
 商标分类
商标分类  商标转让
商标转让 
既可压铸又可加热的压铸机料管及其卧式冷压压铸机的制作方法
 2021-01-29 22:01:30|
2021-01-29 22:01:30| 311|
311| 起点商标网
起点商标网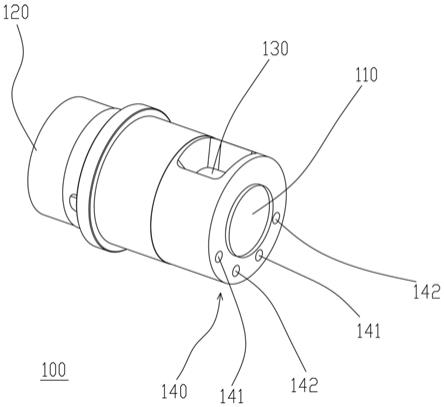
[0001]
本实用新型涉及一种既可压铸又可加热的压铸机料管及其卧式冷压压铸机。
背景技术:
[0002]
压铸机就是用压力铸造金属产品的机器。一般分为热压压铸机和冷压压铸机两种。压铸机在压力作用下把熔融金属液压射到模具中冷却成型,开模后可以得到固体金属铸件。
[0003]
冷压压铸机是在机器外熔化金属,然后用勺将金属液加入压缩室中,根据压缩活塞运动的方向不同,可分为立式冷压室压铸机和卧式冷压压铸机。
[0004]
其中,卧式冷压压铸机是活塞的运动方向是水平的。卧式冷压压铸机主要由合模机构、压射机构、液压系统和电力控制系统等各部分组成。现有的卧式冷压压铸机,其压铸熔料是通过给汤机将压铸熔融料送入料管(即压室),金属溶液在熔炉内的一般为温度660
°-
670
°
,当倒入料管后溶液温度会瞬间下降10-20
°
温度,温度下降会导致压铸压射时溶液在模具内流动不畅,从而导致铸件良品率下降。
技术实现要素:
[0005]
为了克服上述问题,本实用新型提供一种可以防止压铸机在压铸时,其压铸机料管降温的既可压铸又可加热的压铸机料管。
[0006]
本实用新型的另一个目的是提供一种含有既可压铸又可加热的压铸机料管的卧式冷压压铸机。
[0007]
本实用新型的技术方案是:提供一种既可压铸又可加热的压铸机料管,在料管的一端设有压射冲头入口,在所述料管的另一端设有浇道连接口,所述压射冲头入口与所述浇道连接口通过压射通道贯通,在所述压射冲头入口附近的管壁上设有与所述压射通道相通的金属液浇入口,在所述料管的远离所述金属液浇入口一侧设有至少一条用于与模温机连通的轴向设置的u形加热通道。
[0008]
作为对本实用新型的改进,所述u形加热通道是两条。
[0009]
本实用新型还提供一种卧式冷压压铸机,包含有上述的既可压铸又可加热的压铸机料管。
[0010]
本实用新型由于采用了在所述料管的远离所述金属液浇入口一侧设有至少一条用于与模温机连通的轴向设置的u形加热通道的结构,所以本实用新型可以防止压铸机在压铸时,其压铸机料管降温的优点。
附图说明
[0011]
图1是本实用新型一种实施例的立体结构示意图。
[0012]
图2是本实用新型卧式冷压压铸机的立体结构示意图。
具体实施方式
[0013]
在本实用新型的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0014]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“相连”应做广义理解,例如,可以是固定连接,也可以是拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接相连,可以是两个组件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型的具体含义。
[0015]
请参见图1,图1所揭示的是一种既可压铸又可加热的压铸机料管100(即压室),在料管的一端设有压射冲头入口110,在所述料管的另一端设有浇道连接口120,所述压射冲头入口110与所述浇道连接口120通过压射通道贯通,在所述压射冲头入口110附近的管壁上设有与所述压射通道相通的金属液浇入口130,其特征在于:在所述料管的远离所述金属液浇入口130一侧设有至少一条用于与模温机连通的轴向设置的u形加热通道140。
[0016]
优选的,所述u形加热通道140是两条。
[0017]
每条所述u形加热通道140制作方法是在料管上轴向钻两个深孔,径向钻一个使两个深孔底部相连的径向孔,使深孔与径向孔构成u形结构。深孔的靠近径向孔的一端用堵头堵死,使料管内部形成一个u形回路,最后用模温机油管接入也u形管的进口141和出口142连通,使模温油通过料管u形回路将压铸熔料加热保温防止熔料温度降低损失,提高铸件的成品优良率。
[0018]
请参见图2,图2所揭示的是一种卧式冷压压铸机200,包括用于成型产品的压铸模210、用于熔化金属的压铸熔炉220、给汤机230、压射油缸240、模温机250、储能器260、氮气缸270、压射冲头280、压铸机料管100和压铸机控制器290,所述压铸机料管100是图1所述的既可压铸又可加热的压铸机料管,所述压铸机料管100的u形加热通道140的进口141和出口142通过油管251与模温机250连接,为所述压铸机料管100提供加热能源。
[0019]
卧式冷压压铸机200的使用方式如下:
[0020]
1、合拢压铸模210;
[0021]
2、将压铸熔炉220产生的金属液通过给汤机230浇入压铸机料管100,压铸机料管100通过u形加热通道140给金属液加热,以达到保温的目的;
[0022]
3、压射冲头280按预定的速度和一定的压力推送金属液,使之通过压铸模210的浇道,从内浇口填充进入压铸模210的型腔;
[0023]
4、填充完毕,压射冲头280保持一定的压力,直至金属液完全凝固成为压铸件为止;这时,浇道和浇口套的金属液也同时凝固,成为浇口和余料饼;
[0024]
5、打开压铸模210,压射冲头280与开模动作同步移动,从而推着余料饼随着压铸件和浇口一同留在动模,而脱离定模,到达预定的距离时,压射冲头280便返回复位;
[0025]
6、开模后,压铸件、浇口和余料饼留在动模上,随即顶出并取出压铸件;至此,完成一次压铸循环。
[0026]
需要说明的是,针对上述各实施方式的详细解释,其目的仅在于对本实用新型进行解释,以便于能够更好地解释本实用新型,但是,这些描述不能以任何理由解释成是对本实用新型的限制,特别是,在不同的实施方式中描述的各个特征也可以相互任意组合,从而组成其他实施方式,除了有明确相反的描述,这些特征应被理解为能够应用于任何一个实施方式中,而并不仅局限于所描述的实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips