
 商标分类
商标分类  商标转让
商标转让 
端盖通用成型模具的制作方法
 2021-01-29 17:01:56|
2021-01-29 17:01:56| 195|
195| 起点商标网
起点商标网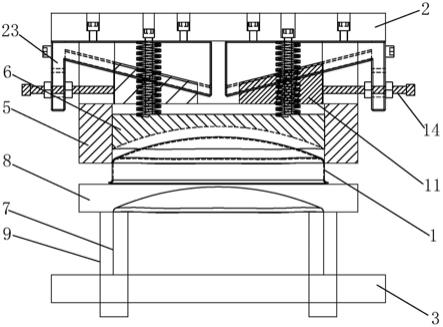
[0001]
本实用新型涉及翻边模具的技术领域,尤其是涉及一种端盖通用成型模具。
背景技术:
[0002]
通常,翻边工序是冲压件的轮廓形状或立体形状成型的最后一道加工工序。翻边部分主要用于冲压件之间相互连接(焊接、铆接、粘结等),有的翻边是产品流线或美观方面的要求。
[0003]
图1为一种卡车上消声器的端盖1,其基本特征是:具有翻边、正视图呈拱形、俯视图呈椭圆形。该端盖包括多种规格,由于每种规格的翻边高度不同,因此不同规格的端盖对应的翻边模具尺寸也不同,若针对每种规格的端盖各设计一套翻边模具,无疑会使加工成本成倍增加。
技术实现要素:
[0004]
针对现有技术存在的不足,本实用新型的目的是提供一种端盖通用成型模具,具有一套翻边模具即可加工所有规格端盖的优点。
[0005]
本实用新型的上述目的是通过以下技术方案得以实现的:一种端盖通用成型模具,包括凸模、凹模,凹模内设有成型顶块,凸模插于凹模内能够与凹模内壁、成型顶块围成用于成型端盖的型腔,所述凹模背对凸模的一侧设有斜滑座和活动斜楔,斜滑座与活动斜楔滑动配合,斜滑座相对于凹模固定,活动斜楔位于斜滑座与成型顶块之间;活动斜楔上连接螺杆,螺杆通过螺母栓接于斜滑座上,螺杆用于推、拉活动斜楔在斜滑座上移动,活动斜楔用于伸入凹模内抵住成型顶块。
[0006]
通过采用上述技术方案,当生产的端盖翻边较高时,调节螺母使螺杆向远离模具中心方向移动,活动斜楔的位置随即升高,当凸模伸入凹模内向上顶成型顶块时,能够将成型顶块顶得更高,使成型顶块下表面与凹模底面的距离更远,因此凸模外壁与凹模内壁配合后能够成型出更高的翻边。
[0007]
当生产的端盖翻边较矮时,调节螺母使螺杆向模具中心方向移动,活动斜楔的位置随即降低,从而压低成型顶块的位置,使成型顶块下表面与凹模底面的距离更近,因此能够成型出较矮的翻边。
[0008]
优选的,所述斜滑座背对活动斜楔的一侧固定连接上模板,上模板与成型顶块之间连接有弹簧。
[0009]
通过采用上述技术方案,当成型顶块的位置被活动斜楔压低时,一旦活动斜楔的位置变高,弹簧会自动将成型顶块向上拉至最高位置,而无弹簧时,成型顶块受重力作用落于料板上,凸模上行后顶着料板和成型顶块同时向上运动,可能存在成型顶块的侧壁与凹模内壁卡死的情况。
[0010]
优选的,所述上模板与成型顶块之间设有导向杆,导向杆的中轴线与成型顶块的移动方向平行,导向杆与成型顶块固定连接,导向杆远离成型顶块的一端具有凸帽,上模板
上设有相通的第一通孔和第二通孔,凸帽与第一通孔内壁配合,导向杆与第二通孔内壁配合。
[0011]
通过采用上述技术方案,使成型顶块能够平稳地沿导向杆的长度方向移动,从而避免成型顶块被凹模内壁卡死,也能提高翻边成型的质量。
[0012]
优选的,所述凹模背对凸模的一侧还设有第二斜滑座和第二活动斜楔,第二斜滑座与第二活动斜楔滑动配合,第二斜滑座相对于斜滑座固定,第二活动斜楔位于第二斜滑座与凹模之间,第二活动斜楔与凹模固定连接;第二活动斜楔上连接第二螺杆,第二螺杆通过螺母栓接于第二斜滑座上,第二螺杆用于推、拉第二活动斜楔在第二斜滑座上移动,第二活动斜楔用于升降凹模。
[0013]
通过采用上述技术方案,由于弹簧的伸缩范围有限,因此利用凹模的升降来弥补:当成型顶块不能继续下降而减小翻边高度时,用上升凹模来弥补;当成型顶块不能继续上升而增大翻边高度时,用下降凹模来弥补。
[0014]
优选的,所述凹模背对斜滑座的一侧设有压料板,压料板的内壁与凹模的内壁齐平,压料板背对凹模的一侧设有顶杆,压料板用于与凹模的底面配合压住料板边缘。
[0015]
通过采用上述技术方案,料板起先被铺在压料板上,顶杆驱动压料板上升后,压料板将料板边缘压在凹模底面上,接着凸模上升插入凹模的过程中,料板被逐渐顶入凹模,直至凸模与成型顶块合模成型出端盖。
[0016]
优选的,所述压料板背对凹模的一侧设有下模板,顶杆贯穿下模板,凸模固定于下模板上。
[0017]
通过采用上述技术方案,使模具整体结构紧凑。
[0018]
优选的,所述斜滑座在凹模上的正投影位于凹模内腔的最宽处,第二斜滑座位于斜滑座的两侧。
[0019]
通过采用上述技术方案,使凹模和成型顶块受力均匀、升降平稳。
[0020]
优选的,所述斜滑座上设有燕尾槽,活动斜楔上设有凸块,凸块与燕尾槽滑动配合。
[0021]
通过采用上述技术方案,达到了既能吊起活动斜楔,又能使活动斜楔沿限定方向直线运动的效果。
[0022]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0023]
1.通过使成型顶块的高度可调,实现了用一套翻边模具加工所有规格的端盖;
[0024]
2.利用凹模的升降来弥补弹簧伸缩范围有限的缺点,延长了弹簧的使用寿命。
附图说明
[0025]
图1是端盖的结构示意图;
[0026]
图2是端盖通用成型模具的立体图;
[0027]
图3是端盖通用成型模具的俯视图;
[0028]
图4是图3的a-a向剖视图;
[0029]
图5是图3隐藏上模板后的结构示意图;
[0030]
图6是斜滑座、活动斜楔、安装板、螺杆的连接示意图;
[0031]
图7是图5隐藏斜滑座、第二斜滑座后的结构示意图;
[0032]
图8是图3的b-b向剖视图;
[0033]
图9是图4开模后的示意图;
[0034]
图10是图8开模后的示意图。
[0035]
图中,1、端盖;2、上模板;3、下模板;4、导向副;5、凹模;6、成型顶块;7、凸模;8、压料板;9、顶杆;10、斜滑座;11、活动斜楔;12、第二斜滑座;13、第二活动斜楔;14、螺杆;15、第二螺杆;16、弹簧;17、导向杆;18、凸帽;19、第一通孔;20、第二通孔;21、燕尾槽;22、凸块;23、安装板。
具体实施方式
[0036]
以下结合附图对本实用新型作进一步详细说明。
[0037]
参照图2,为本实用新型公开的一种端盖通用成型模具,包括从上至下依次分布的上模板2、凹模5、压料板8、下模板3,其中上模板2与下模板3通过导向副4连接,凹模5固定于上模板2的下表面。
[0038]
如图4所示,凹模5内设有成型顶块6,成型顶块6的侧壁与凹模5的内壁滑动配合。压料板8下表面垂直固定顶杆9,下模板3上开孔供顶杆9穿过。下模板3的上表面固定凸模7,凸模7位于凹模5内腔的正下方。端盖1内凹一侧的形状与凸模7的形状配合,端盖1外凸一侧的形状与成型顶块6下表面的形状配合。压料板8上具有穿孔,穿孔与凸模7的侧壁形状配合,下模板3向上模板2靠近时,凸模7穿过穿孔伸入凹模5内与成型顶块6的下表面、凹模5内壁围成成型端盖1的型腔。
[0039]
如图4所示,成型端盖1的过程:料板起先被铺在压料板8上,顶杆9驱动压料板8上升后,压料板8将料板边缘压在凹模5底面上,接着凸模7上升插入凹模5的过程中,料板被逐渐顶入凹模5,直至凸模7与成型顶块6合模成型出端盖1。
[0040]
如图5所示,上模板2(被隐藏)的下表面通过螺钉固定有两排斜滑座10和两排第二斜滑座12,两排斜滑座10以端盖1椭圆轮廓的长轴为对称轴,两排第二斜滑座12也以端盖1椭圆轮廓的长轴为对称轴。斜滑座10在凹模5上的正投影位于凹模5内腔的最宽处,第二斜滑座12位于斜滑座10的两侧。
[0041]
如图6所示,斜滑座10和第二斜滑座12均具有燕尾槽21,燕尾槽21沿平行于端盖1椭圆轮廓的短轴方向开设。斜滑座10下方设置活动斜楔11,第二斜滑座12下方设置第二活动斜楔13,活动斜楔11和第二活动斜楔13的上表面一体成型凸块22,凸块22与燕尾槽21滑动配合。
[0042]
如图7所示,活动斜楔11向凹模5的正投影落于成型顶块6上,活动斜楔11用于伸入凹槽内抵住成型顶块6;第二活动斜楔13向凹模5的正投影一部分落于凹模5顶面、另一部分落于成型顶块6上,第二活动斜楔13与凹模5顶面固定连接,第二活动斜楔13用于升降凹模5。
[0043]
如图7所示,两排活动斜楔11的相背侧均固定连接第一螺杆14,第一螺杆14的中轴线与上模板2平行。两排第二活动斜楔13的相背侧均固定连接第二螺杆15,第二螺杆15的中轴线与上模板2平行。
[0044]
如图8所示,第一螺杆14用于推/拉活动斜楔11在斜滑座10上移动,同理,第二螺杆15用于推/拉第二活动斜楔13在第二斜滑座12上移动。
[0045]
如图8所示,两排斜滑座10的相背侧、两排第二斜滑座12的相背侧均具有指向下模板3的安装板23(详见图6),安装板23上开设孔洞供第一螺杆14/第二螺杆15穿过,孔洞的高度足够第一螺杆14/第二螺杆15在内上、下移动。第一螺杆14/第二螺杆15上螺接两个螺母,两个螺母分别压于安装板23的两侧。
[0046]
如图9所示,上模板2与成型顶块6之间设有导向杆17,导向杆17上套着弹簧16。导向杆17的中轴线与导向副4的中轴线平行,导向杆17的底端与成型顶块6固定连接。导向杆17远离成型顶块6的一端具有凸帽18,上模板2上具有相通的第一通孔19和第二通孔20,凸帽18与第一通孔19内壁配合,导向杆17与第二通孔20内壁配合。
[0047]
如图9所示,凹模5与下模板3之间具有压料板8,压料板8的内壁与凹模5的内壁齐平,压料板8背对凹模5的一侧垂直固定顶杆9,顶杆9的中轴线与导向副4的中轴线平行。顶杆9贯穿下模板3,凸模7固定于下模板3的上表面。
[0048]
如图10所示,上述模具能够成型不同规格端盖1的原因为:当生产的端盖1翻边较高时,调节螺母使螺杆14向远离模具中心方向移动,活动斜楔11的位置随即升高,当凸模7伸入凹模5内向上顶成型顶块6时,能够将成型顶块6顶得更高,使成型顶块6下表面与凹模5底面的距离更远,因此凸模7外壁与凹模5内壁配合后能够成型出更高的翻边;当生产的端盖1翻边较矮时,调节螺母使螺杆14向模具中心方向移动,活动斜楔11的位置随即降低,从而压低成型顶块6的位置,使成型顶块6下表面与凹模5底面的距离更近,因此能够成型出较矮的翻边。
[0049]
第二活动斜楔13的作用:结合图7与图10,第二活动斜楔13用于升降凹模5,由于弹簧16的伸缩范围有限,因此利用凹模5的升降来弥补。当成型顶块6不能继续下降而减小翻边高度时,用上升凹模5来弥补;当成型顶块6不能继续上升而增大翻边高度时,用下降凹模5来弥补。
[0050]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips