部分不同宽度的折板,作为本实用新型的进一步设置,所述支撑座的高度为可调高度,可调高度为5~15cm,所述支撑座与平台之间设置有驱动支撑座升降的螺纹升降机构。所述螺纹升降机构包括固定于水平支撑板底部的螺纹套筒与与螺纹套筒螺纹连接的螺杆,所述螺杆由一电机驱动转动。上述结构通过螺纹升降机构可以驱动支撑座相对于平台上升或下降,当折板的斜面部分较宽时,可以通过使支撑座上升,使折板的斜面部分可以从支撑板铰接于支撑座上的一端处继续向下延伸,以便于加工。
[0015]
为适应不同大小的折板,作为本实用新型的进一步设置,所述平台上设有沿其宽度方向设置的滑槽,所述支撑座的底部设有滑块与所述滑槽滑动配合,两个支撑座的所述滑块之间设有使两个滑块靠近或远离的驱动机构。所述驱动机构包括电机和螺杆,所述螺杆与滑槽平行设置、并分别与两个滑块螺纹连接,螺杆与两个滑块螺纹连接的方向相反,或者驱动机构采用直线电机、气缸、旋转电机与螺纹套筒机构中的任一种。
[0016]
作为本实用新型的进一步设置,所述平台的下方设有马达,所述马达驱动平台旋转,从而使折板的对侧或其他侧的边沿可以轮转的方式与坡口打磨装置配合进行坡口打磨。
[0017]
为进一步固定放置于支撑板上的折板的位置,作为本实用新型的进一步设置,所述支撑板的上方设有抵压机构,所述抵压机构包括一朝下设置的气缸,所述气缸的活塞杆的端部铰接有一抵压块,所述抵压块在气缸的驱动之下与支撑板的上表面活动间隙配合。
[0018]
本实用新型的有益效果如下:
[0019]
一、本实用新型使铁塔中v形、\_/形焊接板可以先进行折板加工再进行坡口打磨,而不受限于现有技术中的加工顺序,以此提高加工效率、有利于缩短生产周期。
[0020]
二、本实用新型可供折板焊接板直接进行坡口的返加工处理,可以提高折板焊接板返修的便利性。
[0021]
三、本实用新型可适应铁塔中多种尺寸的v形、\_/形焊接板的坡口打磨使用使用方便、适用范围广。
附图说明
[0022]
图1为本实用新型具体实施例1整体示意图。
[0023]
图2为本实用新型具体实施例1结构示意图。
[0024]
图3为本实用新型具体实施例2结构示意图。
[0025]
图4为本实用新型具体实施例3结构示意图。
[0026]
图5为本实用新型具体实施例4结构示意图。
[0027]
图6为本实用新型具体实施例5结构示意图。
[0028]
附图标记:1—v形焊接板,100—往复移动平台,110—滑轨,101—调节槽,200—坡口打磨装置,210—打磨头,310—左支撑板,311—左铰接座,320—右支撑板,321—右铰接座,410—左调节辊,411—左安装座,412—左支撑座,413—左滑块,414—升降电机,420—右调节辊,421—右安装座,422—右支撑座,423—右滑块,500—平台,510—滑槽;
[0029]
600—旋转电机,710—左支撑气缸,720—右支撑气缸,711—气缸座,712—气缸铰接座,713—支撑块,710a—活塞杆,800—第一螺纹驱动机构,810—水平支撑板,900—第二螺纹驱动机构,1000—第三螺纹驱动机构,1110—固定气缸组件一,1120—固定气缸组件二,1130—气缸安装架。
具体实施方式
[0030]
本实用新型提供一种加工焊接板的坡口机,其可用于放置折板,实现对折板的坡口打磨加工,从而使得折板得以返加工再次进行坡口打磨处理,并可使折板加工与坡口打磨的先后顺序进行调换,以缩短生产周期。下面结合具体实施例进一步说明具体结构。
[0031]
实施例1 结合图1、图2所示,本实施例提供一种加工焊接板的坡口机,包括坡口打磨装置200、往复移动平台100和用于放置待加工的板材的平台500,平台500与往复移动平台100相邻设置。往复移动平台100包括有安装平面、滑轨110,安装平面的底部设有支撑柱,支撑柱的底部设有滑块或滚轮等滑动件并滑动安装于滑轨110上,此外,为使安装平面得以往复运动,还需设置一作用于安装平面上的气缸(图中未画出)、使安装平面沿着滑轨110往复运动。坡口打磨装置200安装在往复移动平台100上,本实施例中,考虑到折板的大小以及折板倾斜的部分的宽度不一,故于安装平面之上设置了垂直于滑轨110滑动方向的调节槽101,坡口打磨装置200的底部最好转动连接有一与调节槽101配合的调节齿,并设置相应的
调节电机220驱动调节齿转动进而带动坡口打磨装置200于调节槽101的长度方向上往复运动。
[0032]
平台500之上铰接有对开设置的结构相近的(本实施例图2中使二者结构相同)左支撑板310和右支撑板320,左支撑板310和右支撑板320的长度与平台500的长度相适应,左支撑板310和右支撑板320的一端端部通过左铰接座311和右铰接座321分别铰接于平台500的左侧边沿附近、右侧边沿附近,左支撑板310和右支撑板320的另一端可以其铰接端为轴转动而改变其相对于平台500的倾斜角度。左支撑板310和右支撑板320的下方,设有用于驱动支撑板以铰接处为轴旋转的角度调节装置。以左支撑板310的角度调节装置为例,其包括调节电机(图中未画出)、左调节辊410及用于左调节辊410安装的左安装座411,左调节辊410的横截面的外周曲线呈螺旋线状并与左支撑板310的底部接触配合,同时左调节辊410的轴向与左支撑板310、平台的长度方向平行。电机的输出轴与左调节辊410的轴端传动连接并驱动左调节辊410在左安装座411上自转。左调节辊410在其自转时可以改变其轴心与左支撑板310之间的间距,从而控制左支撑板310相对于平台的倾斜角度,以适应折板的左侧斜面的具体角度。右支撑板320的角度调节装置与左支撑板310的角度调节装置结构相同,故不再重复叙述。本实施例角度调节装置使用时,可先将左支撑板310、右支撑板320的倾斜角度均调整至适应折板待加工的一侧侧边所在的部分相适应,再将折板1的该部分放置于左、右支撑板320上即可。
[0033]
通过上述技术方案即可实现直接对不同倾斜角度的折板放置于平台进行坡口打磨加工,改变现有技术中先打磨-后折板的加工顺序,提高生产效率、缩短生产周期。
[0034]
此外,本实施例中的调节辊也可采用凸轮,或具有不同弧度凸起的波浪状辊。以及,上述实施例中,调节辊与支撑板之间的接触点以尽量靠近支撑板与平台500铰接的一端为宜,如此,可实现通过微调调节辊的转动即可使支撑板的倾斜角度发生较大的变化,建议以1/4~1/3为宜。
[0035]
需要特别说明的是,调节辊的具体大小不以图2中所示为准,其可以根据实际的使用需要放大至2~5倍,以适应更大的倾斜角度的需要。
[0036]
实施例2 如图3所示,本实施例与实施例1的不同之处在于:角度调节装置的结构不同,以左支撑板310的角度调节装置为例:包括左支撑气缸710、气缸座711和支撑块713,左支撑气缸710的主体部分倾斜固定于气缸座711上,左支撑气缸710的活塞杆710a通过气缸铰接座712与支撑块713铰接,而支撑块713同样倾斜设置并与左支撑板310接触配合。
[0037]
实施例 3 参见图4,本实施例与上述实施例的区别之处在于:在左支撑板310和右支撑板320间隔分布,左支撑板310和右支撑板320之间的间隙中设有水平支撑板810,水平支撑板810的底部设有驱动水平支撑板810升降的第一螺纹驱动机构800。第一螺纹驱动机构800包括固定于水平支撑板810底部的螺纹套筒和与螺纹套筒螺纹连接的螺杆,螺杆由一电机驱动转动。本实施通过增设水平支撑板810以适用于呈\_/形焊接板的加工,其中水平支撑板810与\_/形焊接板的水平部分接触,左支撑板310和右支撑板320分别与\_/形焊接板的倾斜部分配合。当然,在本实用新型中,\_/形焊接板、v形焊接板1均是如图所示朝下设置的。
[0038]
实施例4 参见图5,本实施例与上述实施例的区别之处在于:本实施例于平台500上开设有水平方向(平行于平台宽度方向)的滑槽510,为实现稳定滑动,滑槽510的数量至
少为两个且为平行设置。滑槽510中滑动配合有左滑块413、右滑块423,左滑块413与左支撑座412的底部卡接或者可拆卸固定连接(为便于连接,必要时可使滑槽510与平台的左侧面或右侧面贯通,以便于滑块的装配)、右滑块423与右支撑座422的底部卡接或者可拆卸固定连接。在左支撑座412和右支撑座422之间设置有水平设置的第二螺纹驱动机构900,第二螺纹驱动机构900的结构与第一螺纹驱动机构800的结构相同,本例中不再赘述。第二螺纹驱动机构900用于控制左滑块413、右滑块423或左支撑座412和右支撑座422之间的相对距离,利用该过程可以进一步控制左支撑板310和右支撑板320的打开角度,同时,也得以适应尺寸偏大或偏小的焊接板的放置,增强其适用范围。
[0039]
除上述实施例所述的螺纹驱动机构外,左滑块413、右滑块423或左支撑座412、右支撑座422之间的距离还可采用气缸、直线电机(气缸/直线电机的一端固定于左滑块413上、其活塞杆710a的端部/直线电机的活动杆的端部固定于右滑块423上)进行替代。或者,也可采用如下结构:驱动机构包括电机和螺杆,螺杆与滑槽510平行设置、并分别与两个滑块螺纹连接,螺杆与左滑块413、右滑块423或左支撑座412、右支撑座422螺纹连接的方向相反,如此,通过旋转电机600即可控制左滑块413、右滑块423或左支撑座412、右支撑座422相向或背向运动,以此实现控制左滑块413、右滑块423或左支撑座412、右支撑座422之间的间距。
[0040]
实施例5 参见图6所示,本实施例与上述实施例的不同之处在于:本实施例于左支撑板310、右支撑板320的上方分别设置了用于与放置于其上的焊接件进行抵压配合的抵压机构,本实施例中低压机构为固定气缸组件一1110和固定气缸组件二1120,固定气缸组件一1110和固定气缸组件二1120结构相同,均包括抵压气缸、铰接座和抵压块(其结构可参见实施例2中的相关结构),抵压气缸的主体部分倾斜固定于安装架上,抵压气缸的活塞杆710a通过铰接座与抵压块铰接,而抵压块同样倾斜设置并与左支撑板310间隙配合。在待打磨的焊接件放置于左支撑板310、右支撑板320上后,抵压气缸控制活塞杆710a伸出使抵压块与焊接件间隙配合。
[0041]
同时,在本实施例中,在支撑座的底部与平台之间还设置第三螺纹驱动机构1000,第三螺纹驱动机构1000的结构与第一螺纹驱动机构800的结构类似,区别之处在于第三螺纹驱动机构1000中的螺纹套筒与左支撑座412、右支撑座422一体化——即左支撑座412、右支撑座422设有朝下开设的螺纹连接孔。第三螺纹驱动机构1000使支撑座的高度为可调高度,通常可调高度为5~25cm,该可调高度可根据具体使用环境进行适应性的调整。
[0042]
另外,在上述实施例中,为使平台得以旋转,从而使折板的对侧的边沿可以轮转的方式与坡口打磨装置200间隙配合进行坡口打磨,本实施例于平台的底部设置一驱动器旋转的马达,马达与平台之间传动连接,具体传动连接为机械领域的常规技术手段,同时也不是本申请的改进技术方案,故不再赘述。
[0043]
以及,在上述实施例中,为控制各处电机和/气缸的工作,本实施例设置控制装置,控制装置包括控制器(一般采用plc——可编程逻辑控制器)及相应的按键,该部分的电气连接线路以及相应的电气控制程序均为本领域的常规技术手段,同时也不是本申请的改进技术方案,故不再赘述。
[0044]
综上所述,本实用新型提供了一种可以直接对弯折的焊接板进行坡口打磨加工的坡口机,其能够改变现有加工方式的加工顺序,有利于缩短工期,其结构简单、具有一定的
适用范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips