
 商标分类
商标分类  商标转让
商标转让 
含有阻尼结构的立式锁盒机的制作方法
 2021-01-29 17:01:10|
2021-01-29 17:01:10| 321|
321| 起点商标网
起点商标网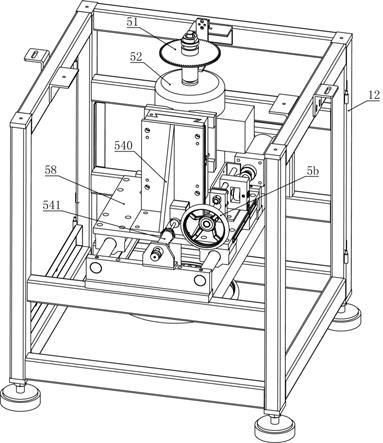
[0001]
本发明涉及一种铝型材加工设备,尤其涉及一种含有阻尼结构的立式锁盒机, 所述立式锁盒机用于在门框用铝型材相邻侧面加工安装锁具用的方孔和圆孔。
背景技术:
[0002]
铝门窗加工时,需要对安装锁具的位置,在铝型材两个相邻的侧面上分别铣出方孔和钻出圆孔。为了加快加工速度,一般采用专门的锁盒开孔机(也称锁盒机)一次性加工完成。现有的锁盒开孔机常采用卧式结构,即包括横向钻孔(钻头呈卧式布置的卧式钻孔)、竖向铣方孔的结构,例如专利公告号为cn201505810u的专利文件公开了一种铝塑门窗自动钻孔铣槽机,它包括钻孔装置1、铣槽装置2、工件固定架3和机座4,所述钻孔装置1滑动安装在横向固定于所述机座4上的钻孔装置滑道11上,所述铣槽装置2滑动安装在纵向固定于所述机座4上的铣槽装置滑道21上,所述工件固定架3滑动安装在横向安装于所述机座4上的工件固定架滑道31上,所述钻孔装置1和钻孔装置滑道11之间横向设有钻孔进给气缸12,所述铣槽装置2和铣槽装置滑道21之间纵向设有铣槽进给气缸22,所述工件固定架3和工件固定架滑道31之间横向设有工件固定架进给气缸32,所述工件固定架3的两端分别横向安装有压工件气缸(33、34),所述机座4上还设有钻孔装置限位行程开关13、铣槽装置限位行程开关23、工件固定架限位行程开关35、钻孔进给气缸电磁阀14、铣槽进给气缸电磁阀24、工件固定架进给气缸电磁阀36和压工件气缸电磁阀37。上述这种卧式结构的锁盒机,由于其钻头采用卧式结构,而钻头的轴向延伸长度一般都比较长,为此导致所述钻头在旋转钻孔时不仅径向摆幅大发生振颤而且导致其所钻锁孔毛刺多、孔口沿也不均匀;其次,其所述工件固定架3位于所述钻孔装置1的内侧,操作人员必须隔着所述工件固定架3操作工件,这样既不便利也不安全。另外,由于所述钻孔装置1、铣槽装置2移动的驱动装置一般采用气缸驱动,导致驱动力矩具有非柔和性的突变特点,不仅加工毛刺多而且导致钻头、铣刀片等容易损坏。
技术实现要素:
[0003]
本发明针对现有锁盒开孔机存在的上述缺陷,而提供一种工作更为安全、稳定可靠的立式锁盒机。为实现上述目的,本发明提供一种含有阻尼结构的立式锁盒机,其特征是包括台式机架,用于安装各个部件,所述台式机架上设置有钻孔装置、铣槽装置;其中,
[0004]
所述钻孔装置用于工件的钻孔,包括钻孔电机及传动连接到所述钻孔电机的动力输出轴上的钻头、能够带着所述钻孔电机沿上下方向移动的钻孔纵向升降组件,所述钻孔纵向升降组件可升降地设置在所述台式机架上,在所述钻孔纵向升降组件与所述台式机架之间设置有第一阻尼器;
[0005]
所述铣槽装置用于工件的铣槽,包括铣槽电机及传动连接到所述铣槽电机的动力输出轴上的铣刀片、能够带着所述铣槽电机沿前后方向移动的铣槽横向滑动组件,所述铣槽横向滑动组件可前后移动地设置在所述台式机架上,在所述铣槽横向滑动组件与所述台
式机架之间设置有第二阻尼器,所述第二阻尼器沿前后方向布置。
[0006]
其中,所述钻孔纵向升降组件与所述台式机架之间设置有第一阻尼器,至少可以包括以下三种方案,第一种是所述第一阻尼器既可以设置在所述钻孔纵向升降组件上而在向下运动时顶撞到所述台式机架上,或者第二种是所述第一阻尼器设置所述台式机架上而在所述钻孔纵向升降组件向下运动时顶撞到所述第一阻尼器,还可以第三种是其两端分别直接连接到所述钻孔纵向升降组件和所述台式机架上;所述第二阻尼器与所述第一阻尼器的发明思想一致。
[0007]
与现有技术对比,本发明的有益技术效果至少具有,第一,所述第一阻尼器不仅用于反向缓冲所述钻孔气缸的驱动力,特别是能够缓冲工件即将钻透时的钻头受力,有效减缓钻头抖动从而大大提高钻孔的质量,也保护所述钻头本身不易损坏。第二,所述第二阻尼器与所述第一阻尼器的发明思想一致,特别用于缓冲工件即将铣透时的所述铣刀片受力,大大减缓铣刀片抖动及受损害。
[0008]
进一步的技术方案还可以是,所述第一阻尼器、第二阻尼器是油压缓冲器。当然在其他的实施例中,所述第一阻尼器、第二阻尼器也可以是弹簧等具有良好弹性和屈服性能的物件。
[0009]
进一步的技术方案还可以是,所述台式机架包括上下两层机柜即上层机柜和下层机柜,所述钻孔纵向升降组件设置在所述上层机柜上,所述铣槽横向滑动组件设置在所述下层机柜上。其中,所述台式机架所包含的所述上层机柜和下层机柜,既可以是一体化的结构,也可以是分体制造但能够可拆卸地安装在一起的构件。
[0010]
进一步的技术方案还可以是,所述钻孔装置还包括电机动力分配箱,所述电机动力分配箱传动连接到所述钻孔电机的动力输出轴上,三个所述钻头一字型排列并相互联动,三个所述钻头分别传动连接到所述电机动力分配箱。所述电机动力分配箱用于将电机的一个输入动力转换为三个输出动力,完成旋转动力的传递转换和分配,类似于传统的齿轮箱。
[0011]
进一步的技术方案还可以是,所述钻孔装置还包括钻孔横向滑动组件、钻孔气缸,所述钻孔横向滑动组件设置在所述钻孔纵向升降组件上;所述钻孔气缸设置在所述上层机柜上,所述钻孔气缸的推杆与所述钻孔纵向升降组件连接,所述钻孔电机设置在所述钻孔横向滑动组件上。其中,所述钻孔横向滑动组件用于带着所述钻孔电机前后移动调整所述钻头在前后方向上的位置,所述钻孔纵向升降组件用于带着所述钻孔电机上下移动调整所述钻头在上下方向上的位置。
[0012]
进一步的技术方案还可以是,所述铣槽装置还包括铣槽纵向位置调节组件,所述铣槽电机设置在所述铣槽纵向位置调节组件上并在所述铣槽纵向位置调节组件的带动下能够上下移动,所述铣槽纵向位置调节组件设置在所述铣槽横向滑动组件上。
[0013]
进一步的技术方案还可以是,所述铣槽横向滑动组件包括铣槽气缸、铣槽滑轨、铣槽滑块、铣槽座,所述铣槽滑轨设置在所述下层机柜上,所述铣槽滑块可滑动地设置在所述铣槽滑轨上,所述铣槽座设置在所述铣槽滑块上,所述铣槽气缸设置在所述下层机柜上,所述铣槽气缸驱动所述铣槽座作水平方向的前后滑动。
[0014]
进一步的技术方案还可以是,所述上层机柜位于所述下层机柜的顶部后侧,所述下层机柜的顶部前侧设有沿水平方向布置的工件加工平台面;所述铣刀片的旋转中心线垂
直于所述工件加工平台面;所述钻头的旋转中心线垂直于所述工件加工平台面从而便于对位于所述工件加工平台面上的工件予以竖向钻孔加工,所述钻头位于所述铣刀片的前方。
[0015]
进一步的技术方案还可以是,还包括后方定位部,所述后方定位部布置在所述工件加工平台面的后侧,所述后方定位部用于在所述工件加工平台面的后侧为工件提供水平方向的定位。
[0016]
进一步的技术方案还可以是,还包括压料装置,所述压料装置用于工件的压紧固定,包括侧压料组件和上压料组件;所述侧压料组件包括有侧压料气缸,所述侧压料气缸用于与所述后方定位部配合共同在前后方向上压紧工件,所述上压料组件包括有上压料气缸,所述上压料气缸用于与所述工件加工平台面配合在上下方向上压紧工件。
[0017]
进一步的技术方案还可以是,还包括前限位板,所述前限位板可拆卸地安装在所述下层机柜的顶部前侧,所述前限位板用于与所述后方定位部配合共同在前后方向上界定工件的行走空间。
[0018]
进一步的技术方案还可以是,所述前限位板为直角角码板状结构包括有竖向端板和水平端板,所述竖向端板沿上下方向延伸出所述工件加工平台面,所述水平端板上设有前后位置调整槽,所述前后位置调整槽中设有带手柄的调整螺纹组件,所述前限位板通过所述调整螺纹组件穿过所述水平端板上的所述前后位置调整槽拧入到所述下层机柜上从而实现位置可调地安装在所述下层机柜上。
[0019]
进一步的技术方案还可以是,还包括左料架,所述左料架包括左支撑架和可移动地设置在所述左支撑架上左活动架,所述左料架安装在所述下层机柜的左侧并且所述左活动架能够沿所述左支撑架移动到所述工件加工平台面的上方,所述左活动架用于在左侧方向为工件提供定位点。
[0020]
进一步的技术方案还可以是,所述左支撑架连接到所述台式机架上并搁置在所述工件加工平台面上,至少部分的所述左支撑架形成所述后方定位部。
[0021]
进一步的技术方案还可以是,还包括右料架,所述右料架包括右支撑架和可移动地设置在所述右支撑架上右活动架,所述右料架安装在所述下层机柜的右侧并且所述右活动架能够沿所述右支撑架移动到所述工件加工平台面的上方,所述右活动架用于在右侧方向为工件提供定位点。
[0022]
进一步的技术方案还可以是,所述右支撑架连接到所述台式机架上并搁置在所述工件加工平台面上,至少部分的所述右支撑架形成所述后方定位部。
[0023]
由于本发明具有上述特点和优点,为此可以应用到锁盒机产品中。
附图说明
[0024]
下面结合附图和具体实施方法,对本发明及其有益技术效果进行进一步详细说明。
[0025]
图1为本发明的立式锁盒机的立体图(图中未画出传感器215和数字显示器216);
[0026]
图2为图1的主视图;
[0027]
图3为图2的a-a向剖视图;
[0028]
图4为图2的左视图;
[0029]
图5为图1的柜门打开状态图;
[0030]
图6为侧压料组件的立体图;
[0031]
图7为上压料组件的立体图;
[0032]
图8为铣槽装置的主视图;
[0033]
图9为图8的左视图;
[0034]
图10为图8的俯视图;
[0035]
图11为图8的立体图;
[0036]
图12为差动装置的结构示意图;
[0037]
图13为前限位板4的结构示意图;
[0038]
图14为铣槽装置在下层机柜的装配示意图,图中只示出了第二阻尼器541;
[0039]
图15为左活动架212的结构示意图。
[0040]
标记说明:1-台式机架,2-料架组件,3-压料装置,4-前限位板,5-铣槽装置,6-钻孔装置;11-上层机柜,12-下层机柜,13-工件加工平台,131-工件加工平台面,14-工件加工空间,15-防尘盖,16-操作柜,161-控制面板;21-左料架,211-左支撑架,212-左活动架,213-左定位档板,214-右定位档板,215-传感器,216-数字显示器,217-左锁定组件,22-右料架,23-上层机柜11的竖立柱;31-侧压料组件,32-上压料组件,33-侧压料固定座,34-侧压料气缸,35-弹性侧压料头,36-上压料支架,361-固定杆,362-固定臂,37-上压料气缸,38-弹性上压料头;41-前限位板4的前后位置调整槽,42-前限位板4的调整螺纹组件,43-前限位板4的竖向端板,44-前限位板4的水平端板;50-铣刀驱动装置,51-铣刀片,52-铣槽电机,53-铣槽横向滑动组件,531-铣槽横向滑动组件基座,54-铣槽纵向位置调节组件,540-支撑板,541-第二阻尼器;55-铣槽气缸,56-铣槽滑轨,57-铣槽滑块,58-铣槽座,581-丝杆螺母;59-差动装置,590-差动装置定位架,5901-前支板,5902-后支板,5903-基板体,5904-侧板体,5905-支撑块,591-架滑轨,592-定位滑块,593-指示标,594-芯柱;5a-铣槽前后位置调节丝杆,5b-铣槽调节手柄,5c-铣槽纵向滑轨,5d-铣槽纵向滑块,5e-铣槽纵向位置调节丝杆,5f-铣槽纵向位置调节手柄;60-钻头驱动装置,61-电机动力分配箱,62-钻孔电机,63-钻孔横向滑动组件,631-操作手柄,64-钻孔纵向升降组件, 65-钻头,66-第一阻尼器,67-钻孔气缸。
具体实施方式
[0041]
下面结合附图和优选的实施方法,对本发明进行进一步详细说明。文中有关方位和位置的描述,只是作为方便描述的相对位置,不是绝对位置。
[0042]
一种立式锁盒机,其特征是,它包括:
[0043]
参见图1,台式机架1,用于安装各个部件,用刚性型材焊接拼合而成,并可以根据需要布置各种承载用的搁板。所述台式机架1包括上下两层机柜即上层机柜11和下层机柜12,所述上层机柜11位于所述下层机柜12的顶部后侧,所述下层机柜12的顶部前侧设有工件加工平台13,所述工件加工平台13的上表面为沿水平方向布置的工件加工平台面131。
[0044]
参见图1、图2,料架组件,用于放置工件,它包括所述左料架21和/或所述右料架22,所述左料架21和所述右料架22分别设在所述工件加工平台面131的左、右两侧,所述左右料架(21、22)分别由所述工件加工平台面131中间向外延伸到所述工件加工平台面131外侧,所述左右料架(21、22)的头端部在所述工件加工平台面131中间彼此相对形成一个工件
加工空间14。
[0045]
如图1所示,所述左料架21包括左支撑架211和可移动地设置在所述左支撑架211上的左活动架212,所述左料架21通过所述左支撑架211连接到所述台式机架1上的所述下层机柜12的左侧,所述左支撑架211搁置在所述工件加工平台面131上,所述左活动架212能够沿所述左支撑架211移动到所述工件加工平台面131的上方;如图1和图15所示,在所述左活动架212的右端端部设有左定位档板213,所述左定位档板213的端面垂直于所述工件加工平台面131,所述左活动架212通过所述左定位档板213在左侧方向为工件提供左侧方向的左侧定位点,即工件的左端可以顶靠在所述左定位档板213实现工件的左端定位。其中,至少部分的所述左支撑架211形成后方定位部,所述后方定位部用于为工件在所述工件加工平台面131的后侧提供水平方向的定位。其次,所述左活动架212可以沿所述左支撑架211的长度方向来回移动,且所述左活动架212上设置有用于锁定位置的左锁定组件217,所述左锁定组件217包括布置在所述左活动架212上的左锁定螺栓及左锁定把手,顺时针转动所述左锁定把手,使得所述左锁定螺栓的一端与所述左支撑架211相抵,实现所述左活动架212在所述左支撑架211上的位置锁定;逆时针转动所述左锁定把手,使得所述左锁定螺栓的一端远离所述左支撑架211,解除所述左活动架212在所述左支撑架211上的位置锁定,此时可移动所述左活动架212,以调整工件在左侧的定位点。其次,在所述左活动架212上设置有用于传感工件是否到位的传感器215,及用于显示所述左活动架212在所述左支撑架211上的位置的数字显示器216,所述传感器215、数字显示器216分别信号连接到所述锁盒机的控制器,所述控制器用于控制整台机器的动作。
[0046]
所述右料架22包括有右定位档板214,所述右料架22的结构和用途与所述左料架21基本相同,不再重复啧述。
[0047]
如图1所示,所述上层机柜11包括面向所述工件加工平台面131的竖立柱23,所述竖立柱23沿上下方向布置,在另外的具体实施例中,还可以借用所述竖立柱23形成所述后方定位部。
[0048]
参见图1~图3,压料装置3,用于工件的压紧固定,包括2组侧压料组件31和2组上压料组件32。其中,2组所述侧压料组件31设置在所述下层机柜12的工件加工平台13上并位于所述工件加工平台面131的前侧,分布在所述工件加工空间14的前方两侧。如图6所示,所述侧压料组件31包括侧压料固定座33、侧压料气缸34和弹性侧压料头35,所述侧压料固定座33设置在所述工件加工平台面131前侧位置,所述侧压料气缸34设置在所述侧压料固定座33上,所述弹性侧压料头35朝所述工件加工空间14方向设置在侧压料气缸34上,所述侧压料气缸34用于与所述后方定位部配合共同在前后方向上压紧已经进入到所述工件加工空间14中的待加工工件。2组所述上压料组件32设置在所述上层机柜11上并位于所述工件加工平台面131的后侧,也分布在所述工件加工空间14的后方两侧,如图7所示,包括上压料支架36、上压料气缸37和弹性上压料头38,所述上压料支架36包括固定杆361和固定臂362,所述固定杆361连接到所述上层机柜11上,所述固定臂362连接到所述固定杆361上并延伸到各自对应的所述左右料架(21、22)的上方,所述上压料气缸37设置在所述固定臂362上,所述弹性上压料头38朝各自对应的左右料架(21、22)方向设置在所述上压料气缸37上,所述上压料气缸37的弹性上压料头38与所述工件加工平台面131配合在上下方向上压紧已经进入到所述工件加工空间14中的待加工工件。根据上述方案,可以通过所述压料装置3为工
件提供至少一个方位的压紧定位。
[0049]
参见图1、图5及图13所示,前限位板4,所述前限位板4可拆卸地安装在所述下层机柜12的顶部前侧并位于2组所述侧压料组件31之间的空间,所述前限位板4用于与所述后方定位部配合共同在前后方向上界定工件的行走空间。如图13所示,所述前限位板4为直角角码板状结构包括有竖向端板43和水平端板44,所述竖向端板43沿上下方向延伸出所述工件加工平台面131并与所述工件加工空间14遥相对应,所述水平端板44上设有前后位置调整槽41,所述前后位置调整槽41中设有带手柄的调整螺纹组件42,所述前限位板4通过所述调整螺纹组件42穿过所述水平端板44上的前后位置调整槽41拧入到所述下层机柜12上从而实现位置可调地安装在所述下层机柜12的工件加工平台13上。为此不仅能够借助于所述竖向端板43与所述后方定位部的前后配合,在前后方向上界定工件的行走空间,而且让工件能够被快速限位在所述工件加工平台面131上从而提高了定位速度和精度,而且能够避免所述工件在被定位的过程中在所述工件加工平台面131上长距离刮擦所述工件加工平台面131的可能性。
[0050]
参见图1~图5、图8~图11,铣槽装置5,设置在所述下层机柜12上,用于对定位在所述工件加工空间14中的工件的铣槽;它包括铣刀片51、铣刀驱动装置50,所述铣刀驱动装置50安装在所述下层机柜12上,所述铣刀片51传动连接到所述铣刀驱动装置50的动力输出轴上,所述铣刀片51的旋转中心线垂直于所述工件加工平台面131。
[0051]
其中,如图8~图11所示,所述铣刀驱动装置50包括铣槽电机52、铣槽横向滑动组件53、铣槽纵向位置调节组件54,所述铣刀片51连接在所述铣槽电机52的动力输出轴上,如图9所示所述铣槽电机52设置在所述铣槽纵向位置调节组件54上并在所述铣槽纵向位置调节组件54的带动下能够上下移动,确定所述铣刀片51在上下方向上的基准位置;所述铣槽纵向位置调节组件54设置在所述铣槽横向滑动组件53上,所述铣槽横向滑动组件53可前后滑动地设置在所述下层机柜12上从而能够带着所述铣槽电机52及所述铣刀片51沿前后方向移动,调整所述铣刀片51在前后方向上的启刀位置,即确定所述铣刀片51在前后方向上的基准位置。
[0052]
如图5所示,所述铣槽横向滑动组件53包括铣槽气缸55、铣槽滑轨56、铣槽横向滑动组件基座531,所述铣槽滑轨56设置在所述下层机柜12上,所述铣槽横向滑动组件基座531包括铣槽座58及连接在所述铣槽座58下方的铣槽滑块57,所述铣槽滑块57可滑动地设置在所述铣槽滑轨56上,所述铣槽座58设置在所述铣槽滑块57上,所述铣槽气缸55设置在所述下层机柜12上,所述铣槽气缸55的气缸杆连接到所述铣槽横向滑动组件基座531,驱动所述铣槽座58及所述铣刀片51作前后方向的移动。
[0053]
进一步改进的技术方案还可以是,如图10、图11和图12所示,所述铣槽横向滑动组件基座531还包括设置在所述铣槽座58上设有支撑板540,在所述支撑板540上设置有差动装置59,所述差动装置59包括定位架590,所述定位架590包括前后支板(5901、5902)、布置在所述前后支板(5901、5902)之间的基板体5903和侧板体5904,所述差动装置59还包括设置在所述定位架590的前后支板(5901、5902)上的一对架滑轨591、滑动设置在一对所述架滑轨591上的定位滑块592及设置在所述定位滑块592上的指示标593、固连在所述前支板5901前侧的支撑块5905,一对架滑轨591左右间隔布置并通过其两端的螺母栓接在所述前后支板(5901、5902)及支撑块5905上;还包括转动设置在所述支撑块5905上的铣槽前后位
置调节丝杆5a,在所述定位架590的前支板5901上设置有避让所述铣槽前后位置调节丝杆5a的杆孔,所述铣槽前后位置调节丝杆5a上设置有凸台,所述支撑块5905上设置有适配于所述凸台的凹坑,所述铣槽前后位置调节丝杆5a与所述支撑块5905之间通过所述凸台与凹坑的配合,将所述铣槽前后位置调节丝杆5a可周向转动地限定在所述支撑块5905上(但不能轴向移动),安装时,所述铣槽前后位置调节丝杆5a穿过所述杆孔并可转动地限定在所述支撑块5905上,所述支撑块5905用于定位和支撑所述铣槽前后位置调节丝杆5a。
[0054]
所述定位架590通过螺栓穿过设置在所述侧板体5904上的螺栓孔拧紧连接到所述铣槽座58上,当然在另外一种实施结构中也可以连接到所述支撑板540上;所述铣槽前后位置调节丝杆5a通过螺纹传动连接所述定位滑块592,所述铣槽气缸55的气缸杆通过其上的牛鼻孔传动连接到所述定位滑块592上的芯柱594上,所述铣槽气缸55的气缸杆平行于一对所述架滑轨591布置。所述铣槽前后位置调节丝杆5a前端设有铣槽调节手柄5b,所述铣槽调节手柄5b用于驱动所述铣槽前后位置调节丝杆5a旋转进而驱动所述定位滑块592在所述架滑轨591上滑动并且确定所述定位滑块592在所述架滑轨591上的位置,进而能够在所述铣槽横向滑动组件53协助确定所述铣刀片51在前后方向上的基准位置的基础上进一步通过让所述定位滑块592处于不同的位置方式调整所述铣刀片51在前后方向上的行程范围,即确定所述铣槽气缸55能够推动所述铣槽滑块57、铣槽座58的行程范围,所述指示标593用于直观地指示所述铣刀片51的调整位置。
[0055]
如图9、图10和图11所示,所述铣槽纵向位置调节组件54包括固连在所述支撑板540上的铣槽纵向滑轨5c、滑动设置在所述铣槽纵向滑轨5c上的铣槽纵向滑块5d、铣槽纵向位置调节丝杆5e、铣槽纵向位置调节手柄5f,所述支撑板540及所述铣槽纵向滑轨5c竖直设置在所述铣槽座58上,所述铣槽纵向滑块5d设置在所述铣槽纵向滑轨5c上,所述铣槽电机52设置在所述铣槽纵向滑块5d上,所述铣槽座58上设与所述铣槽纵向位置调节丝杆5e匹配的丝杆螺母581,所述铣槽纵向位置调节丝杆5e旋接在所述丝杆螺母581上并传动连接所述铣槽纵向滑块5d,所述铣槽纵向位置调节手柄5f设置在所述铣槽纵向位置调节丝杆5e的下端,所述铣槽纵向滑块5d的下端与在所述铣槽纵向位置调节丝杆5e的上端连接。这样当旋转所述铣槽纵向位置调节手柄5f时能够驱动所述铣槽纵向位置调节丝杆5e旋转并进一步拖动所述铣槽纵向滑块5d、所述铣槽电机52、所述铣刀片51沿上下方向移动从而调整所述铣刀片51的旋转平面所处的水平高度位置。
[0056]
进一步的,在所述铣槽横向滑动组件基座531与所述台式机架1的所述下层机柜12之间设置有第二阻尼器541,所述第二阻尼器541沿前后方向布置。如图14所示,所述第二阻尼器541是油压缓冲器,所述油压缓冲器连接在所述下层机柜12上,当所述铣槽座58前后移动时能够撞击到所述油压缓冲器的头部。
[0057]
进一步的,参见图1,所述铣槽横向滑动组件53设有梯形台的防尘盖15,所述防尘盖15铰接在所述上层机柜11上,所述下层机柜12的前侧衔接有操作柜16,所述操作柜16安装有控制面板161,所述控制面板161信号连接控制器,所述控制器用于控制整台机器的动作。
[0058]
参见图1~图5,钻孔装置6,用于工件的钻孔,包括三个钻头65、钻头驱动装置60,所述钻头驱动装置60安装在所述上层机柜11上,所述钻头65传动连接到所述钻头驱动装置60的动力输出轴上,所述钻头65的旋转中心线垂直于所述工件加工平台面131从而便于对
位于所述工件加工平台面131上的工件予以竖向钻孔加工,所述钻头65位于所述铣刀片51的前方。
[0059]
参见图1~图5,所述钻头驱动装置60包括钻孔电机62和电机动力分配箱61,三个所述钻头65一字型排列并相互联动,所述钻孔电机62安装在所述上层机柜11上,所述电机动力分配箱61传动连接到所述钻孔电机62的动力输出轴上,三个所述钻头65分别传动连接到所述电机动力分配箱61,三个所述钻头65中的中间钻头的旋转方向与左右两边的两个钻头的旋转方向相反。所述电机动力分配箱61用于将电机62的一个输入动力转换为三个输出动力,完成旋转动力的传递转换和分配,类似于传统的齿轮箱。
[0060]
所述钻孔装置6还包括钻孔横向滑动组件63、钻孔纵向升降组件64、钻孔气缸67,所述钻孔横向滑动组件63包括横向滑轨及能够在所述横向滑轨上滑动的横向滑板,所述钻孔横向滑动组件63的所述横向滑轨设置在所述钻孔纵向升降组件64上并且其操作手柄631从所述上层机柜11前方伸出,从而有利于从所述锁盒机的前方直接操作调整所述钻孔横向滑动组件63,其中,所述钻孔电机62设置在所述横向滑板上,所述横向滑板用于在所述操作手柄631的驱动下带着所述钻孔电机62前后移动调整所述钻头65在前后方向上的位置;所述钻孔纵向升降组件64可升降地设置在所述上层机柜11上,所述钻孔纵向升降组件64用于带着所述钻孔电机62上下移动调整所述钻头65在上下方向上的位置。所述钻孔气缸67设置在上层机柜11上,所述钻孔气缸60的推杆与所述钻孔纵向升降组件64连接,所述钻孔电机62设置在所述钻孔横向滑动组件63上,所述电机动力分配箱61设置在所述钻孔电机62的下端部。
[0061]
所述钻孔纵向升降组件64与所述台式机架的所述上层机柜11之间设置有第一阻尼器66,所述第一阻尼器66沿上下方向布置;所述第一阻尼器66是油压缓冲器,所述油压缓冲器66连接在所述钻孔纵向升降组件64上并与所述钻头65同步上下移动。在实际使用中,可以让所述第一阻尼器66的头部先接触所述工件加工平台面131形成预反冲力,再让所述钻头65下移接触工件。
[0062]
工件加工步骤:(1)将工件放置在所述工件加工平台面131上并首先伸入到所述前限位板4与所述后方定位部配合组建的行走空间中,并通过所述左料架21或所述右料架22予以至少一个端部的定位,并通过所述压料装置3的所述侧压料组件31或/和所述上压料组件32将工件至少在一个方向上压紧固定好;(2)定好工件的铣槽加工位置后,分别通过所述铣槽调节手柄5b和铣槽纵向位置调节手柄5f调整好所述铣刀片51上下和前后的进刀起始位置;(3)定好工件的钻孔加工位置后,调节所述钻头65的进刀起始位置;(4)通过所述控制面板161的控制,即可对工件进行自动加工,包括在型材的一个侧面铣出方孔和在型材的另一个立面钻出至少一个到三个圆孔。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips