
 商标分类
商标分类  商标转让
商标转让 
一种电磁加热静轴肩搅拌摩擦焊机构及方法与流程
 2021-01-29 18:01:48|
2021-01-29 18:01:48| 253|
253| 起点商标网
起点商标网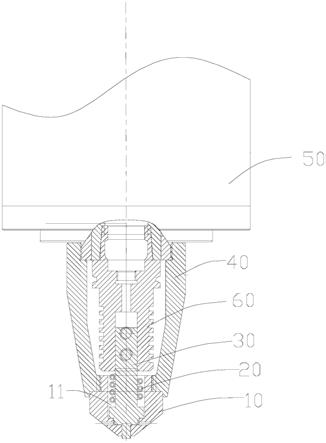
[0001]
本发明涉及搅拌摩擦焊设备领域,尤其涉及一种电磁加热静轴肩搅拌摩擦焊机构及方法。
背景技术:
[0002]
静轴肩搅拌摩擦焊技术是常规搅拌摩擦焊技术的一种创新发展,属于固相焊接技术,较传统熔化焊相比,具有高质量、热输入小、变形小等优势,它能有效避免熔化焊中常见的气孔、裂纹等常见缺陷,因而能够实现多种金属材料的高质量焊接。静轴肩搅拌摩擦焊技术原理是轴肩固定不旋转,搅拌针旋转,利用搅拌针旋转着插入焊接工件,然后沿着焊接工件的焊缝方向移动,通过搅拌针对焊接工件的搅拌、摩擦,从而使焊接工件的材料温度升高软化达到塑性状态,在搅拌针高速旋转的带动下,处于塑性状态的焊接工件材料环绕搅拌头由前向后转移,同时静轴肩对焊缝金属的锻压作用,在热-机联合作用下材料扩散连接形成致密的金属间固相连接。采用静轴肩搅拌摩擦焊能有效避免常规搅拌摩擦焊下压量大、对装置锻压力要求高以及大量焊接飞边、接头减薄严重等问题,可有效改善接头的外观成形。但因静轴肩搅拌摩擦焊的产热主要依靠搅拌针与材料间的摩擦,产热有限,难以满足中厚板铝合金以及钢、钛等材料焊接所需的热输入,且接头易出现孔洞、隧道缺陷,降低接头力学性能。
[0003]
目前,针对静轴肩搅拌摩擦焊产热量小等问题,如专利cn200710092974.7-导电-搅拌摩擦复合热源焊接方法及设备中提出,在工件焊缝方向上通以电流,使电流与流经的焊缝与搅拌摩擦焊接区的接触电阻产生电阻热,从而与搅拌摩擦热形成复合热源,实现导电搅拌摩擦焊复合热源焊接。当焊缝过长,工件焊缝方向上长时间通电,导致焊缝工件在电阻热作用下受热递减,导致焊缝工件热量分布不均匀,难以达到整条焊缝性能一致的要求,且由于电流分散,导致电流加热效果不明显。
技术实现要素:
[0004]
为了克服现有技术的不足,本发明的目的之一在于提供电磁加热静轴肩搅拌摩擦焊机构,本发明的目的之二在于提供电磁加热静轴肩搅拌摩擦焊方法,其均能提高加热效果,并避免焊接工件受热差异过大,以达到整条焊缝性能一致的要求。
[0005]
本发明的目的之一采用如下技术方案实现:
[0006]
一种电磁加热静轴肩搅拌摩擦焊机构,包括静轴肩、电磁加热线圈和搅拌针;所述静轴肩具有容置腔;所述搅拌针穿设于所述容置腔内,且所述搅拌针的下端伸出所述静轴肩下端外;所述电磁加热线圈设置在所述容置腔内并与所述静轴肩固定连接;所述电磁加热线圈绕设于所述搅拌针外,所述电磁加热线圈通电后能够加热所述搅拌针。
[0007]
进一步地,所述静轴肩、电磁加热线圈和搅拌针三者同轴设置。
[0008]
进一步地,所述电磁加热线圈呈中空圆柱形。
[0009]
进一步地,所述静轴肩和所述电磁加热线圈采用螺栓固定。
[0010]
进一步地,所述静轴肩的上端固定有连接套管,所述连接套管的上端开设有内螺纹。
[0011]
进一步地,所述静轴肩和连接套管螺纹连接。
[0012]
进一步地,所述电磁加热静轴肩搅拌摩擦焊机构还包括主轴和刀柄;所述主轴开设有与所述内螺纹螺纹连接的外螺纹;所述刀柄与所述主轴连接,并伸入所述连接套管内;所述搅拌针与所述刀柄固定连接。
[0013]
进一步地,所述搅拌针和所述刀柄之间设置有隔热套。
[0014]
进一步地,所述搅拌针和所述刀柄通过螺栓连接。
[0015]
本发明的目的之二采用如下技术方案实现:
[0016]
电磁加热静轴肩搅拌摩擦焊方法,包括:
[0017]
使第一待焊工件和第二待焊工件的待焊接的部位彼此贴合;
[0018]
对电磁加热线圈通电,并采用通电的电磁加热线圈加热搅拌针;
[0019]
搅拌针加热到预定温度后,在第一待焊工件和第二待焊的贴合处将搅拌针旋转压入第一待焊工件和第二待焊工件内,并使静轴肩始终分别向下紧压第一待焊工件和第二待焊工件;之后电磁加热线圈持续通电,搅拌针继续旋转并沿贴合处的延伸方向移动搅拌针。
[0020]
相比现有技术,本发明的有益效果在于:
[0021]
本发明通过设置静轴肩、电磁加热线圈和搅拌针;其中,搅拌针穿设于静轴肩内,且搅拌针的下端伸出静轴肩外;电磁加热线圈设置在导热搅拌针外并在通电后能够加热搅拌针;如此,搅拌针压入焊接工件内,随着搅拌针沿焊缝移动过程中,电磁加热线圈集中对搅拌针及时地进行加热以确保搅拌针的温度,之后搅拌针将热量直接传递至焊接工件,如此,加热集中,加热效果明显;同时,热量随着搅拌针的移动直接作用于焊接工件上,无需往焊缝通入电流,从而可避免由于焊缝过长而导致焊缝受热不均的情况,以达到整条焊缝性能一致的要求。
附图说明
[0022]
图1为本发明静轴肩搅拌摩擦焊机构的结构示意图。
[0023]
图中:10、静轴肩;11、容置腔;20、电磁加热线圈;30、搅拌针;40、连接套管;50、主轴;60、刀柄。
具体实施方式
[0024]
如图1所示,电磁加热静轴肩搅拌摩擦焊机构,包括静轴肩10、电磁加热线圈20和导热搅拌针30;静轴肩10具有容置腔11;导热搅拌针30穿设于容置腔11内,且搅拌针30的下端伸出静轴肩10下端外;电磁加热线圈20设置在容置腔11内并与静轴肩10固定连接;电磁加热线圈20绕设于搅拌针30外,电磁加热线圈20通电后能够加热搅拌针30。
[0025]
在上述结构的基础上,使用本电磁加热静轴肩搅拌摩擦焊机构时,第一焊接工件和第二焊接工件待焊接的部位彼此贴合,电磁加热线圈20集中加热搅拌针30,搅拌针30集中受热,待加热搅拌针30至预定温度后,将搅拌针30旋转压入第一焊接工件和第二焊接工件内;静轴肩10分别与第一焊接工件和第二焊接工件表面接触,并向下紧压第一焊接工件和第二焊接工件在搅拌针30周围焊缝工件上;此时,集中受热的搅拌针30将热量直接传递
至焊接工件,降低热量损耗,对第一焊接工件和第二焊接工件的加热效果明显;同时也在搅拌针30也在摩擦作用下升温;之后搅拌针30保持旋转并沿贴合处的延伸方向移动搅拌板,电磁加热线圈20持续对搅拌针30进行加热以弥补其传递至焊接工件以及运动过程中的热量损耗,有效确保在运动过程中对第一焊接工件和第二焊接工件均匀地热传递,且无需往焊缝通入电流,从而可避免由于焊缝过长而导致焊缝受热不均的情况,以达到整条焊缝性能一致的要求;该过程中,静轴肩10始终保持向下静压第一焊接工件和第二焊接工件,从而实现第一焊接工件和第二焊接工件的焊接。
[0026]
再者,由于加热效果明显,本电磁加热静轴肩搅拌摩擦焊机构可应用于中厚板铝合金以及钢、钛等材料等需要较多热量的焊接工件,以解决存在的焊缝减薄、疏松、飞边、孔洞以及产热不足等问题,其中,铝合金进行焊接时,对搅拌针30加热的预定温度为400℃左右,而对不锈钢材料加热的预定温度为的1500℃左右;其次,加热效果明显,提高焊接工件材料的流动性,有效改善焊接效果;同时,加热效果明显,焊接工件材料达到塑化状态时间缩短,能有效降低搅拌针30在焊接时焊接工件对其的前进阻力和摩擦阻力,大幅减少搅拌针30磨损,有效提高焊接速度。
[0027]
上述的导热搅拌针30根据焊缝尺寸选择相应规格,搅拌针30选用导热性能好、热膨胀系数小的合金材料,以使搅拌针30受热后将热量较好地传递至其伸出静轴肩10的下端,且将热量较好地传递至焊接工件。
[0028]
具体地,静轴肩10、电磁加热线圈20和搅拌针30三者同轴设置。
[0029]
进一步地,电磁加热线圈20呈中空圆柱形,即,线圈按照中空圆柱形的结构进行绕设以形成电磁加热线圈20;此时,供搅拌针30穿设,且沿搅拌针30长度方向分布,可实现对搅拌针30的均匀加热。
[0030]
上述采用螺栓固定静轴肩10和电磁加热线圈20。
[0031]
优选地,静轴肩10的上端固定有连接套管40,连接套管40的上端开设有内螺纹。
[0032]
上述的静轴肩10和连接套管40螺纹连接,具体,静轴肩10的上端开设有外连接螺纹,连接套管40的下端开设有内连接螺纹,拆装便捷。
[0033]
本电磁加热静轴肩搅拌摩擦焊机构还包括主轴50和刀柄60;主轴50开设有与内螺纹螺纹连接的外螺纹,从而便于本电磁加热静轴肩搅拌摩擦焊机构的安装刀柄60与主轴50连接,并伸入连接套管40内;搅拌针30与刀柄60固定连接,实现安装。
[0034]
优选地,搅拌针30和刀柄60之间设置有隔热套,以保证搅拌针30的热量能有效用于焊接工件的加热;上述隔热套可采用石棉等等隔热材料制成。
[0035]
优选地,搅拌针30和刀柄60通过螺栓连接。
[0036]
本发明还公开了电磁加热静轴肩搅拌摩擦焊方法,包括:
[0037]
使第一待焊工件和第二待焊工件的待焊接的部位彼此贴合;
[0038]
对电磁加热线圈20通电,并采用通电的电磁加热线圈20加热搅拌针30;
[0039]
搅拌针30加热到预定温度后,在第一待焊工件和第二待焊的贴合处将搅拌针30旋转压入第一待焊工件和第二待焊工件内,并使静轴肩10始终分别向下紧压第一待焊工件和第二待焊工件;之后电磁加热线圈20持续通电,搅拌针30继续旋转并沿贴合处的延伸方向移动搅拌针30。
[0040]
上述过程中,采用通电的电磁加热线圈20直接加热搅拌针30,搅拌针30直接受热,
并直接传递至第一焊接工件和第二焊接工件,可降低热量损耗,加热效果明显;同时,之后电磁加热线圈20持续通电,持续对搅拌针30进行加热弥补中间的热量消耗,且无需往焊缝通电,而可使得焊缝受热均匀,以达到整条焊缝性能一致的要求。
[0041]
上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips