
 商标分类
商标分类  商标转让
商标转让 
一种钢筋强化加工设备及钢筋强化加工生产线的制作方法
 2021-01-29 17:01:50|
2021-01-29 17:01:50| 245|
245| 起点商标网
起点商标网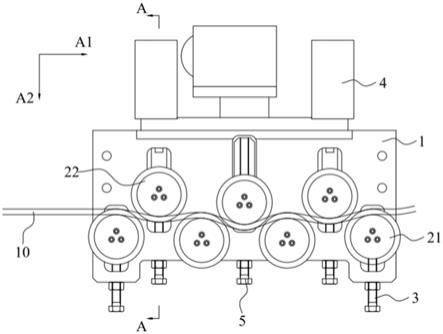
[0001]
本实用新型涉及钢筋加工技术领域,尤其涉及一种钢筋强化加工设备及钢筋强化加工生产线。
背景技术:
[0002]
钢筋是指钢筋混凝土用和预应力钢筋混凝土用钢材,钢筋的工艺性能包括很多项目,例如弯曲、扭转和缠绕,一般是采用机械设备对钢筋进行冷加工,超过屈服极限后,使得钢筋产生不同形式的变形,以提高钢筋的强度和硬度,使得钢筋能够承受更大的外载。
[0003]
采用钢筋微拉伸这一技术来实现钢筋强化,即非常轻微的冷硬化来实现,这种冷硬化过程会导致金属丝的伸长来满足钢筋强度提升,以获得具有高延性的钢筋。
[0004]
现有技术中,对钢筋进行强化加工的机械设备发展还不完善,在对钢筋进行拉伸时,无法对钢筋的强度值进行控制,使得钢筋出现过拉伸或者拉伸不符合要求的情况,不利于获得符合标准的高延性钢筋。
技术实现要素:
[0005]
本实用新型的目的在于提供一种钢筋强化加工设备及钢筋强化加工生产线,以解决现有技术中存在的在对钢筋进行拉伸时,无法对钢筋的强度值进行控制的技术问题。
[0006]
如上构思,本实用新型所采用的技术方案是:
[0007]
一种钢筋强化加工设备,包括机架和设置于所述机架上的强化轮组,所述强化轮组包括:
[0008]
多组第一滚轮组件,沿第一方向间隔设置;
[0009]
多组第二滚轮组件,沿所述第一方向与所述第一滚轮组件交错布置,所述第二滚轮组件与所述第一滚轮组件之间形成能够穿设钢筋的间隙,所述钢筋于所述间隙内弯折延伸;
[0010]
所述第二滚轮组件在第二方向的位置可调节以改变所述间隙的大小进而调整所述钢筋的弯折方向,所述第一方向与所述第二方向垂直。
[0011]
其中,所述第一滚轮组件设置有四组,包括位于两侧的侧部第一滚轮组件和位于中间的中部第一滚轮组件,所述侧部第一滚轮组件在所述第二方向的位置可调节,所述中部第一滚轮组件与所述机架固定连接。
[0012]
其中,所述强化轮组还包括第一调节机构,所述第一调节机构与所述侧部第一滚轮组件连接,所述第一调节机构能够改变所述侧部第一滚轮组件在所述第二方向的位置。
[0013]
其中,对应每组所述第二滚轮组件设置有一个第二调节机构,所述第二调节机构能够改变所述第二滚轮组件在所述第二方向的位置。
[0014]
其中,对应每组所述第二滚轮组件设置有一个限位螺杆,所述限位螺杆位于所述第二滚轮组件远离所述第二调节机构的一侧,所述限位螺杆与所述机架螺接且能够与所述第二滚轮组件抵接。
[0015]
其中,对应每组所述第二滚轮组件设置有一个支撑部,所述支撑部与所述机架沿所述第二方向滑动连接,所述第二滚轮组件与所述支撑部固定连接。
[0016]
其中,所述第二滚轮组件包括:
[0017]
销轴,与所述支撑部连接;
[0018]
轴承,套设于所述销轴上,所述轴承的内圈与所述销轴过盈配合;
[0019]
滚环,套设于所述轴承外,所述滚环与所述轴承的外圈固定连接,所述滚环的外表面上环设有用于容置所述钢筋的凹槽。
[0020]
其中,所述销轴的内部设置有水通道和油通道,所述水通道内循环流通冷却水,所述油通道连通至所述轴承的安装位置。
[0021]
其中,所述第一滚轮组件与所述第二滚轮组件结构相同。
[0022]
其中,所述强化轮组设置有两套,两套所述强化轮组呈夹角设置。
[0023]
一种钢筋强化加工生产线,包括如上所述的钢筋强化加工设备。
[0024]
本实用新型的有益效果:
[0025]
本实用新型提出的钢筋强化加工设备,钢筋穿设于第一滚轮组件与第二滚轮组件之间形成的间隙中,由于多组第二滚轮组件沿第一方向与第一滚轮组件交错布置,使得钢筋在间隙内弯折延伸,能够对钢筋进行微拉伸;第二滚轮组件在第二方向的位置可调节以改变间隙的大小进而调整钢筋的弯折方向,实现对钢筋的强度的增强值进行控制,使得钢筋的强化符合要求。本实用新型提出的钢筋强化加工设备,能够对屈服强度为400mpa的钢筋进行冷加工处理,提高钢筋强度,使屈服强度和抗拉强度增强,高延性在弹性区永久变形,使钢筋性能达到屈服强度500mpa,获得符合国家标准的高延性特性钢筋。
[0026]
本实用新型提出的钢筋强化加工设备,通过在销轴内设置水通道和油通道,以实现对轴承和滚环的强制冷却,并对轴承实现强制润滑,进而实现了滚轮组件的高速、耐磨、强劲的受力特点;故障率降低,减少维修,效率提高,性价比高。使得钢筋强化加工设备故障率降低,使用寿命增加,实现自动化程度高,降低能耗,实现绿色、节能、减排的优势。
附图说明
[0027]
图1是本实用新型实施例提供的钢筋强化加工设备的主视图;
[0028]
图2是图1提供的钢筋强化加工设备的部分结构的示意图;
[0029]
图3是图2的a-a处的剖视图;
[0030]
图4是图3中的第二滚轮组件的剖视图。
[0031]
图中:
[0032]
10、钢筋;
[0033]
1、机架;
[0034]
2、强化轮组;21、第一滚轮组件;22、第二滚轮组件;
[0035]
221、销轴;2211、水通道;2212、油通道;222、轴承;223、滚环;224、滚环轴承座;225、螺母;226、垫环;227、内隔套;228、第一防尘盖;229、第二防尘盖;
[0036]
3、第一调节机构;
[0037]
4、第二调节机构;
[0038]
5、限位螺杆;
[0039]
6、支撑部。
具体实施方式
[0040]
下面详细描述本实用新型的实施例,实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
[0041]
在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
[0042]
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0043]
下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
[0044]
参见图1至图3,本实用新型实施例提供一种钢筋强化加工设备,包括机架1和设置于机架1上的强化轮组2,钢筋10穿设于强化轮组2,并在牵引机构的拉动下前进,强化轮组2对钢筋10进行微拉伸。牵引机构为现有机构,用于拉动钢筋10前进,在此不再赘述。
[0045]
强化轮组2包括多组第一滚轮组件21和多组第二滚轮组件22,多组第一滚轮组件21沿第一方向间隔设置,多组第二滚轮组件22沿第一方向与第一滚轮组件21交错布置,第二滚轮组件22与第一滚轮组件21之间形成能够穿设钢筋10的间隙,钢筋10于间隙内弯折延伸,由于钢筋10弯折延伸,钢筋10能够被微拉伸;第二滚轮组件22在第二方向的位置可调节以改变间隙的大小进而调整钢筋10的弯折方向,第一方向与第二方向垂直。实现对钢筋10的强度的增强值进行控制,使得钢筋10的强化符合要求。
[0046]
本实用新型提出的钢筋强化加工设备,能够对屈服强度为400mpa的钢筋10进行冷加工处理,提高钢筋10强度,使屈服强度和抗拉强度增强,高延性在弹性区永久变形,使钢筋10性能达到屈服强度500mpa,获得符合国家标准的高延性特性钢筋10。
[0047]
可选地,强化轮组2设置有两套,两套强化轮组2呈夹角设置。两套强化轮组2配合,对钢筋10的强化程度更大、强化效果更均匀。在本实施例中,两套强化轮组2呈90度夹角设置,使得钢筋10的周面均匀受力,钢筋10被均匀强化。当然,可以根据实际需要设置强化轮组2的数量,在此不作限制。
[0048]
以图2中所示,a1表示第一方向,a2表示第二方向,第一滚轮组件21和第二滚轮组件22在第一方向间隔设置且交错分布,使得钢筋10在第一滚轮组件21和第二滚轮组件22之间弯折延伸。在此,对第一滚轮组件21的数量和第二滚轮组件22的数量不作限制,可根据实际情况选择。
[0049]
在本实施例中,第一滚轮组件21设置有四组,相邻两组第一滚轮组件21之间设置一组第二滚轮组件22,即第二滚轮组件22设置有三组。第一滚轮组件21和第二滚轮组件22沿第一方向的间距是均匀的。
[0050]
四组第一滚轮组件21包括位于两侧的侧部第一滚轮组件和位于中间的中部第一滚轮组件,侧部第一滚轮组件在第二方向的位置可调节,中部第一滚轮组件与机架1固定连接。由于所有的第二滚轮组件22在第二方向的位置可调节,通过改变侧部第一滚轮组件在第二方向的位置,与第二滚轮组件22配合,即可调整间隙大小,因此中部第一滚轮组件可以固定设置。
[0051]
当然,也可以设置所有的第一滚轮组件21在第二方向的位置可调节。进一步地,在第一滚轮组件21设置的数量多于四组的情况下,根据实际情况设置部分第一滚轮组件21可调节,部分第一滚轮组件21固定。
[0052]
第二滚轮组件22和可调节的第一滚轮组件21均与机架1滑动连接,能够沿第二方向直线滑动,可以采用导轨滑块结构对第二滚轮组件22和可调节的第一滚轮组件21进行导向。
[0053]
强化轮组2还包括第一调节机构3,第一调节机构3与侧部第一滚轮组件连接,第一调节机构3能够改变侧部第一滚轮组件在第二方向的位置。第一调节机构3可以是任何能够实现直线输出的机构,例如电机丝杠、气缸、油缸等。
[0054]
在本实施例中,第一调节机构3为调节螺杆,调节螺杆与机架1转动连接且与侧部第一滚轮组件螺接,机架1限制侧部第一滚轮组件转动。调节螺杆可以设置在侧部第一滚轮组件远离钢筋10的一侧,不会干涉钢筋10的移动。当调节螺杆转动时,由于侧部第一滚轮组件被限制转动,因此只能在螺接的作用下直线移动。
[0055]
具体地,对应每个侧部第一滚轮组件设置一个支撑柱,支撑柱与机架1沿第二方向滑动连接,侧部第一滚轮组件与支撑柱固定连接,支撑柱与调节螺杆螺接。当调节螺杆转动时,带动支撑柱直线移动,进而使得侧部第一滚轮组件沿第二方向直线移动。
[0056]
三组第二滚轮组件22包括位于两侧的侧部第二滚轮组件和位于中间的中部第二滚轮组件,两组侧部第二滚轮组件相对于中部第二滚轮组件对称,使得钢筋10受力均匀平衡。
[0057]
对应每组第二滚轮组件22设置有一个第二调节机构4,第二调节机构4能够改变第二滚轮组件22在第二方向的位置。第二调节机构4可以是任何能够实现直线输出的机构,例如电机丝杠、气缸、油缸等。
[0058]
在本实施例中,通过电机丝杠调节中部第二滚轮组件在第二方向的位置,通过油缸调节侧部第二滚轮组件在第二方向的位置。
[0059]
电机丝杠包括电机和与电机的输出轴连接的丝杠,丝杠与中部第二滚轮组件连接,由于中部第二滚轮组件与机架1滑动连接,因此当丝杠转动时,带动中部第二滚轮组件沿第二方向直线移动,调节位置。
[0060]
油缸的输出端与侧部第二滚轮组件连接,由于侧部第二滚轮组件与机架1滑动连接,因此通过油缸带动侧部第二滚轮组件沿第二方向直线移动,调节位置。
[0061]
对应每组第二滚轮组件22设置有一个支撑部6,支撑部6与机架1沿第二方向滑动连接,第二滚轮组件22与支撑部6固定连接。具体地,丝杠和油缸均是与支撑部6连接。
[0062]
对应每组第二滚轮组件22设置有一个限位螺杆5,限位螺杆5位于第二滚轮组件22远离第二调节机构4的一侧,限位螺杆5与机架1螺接且能够与第二滚轮组件22抵接。当调节第二滚轮组件22在第二方向的位置时,限位螺杆5能够起到限位作用,也能够保证第二滚轮组件22位置稳固。具体地,限位螺杆5能够与支撑部6抵接。
[0063]
第一滚轮组件21与第二滚轮组件22结构相同。在本实施例中,只对第二滚轮组件22进行详细介绍。
[0064]
如图4所示,第二滚轮组件22包括销轴221、轴承222和滚环223,销轴221与支撑部6连接,轴承222设置于销轴221上,轴承222的内圈与销轴221过盈配合;滚环223设置于轴承222外,轴承222的外圈与滚环223过盈配合,滚环223的外表面上环设有用于容置钢筋10的凹槽。销轴221与支撑部6之间可以是固定连接,销轴221不转动,滚环223转动,轴承222的设置,减小滚环223与销轴221之前的摩擦力。
[0065]
销轴221的内部设置有水通道2211和油通道2212,水通道2211内循环流通冷却水,以实现对轴承222和滚环223的强制冷却,油通道2212连通至轴承222的安装位置,对轴承222实现强制润滑,进而实现了滚轮组件的高速、耐磨、强劲的受力特点;故障率降低,减少维修,效率提高,性价比高。
[0066]
水通道2211于销轴221内呈u形延伸,水通道2211的一端为进水口,另一端为出水口,使得冷却水在水通道2211内实现循环,u形的设置能够增大水通道2211与销轴221的接触面积,使得销轴221的内部空间被充分利用。
[0067]
水通道2211的一侧为进水侧,另一侧为出水侧,进水侧与出水侧的交汇处与轴承222正对,使得尽量多的冷却水对轴承222和滚环223进行冷却。
[0068]
进水侧与出水侧的延伸方向与销轴221的轴向平行,增大水通道2211与销轴221的接触面积,使得销轴221的内部空间被充分利用。
[0069]
滚轮组件还包括滚环轴承座224和螺母225,滚环轴承座224设置于轴承222与滚环223之间,轴承222的外圈与滚环轴承座224过盈配合,滚环223与滚环轴承座224固定连接;滚环轴承座224的外表面上设置有螺纹,螺母225与螺纹配合且与滚环223抵接。滚环轴承座224的设置,更便于滚环223与轴承222之间配合,轴承222可以置于滚环轴承座224的内部,进而能够减小滚环223的轴向宽度。
[0070]
在本实施例中,滚环223采用超强、耐磨材料制成,耐磨,性价比好。轴承222采用受力大的滚子轴承。
[0071]
滚环轴承座224的一侧设置有限位凸起,滚环223与限位凸起之间设置有垫环226,垫环226位于滚环223远离螺母225的一侧。垫环226和螺母225对滚环223的轴向限位,使得滚环223安装稳固。
[0072]
轴承222设置有一对,一对轴承222之间设置有内隔套227,油通道2212与内隔套227连通。通过对油通道2212内定期加油,油流入一对轴承222之间,对轴承222进行润滑。内隔套227使得一对轴承222间隔设置,不会发生干涉。
[0073]
销轴221上于一对轴承222的外侧设置有第一防尘盖228,第一防尘盖228与轴承222的内圈抵接。第一防尘盖228对轴承222的内部进行保护,起到防尘作用。
[0074]
销轴221的一端设置有第二防尘盖229,第二防尘盖229与第一防尘盖228抵接,对第一防尘盖228限位。第二防尘盖229的直径较长,能够遮挡螺母225,以起到全方位防尘作
用。
[0075]
本实用新型实施例还提供一种钢筋强化加工生产线,包括上述的钢筋强化加工设备,还包括自动连续放线装置、钢筋拉拔装置和全自动收线装置。
[0076]
自动连续放线装置、钢筋强化加工设备、钢筋拉拔装置和全自动收线装置依次排布,自动连续放线装置上设置有钢筋卷,可以实现自动连续放线,钢筋拉拔装置作为牵引机构,为钢筋提供动力,使钢筋可以从钢筋强化加工设备通过,钢筋强化加工设备的多组滚轮组件位置可调节,钢筋10可以从多组滚轮组件的间隙内弯折延伸通过,实现弯折延伸在标准范围内无限可调。自动收线装置将钢筋10收卷到钢筋卷。
[0077]
不仅实现钢筋10自动连续放线、拉拔、全自动收线,无需操作人员参与,而且通过钢筋强化工艺,对钢筋10微拉伸,使得金属丝伸长,金属丝的截面减少大约1-2%。这种变形过程不仅减少了截面,而且可以达到金属丝原始长度伸长的3-5%;钢筋经拉伸程度为3-5%处理后,带肋线材的原料极限re必须在400-430mpa左右,延伸率agt必须在7.5%以上,即原材料为国标的三级钢hrb400级钢筋,经拉伸程度为3-5%处理后,这种伸长是在国家实际重量和理论重量的偏差
±
5%以内的,是符合国家标准的。可以获得符合中国标准要求的屈服强度极限re>500mpa,获取hrb500级、crb600h级钢筋。可以获得符合欧美标准要求的屈服强度极限re>500mpa,获取500c、500b钢筋。实现了高效,绿色、节能、减排的优势。
[0078]
其中,自动连续放线装置、钢筋拉拔装置和全自动收线装置均可采用现有装置,在此对结构不作赘述。
[0079]
以上实施方式只是阐述了本实用新型的基本原理和特性,本实用新型不受上述实施方式限制,在不脱离本实用新型精神和范围的前提下,本实用新型还有各种变化和改变,这些变化和改变都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips