
 商标分类
商标分类  商标转让
商标转让 
一种双吹气防着火CO的制作方法
 2021-01-29 18:01:22|
2021-01-29 18:01:22| 324|
324| 起点商标网
起点商标网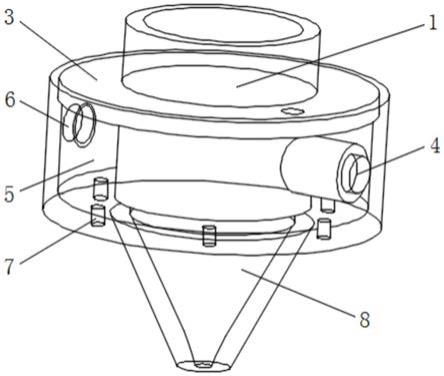
一种双吹气防着火co
2
激光切割头
技术领域
[0001]
本实用新型涉及一种激光切割机,具体是一种双吹气防着火co
2
激光切割头。
背景技术:
[0002]
co
2
激光切割机工作原理其受激发射过程也较复杂,分子有三种不同的运动,即分子里电子的运动,其运动决定了分子的电子能态;二是分子里的原子振动,即分子里原子围绕其平衡位置不停地作周期性振动——并决定于分子的振动能态;三是分子转动,即分子为一整体在空间连续地旋转,分子的这种运动决定了分子的转动能态,co2激光切割机主要应用于亚克力、木板、纸制品、皮革布料等非金属材料的切割。
[0003]
在激光切割加工过程中,会产生热量导至材料变形或者起火现象,特别是切割亚克力等易燃材料时,发生着火的现象常有发生,目前激光切割机厂家都会特别提醒用户工作时必需有人值守防止发生火灾,由于切割较大幅面或厚的材料切割速度很慢,每版加工会长达两三个小时。操作工离开的现象很常见,于是业内每年都会发生无数起设备着火事件,轻着设备需要不同程度的维修或报废,重者发生火灾,90%亚克力切割用户都发生或轻或重的着火现象,每年都有一两起因激光切割机切割亚克力发生严重火灾的案例。如广告加工集中的郑州中力广告市场在2018年发生因激光切割亚克力导致的严重火灾,市场管理部门严格要求入住商户不得使用激光切割机并封存了所有商户的激光切割设备。2019年 12月份在我们公司该年度售出的设备中有两起着火事件,两台设备全部报废,一台为承德用户一台山西太原用户,激光切割设备在切割亚克力应用中,有着加工质量好,无需固定加工后无需抛光的优点。而用户被着火问题一直困扰,设备工作时,无论每一版加工需要多久,都需要操作工值守,严重浪费人工。稍有疏忽就会导致着火,及时发现处理,一版材料报费,较晚发现机器损坏,操作工离开过久特别是晚上夜班或加班,发生火灾风险很大。由于加工用户设备附近会码放加工成品半成品和原材料,很容易发生重特大火灾,正对以上激光切割机的使用弊端,而目前现有的解决方法为两种,其一为通过加大吹气防止发生着火。吹气是单一吹气孔和激光同路,吹气通过气嘴对切缝直接冷却,这个方法通过的喷嘴锥形孔激光和吹气同路输出,起到对镜片保护和切割面的降温,在提高吹气压力时,虽然可以起到防止着火风险,但是吹气稍有调大,切割效果会变得很差,切割上表面会出现发白或者变宽。是由于切缝中被激光快速熔化的区域被高压气体吹变形或快速冷却导致的问题。用户在实际加工时,往往不会采用这个方法,用户在实际使用时达到较好或合格的加工制品这是第一要素;其二为通过安装烟雾感应或其它感应,设备发出报警声提醒用户,由于激光切割本身产生烟雾,感应装置误报率很高。哪怕感兴装置不误报,发生着火后的报警方式,能有效解决问题的概率也不高,大多发生火灾用户都是长时间离开,去宿舍休息或去就餐,大多还发生在夜班或加班,报警的有效率很低,因此实用新型了一种双吹气防着火co
2
激光切割头来解决上述问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种双吹气防着火co
2
激光切割头,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
一种双吹气防着火co
2
激光切割头,包括激光切割头和激光切割机本体,所述激光切割头的表面分别设置有圆形块和连接口,圆形块固定套接在激光切割头的表面,连接口的左端与激光切割头的内部相连通,连接口远离激光切割头的一端贯穿圆形块并延伸至圆形块的右侧,圆形块的内部设置有空腔,圆形块的侧面开设有进气孔,圆形块的下表面开设有出气孔,出气孔和进气孔均与空腔相互连通,激光切割头的下表面设置有锥形头,锥形头位于圆形块的下方;所述激光切割机本体内壁的两侧均设置有导向杆,导向杆的表面分别活动套接有移动块a、激光头连接块和移动块b,移动块a和移动块b分别固定连接在激光头连接块的左侧和右侧,激光切割头固定连接在激光头连接块的下表面,移动块a的上表面设置有空压机,电磁气泵的正面设置有控制阀a,控制阀a的正面设置有气管a,气管a远离控制阀a的一端与进气孔的内壁固定连接,移动块b的上表面固定连接有电磁气泵,空压机的正面设置有控制阀b,控制阀b的正面设置有气管b,气管b远离控制阀b 的一端与连接口的右端固定连接。
[0007]
作为本实用新型进一步的方案:所述进气孔和连接口以激光切割头的竖直轴线为对称轴呈轴对称设置。
[0008]
作为本实用新型进一步的方案:所述出气孔的数量为六个,六个出气孔以圆形块的圆心为阵列中心呈环形阵列分布。
[0009]
作为本实用新型进一步的方案:所述圆形块的直径为35mm,出气孔吹气收益切割面约直径60mm,出气孔的的形状为圆形,六出个气孔的孔径为1.2mm。
[0010]
作为本实用新型进一步的方案:所述圆形块通过螺栓固定连接在激光切割头的表面。
[0011]
作为本实用新型再进一步的方案:所述气管a和气管b均通过螺纹连接头与控制阀a 和控制阀b固定连接。
[0012]
与现有技术相比,本实用新型的有益效果是:通过设置空压机、气管a、进气孔和出气孔,启动激光切割机本体,电磁气泵通过气管b和连接口对激光切割头的内部供气,气体与激光同路,空压机通过气管a和进气孔对空腔的内部供气,空腔内部的气体最终通过六个出气孔达到激光切割面上对切割面进行降温,达到了从激光切割头的内部和外部双路同时对切割面进行吹气的效果,解决了激光切割机切割时切割面容易产生高温从而发生火灾的问题。
附图说明
[0013]
图1为一种双吹气防着火co
2
激光切割头的激光切割头位置处整体结构示意图。
[0014]
图2为一种双吹气防着火co
2
激光切割头中激光切割头位置处俯视截面图。
[0015]
图3为一种双吹气防着火co
2
激光切割头中激光头连接块和激光切割头位置处整体结构图。
[0016]
图4为一种双吹气防着火co
2
激光切割头的正视整体结构图。
[0017]
图5为一种双吹气防着火co
2
激光切割头中图4中a处结构放大图。
[0018]
如图所示:1、激光切割头;2、激光切割机本体;3、圆形块;4、连接口;5、空腔; 6、进气孔;7、出气孔;8、锥形头;9、导向杆;10、移动块a;11、激光头连接块;12、移动块b;13、空压机;14、控制阀a;15、气管a;16、电磁气泵;17、控制阀b;18、气管b。
具体实施方式
[0019]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0020]
在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶 /底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0021]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0022]
请参阅图1~5,本实用新型实施例中,一种双吹气防着火co
2
激光切割头,包括激光切割头1和激光切割机本体2,激光切割头1内部的气体与激光切割头1的激光同路,该路从激光位置出气顺着激光直接切割的位置对切割点进行吹气,该气体流速通过控制阀b 控制,激光切割机本体2的内部设置有电磁阀,电磁阀通过导线与激光切割机本体2连接,为了对电磁气泵16和空压机13进行控制,电磁气泵16和空压机13均通过导线与激光切割机本体2进行连接,与激光切割机本体2的供电方式相同,述激光切割头1的表面分别设置有圆形块3和连接口4,圆形块3的直径为35mm,出气孔7吹气收益切割面约直径60mm,该数据数控经过严格计算,且通过多次实际测试,在切割时防止着火最佳方案,圆形块3 通过螺栓固定连接在激光切割头1的表面,圆形块3固定套接在激光切割头1的表面,连接口4的左端与激光切割头1的内部相连通,连接口4远离激光切割头1的一端贯穿圆形块3并延伸至圆形块3的右侧,圆形块3的内部设置有空腔5,圆形块3的侧面开设有进气孔6,进气孔6和连接口4以激光切割头1的竖直轴线为对称轴呈轴对称设置,圆形块 3的下表面开设有出气孔7,出气孔7的数量为六个,六个出气孔7以圆形块3的圆心为阵列中心呈环形阵列分布,出气孔7的的形状为圆形,六个出气孔7的孔径为1.2mm,该口径经过多次实际测试,六个出气孔7对正在切割点周边同时降温,吹灭着火点,并对材料表面较大区域降温防止材料变形达到更好的切割效果,并且我们通过切割最可容易着火的材料
--
帖有牛皮纸的亚克力实际测试,在2小时内连续加工,未发生任何着火,然而传统方式即不采用本实用新型设计的普通激光头,切割5分钟内一定会着火,圆形块3的直径为35mm,出气孔7吹气收益切割面约直径60mm,出气孔7的孔径为1.2mm,我们基于大量用户现场在实际工作中遇到的问题,结合用户实际工作需
求,多次开发设计改进,并做了大量的试验,经过三个版本以上的样件试制后大量实际测试完成本次实用新型最佳方案,设计
--
打样
--
测试反复多次改进长达一年的时间,投入实际测试时间100小时以上,并得到该数据,同时解决了行业内激光切割亚克力必需揭掉保护纸的困扰(加工前整版揭去保护纸,切割后的亚克力成品表面又很容易划伤还需要再用保护膜包起),出气孔7和进气孔6均与空腔5相互连通,激光切割头1的下表面设置有锥形头8,锥形头8位于圆形块3的下方,锥形头8上有激光孔,即通过激光也进行出气;所述激光切割机本体2内壁的两侧均设置有导向杆9,导向杆9的表面分别活动套接有移动块a10、激光头连接块 11和移动块b12,移动块a10和移动块b12分别固定连接在激光头连接块11的左侧和右侧,激光切割头1固定连接在激光头连接块11的下表面,移动块a10的上表面设置有空压机13,空压机13控制的气路不接触聚焦镜片,气体不需要增加过滤装置,电磁气泵16 的正面设置有控制阀a14,控制阀a14的正面设置有气管a15,气管a15和气管b18均通过螺纹连接头与控制阀a14和控制阀b17固定连接,便于拆装和维修,气管a15远离控制阀a14的一端与进气孔6的内壁固定连接,移动块b12的上表面固定连接有电磁气泵16,空压机13的正面设置有控制阀b17,控制阀b17的正面设置有气管b18,气管b18远离控制阀b17的一端与连接口4的右端固定连接,本实用新型方案,可以为激光切割亚克力用户最大限度降低着火特别是火灾风险,减少人工,设备工作时,操作工可以进行其它工作。每年为单台用户省人工时约1500小时,直结受益3万元以上,降低的着火和火灾风险所带的直经济价值,按亚克力行业全球用户量50万台,(该行业年销售量约为10万台)按照5%发生火灾损坏机器的保守统计,单台着火后平均维修费5000元,为全行业用户直接受益2.5亿元,(根据着火时间轻重维修费在1000至10000元不等),每年至少因激光切割导致大小火灾(引起车间起火)至少在10起以上,根据这个保守数字,为行业创造不低于500万元/年的经济价值,因本技术方案可以最大限度降低着火风险,一些存在担心的用户会打消顾虑。至少提高每年200台以上的销售量,专利保护期满后本技术全行业推广后,每年于少提高2000台销售量,直接拉过6000万以上的市场需求;
[0023]
在使用时,启动激光切割机本体1,电磁气泵16和空压机13通电同时启动,空压机13 将气体输送到气管a15的内部,气体从气管a15的内部通过进气孔6到达空腔5的内部,空腔 5内部的气体最终通过出气孔7吹到切割面的位置对切割面进行降温,电磁气泵16将气体通过气管b18输送到激光切割头1的内部,气体最终从激光切割头1的孔内吹出对激光切割位置进行散热,从而达到散热降温的目的,在激光头上设有两路吹气,一路保证切割效果,另一路起到保护作用、降低着火风险,其中一路保留传统工艺:传统激光头的吹气和出光是通过锥形头8同步完成,工作时吹气和激光同步,吹气解决对切缝的冷却,工作时根据切割材料和需要效果通过控制阀,17调整吹气大小,会保证好的切割效果,我们在保留了这个传统工艺,另一路吹气在激光切割头1周边环形设置6个小的出气孔7,连接空压机13,对正在切割点周边同时降温,吹灭着火点,并对材料表面较大区域降温防止材料变形达到更好的切割效果,该环形设计的6个出气孔7孔径为1.2mm,环形区域直径35mm,受益切割面约直径60mm,以上数控经过严格计算,且通过多次实际测试,在切割时防止着火最佳方案。
[0024]
尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应
包含在本实用新型的保护范围之内,且本说明书中未作详细描述的内容均属于本领域专业技术人员公知的现有技术。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips