
 商标分类
商标分类  商标转让
商标转让 
一种高精密成型密齿PCD铣刀的制作方法
 2021-01-29 17:01:02|
2021-01-29 17:01:02| 251|
251| 起点商标网
起点商标网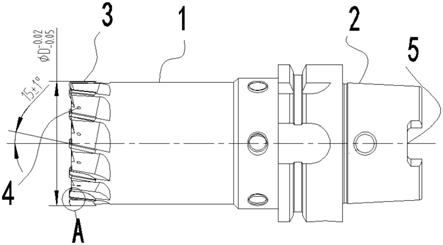
一种高精密成型密齿pcd铣刀
技术领域
[0001]
本实用新型涉及铣刀领域,具体涉及一种高精密成型密齿pcd铣刀。
背景技术:
[0002]
pcd成型铣刀是一种机床加工工具,与机床主轴连接后围绕主轴旋转中心线旋转,可以加工与主轴旋转中心线垂直的工件,广泛应用于汽车、航空、电器等的各个领域。pcd成型铣刀相比传统刀具具有更高的线速度和更好的耐磨性,加工速度快,耐磨性能好,换刀次数少,具有更高的加工效率,并能保持较高的加工尺寸精度和表面质量。虽然pcd成型铣刀理论加工寿命长,但pcd成型铣刀若刃口角度设计不合理、刃口处理工艺不良、冷却散热不良则会导致刀具刃口加工过程中导致异常磨损、表面质量差、翻边毛刺严重等问题,刀具使用不到寿命,异常换刀频繁,成本会急剧增加。
[0003]
常见的pcd成型铣刀的改进方案主要是通过优化刀片刃口的材质、改进刀片的排布数据量、调整刀具刃口角度的角度等。因pcd基片的成本较高,增加刀片数量会显著增加制造成本,且无法从根本上解决耐磨性不足的问题,刃口角度的改变也往往只在加工寿命的初期效果比较明显,随着加工工件数量的增加,耐磨性不足的问题会再次出现。
技术实现要素:
[0004]
针对上述现有技术中的不足之处,本实用新型提供一种高精密成型密齿pcd铣刀,其耐磨性好、加工精度高,加工的产品表面质量稳定。
[0005]
为了达到上述目的,本实用新型采用了以下技术方案:
[0006]
一种高精密成型密齿pcd铣刀,其特征在于:包括刀体部和刀柄部,其中刀体部包括密齿型刀头,所述密齿型刀头的刀片的轴向倾角为15
°±
1
°
,刀片的圆周后角为5
°-
10
°
,顶端具有1.5
°
和15
°
轴向后角,所述刀体部上设置有对应每个刀片的冷却水孔,所述冷却水孔的轴线方向与刀片的轴向夹角为30
°
,所述冷却水孔的轴线方向与刀片的径向夹角为45
°
。
[0007]
进一步地,所述密齿型刀头的刀片数量不少于12个。
[0008]
进一步地,所述冷却水孔的孔径为1mm-1.5mm。
[0009]
进一步地,所述刀柄部为hsk刀柄加锥形槽浮动头的双锥面定位刀柄。
[0010]
本实用新型的有益效果包括:确保了刀具加工过程中热量的有效散发,提高了刀片的耐磨性能,延长了使用寿命,定位精度高,确保了刀具整体加工尺寸精度,能长时间保持稳定的加工尺寸和表面精度,有效提高了刀具的综合使用性能。
附图说明
[0011]
图1是本实用新型的结构示意图;
[0012]
图2是图1的左视图;
[0013]
图3是图1的局部放大图。
具体实施方式
[0014]
下面结合具体实施例及附图来进一步详细说明本实用新型。
[0015]
一种如图1-3所示的高精密成型密齿pcd铣刀,包括刀体部1和刀柄部2,其中刀体部1包括密齿型刀头3,所述密齿型刀头3的刀片数量不少于12个。所述密齿型刀头3的刀片的轴向倾角为15
°±
1
°
。刀片圆周方向的后角根据刀体部1的直径和刀具加工材质的硬度设计为5
°-
10
°
,如图2所示的实施例中选用为8
°
,使用于加工铜、铝等较软的材料,刀体部2的直径为50mm,刀片顶端的轴向后角分配匹配为1.5
°
和15
°
。所述刀体1上设置有对应每个刀片的冷却水孔4,所述冷却水孔4的轴线方向与刀体部1的轴向夹角为30
°
,所述冷却水孔4的轴线方向与刀体部1的径向夹角为45
°
。所述冷却水孔4的孔径为1mm-1.5mm。冷却水孔对准刀片主切削刃下方2-3mm的部位,确保了刀具加工过程中热量的有效散发。在刀柄部2的端部设置有连通所有冷却水孔4的进水口5。
[0016]
如图1所示,本实用新型的高精密成型密齿pcd铣刀的刀柄部采用采用hsk刀柄及锥形槽浮动头双锥面定位方式,定位精度高,确保了刀具整体加工尺寸精度。
[0017]
以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips