
 商标分类
商标分类  商标转让
商标转让 
一种自动粉体装模制锭设备的制作方法
 2021-01-29 17:01:03|
2021-01-29 17:01:03| 249|
249| 起点商标网
起点商标网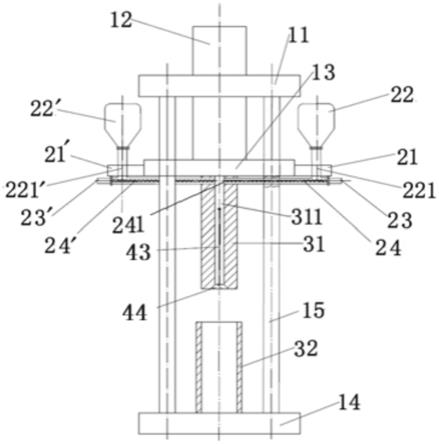
[0001]
本实用新型涉及粉末成型技术领域,更具体地涉及一种自动粉体装模制锭设备。
背景技术:
[0002]
现有技术中,在粉末原料压制成长形块状模时,以往的工艺过程为,通过一次性装料来进行上下双向压制成型或者单向压制成型;或者多次添加粉料,期间将上模移出进行多次加料,然后分步进行压制成型。但现有的这些方法都存在弊端。如一次性装料的压模机所压制的粉料的模块大小会有限制且密度不均,而多次装料的压模机仅中途装料粉的过程也很复杂:例如要把上模移出,再次装料,如此反复,这样既费时,且操作复杂,并且时间和经济成本也高。因此,现有装料工艺得不到自动控制,并且料粉的量的控制、添加的方法不当还会污染环境等很多弊端。另外,制作的粉锭尺寸越大,这些问题就越严重。
[0003]
因此,需要新的粉末成型技术,以解决现有技术中存在的上述问题。
技术实现要素:
[0004]
为了解决现有技术中存在的上述问题,本实用新型通过设置自动进料系统以及震动平整均料系统,能够实现精确的多次自动进料,满足成型的精度和尺寸要求,以及更好的产品质量;并且多次进料期间不用将上模移出下模,由此能够保障工艺流程的顺畅,节约时间和经济成本。
[0005]
根据本实用新型一方面,提供一种自动粉体装模制锭设备,其特征在于,包括压机系统,进料系统,模具系统以及震动平整均料系统。
[0006]
其中,所述压机系统包括上梁11、压头12、滑块13、工作台14以及支撑部15,其中所述支撑部15设置在上梁11和工作台14之间进行支撑,滑块13可沿着支撑部上下移动。所述压机系统可以是液压驱动或其他机械式驱动。所述支撑部15例如可以是多个支撑柱的形式,也可以是其他的形式,例如支撑框的形式,所述滑块13通过导轨在框架中上下移动。
[0007]
所述模具系统包括上模31以及下模32,其中上模31设置在滑块13的下表面上;滑块13与压头12相连,能够通过压头12来驱动滑块13以及上模31上下移动;上模31具有中心通道311以及侧壁通道312,该中心通道 311的下端口逐渐扩大形成为凹形开口3111;下模32设置在工作台14上,并且与上模31对准,使得上模31能够插入到下模32的型腔中。
[0008]
所述进料系统用于为整个设备进料。更具体地,进料系统可以与中心通道311(例如中心通道311的上端口)连通,从而将原料输送到所述模具系统的上模31之中。更具体地,在本实用新型的一个实施方案中,所述进料系统可以包括料架21、料筒22、进料驱动器23,进料装置24;所述料架21 固定连接于滑块13,所述料筒22设置在所述料架21上,进料装置24固定连接在滑块13上,并且料筒22的下料口221与进料装置24的进料口连通,所述进料驱动器23用于驱动所述进料装置24进行进料,进料装置24的出料口与中心通道311的上端口连通。驱动器23可以是旋转电机,也可以是气动旋转器,或输料气源,或震动源;进料装置24可以是螺杆输料,也可以是气动输料,或者震动输料;当震动输料时,所述进料装置24设置
成倾斜的,以利用震动和重力输料。
[0009]
本实用新型的进料系统也可以独立设置,例如独立于压机系统和模具系统,而仅仅通过软管与上模31的中心通道311连通。更具体地,可以在上模31的上部设置进口(未示出),该进口与中心通道311连通,软管的一端可以与该进口固定连接;软管的另一端与进料系统的出口连接;由此能够将进料系统排出的原料输入上模31之中。另外,由于通过软管连接,使得不会由于上模31的上下移动而影响进料。
[0010]
根据本实用新型实施方案,其中所述料架21固定连接于滑块13是优选。根据本实用新型实施方案,其中所述进料装置24为螺杆输料是优选。
[0011]
所述震动平整均料系统包括轴向移动器41、震动驱动器42、连接缆43 以及震封头44,轴向移动器41、震动驱动器42和连接缆43依次相连,连接缆43延伸通过侧壁通道312进入中心通道311以连接震封头44,其中震封头44的形状与凹形开口3111基本一致,能够配合在凹形开口3111之中以封闭凹形开口3111,并使得上模31的下表面齐平;轴向移动器41能够驱动震动驱动器42和连接缆43同时沿轴向移动,并进而驱使震封头44开启或封闭凹形开口3111;震动驱动器42能够通过连接缆43驱动震封头44震动。
[0012]
根据本实用新型实施方案,其中所述自动粉体装模制锭设备还包括自动控制系统,所述自动控制系统分别与所述压机系统,进料系统,以及震动平整均料系统连接。
[0013]
根据本实用新型实施方案,其中所述自动控制系统为plc控制系统。
[0014]
根据本实用新型实施方案,其中轴向移动器41设置在滑块13上,震动驱动器42可轴向移位的设置在滑块13上。
[0015]
根据本实用新型实施方案,其中所述进料系统为一至四套,两套是优选。各套进料系统的进料装置(24,24
′
)的出料口与中心通道311的上端口连通。
[0016]
根据本实用新型实施方案,其中凹形开口3111呈锥台状,例如为圆锥台或其它上小下大的形状。
[0017]
根据本实用新型实施方案,其中侧壁通道312由外至内地穿过上模31 的外壁,例如可以是倾斜地穿过外壁。
[0018]
根据本实用新型实施方案,其中所述连接缆43包括柔性动力输送轴431 和外套管432,震动驱动器42通过外套管432与震封头44相连。
[0019]
根据本实用新型实施方案,其中所述震封头44包括震动子441;所述震动驱动器42的转轴与柔性动力输送轴431相连,柔性动力输送轴431与震动子441相连,由此能够驱动震动子441以使得震封头44周期震动。
[0020]
根据本实用新型实施方案,其中震动子441选自偏心转子、气动震子和电磁震子。
[0021]
根据本实用新型实施方案,其中所述震封头44还包括封圈、滚动轴承或滑动轴承(442),所述震动子441通过所述封圈、滚动轴承或滑动轴承(442) 来使得震封头44周期震动。
[0022]
根据本申请的另一方面,提供一种自动进料粉末成型的方法,其特征在于,所述方法包括在成型过程中不将上模移出模具而实现多次进料,且可分次压实。
[0023]
根据本实用新型实施方案,其中所述进料为金属粉末。
[0024]
根据本实用新型实施方案,其中所述进料为非金属粉末。
[0025]
根据本实用新型实施方案,其中所述金属粉末为金属粉末和非金属粉末的混合粉
末。
[0026]
根据本实用新型实施方案,其特征在于,所述进料为金属基复合材料粉末。
[0027]
本实用新型的自动粉体装模制锭设备利用上模作为进料通道,简化了结构,结合震动平整均料系统,使得能够不用移出上模即可实现多次进料,保证了工艺流程的顺畅;例如震封头44使得进料均匀平整,结合进料的自动可控且精确,可实现多规格的模块成品,以及成本效益得到优化。
附图说明
[0028]
附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
[0029]
图1为根据本实用新型一个实施方案的自动粉体装模制锭设备的主视图的截面示意图;
[0030]
图2为图1所示的自动粉体装模制锭设备的侧视图的截面示意图;
[0031]
图3为图2的局部放大图;
[0032]
图4为图2中的局部放大截面图;
[0033]
图5为根据本实用新型一个实施方案的自动粉体装模制锭设备的进料示意图;
[0034]
图6为根据本实用新型另一个实施方案的自动粉体装模制锭设备的对已进粉料进行震动平整示意图。
[0035]
附图标记:1-原料,11-上梁;12-压头;13-滑块;14-工作台;15-支撑部;21,21
’-
料架;22,22
’-
料筒;221,221
’-
下料口;23,23
’-
进料驱动器;24,24
’-ꢀ
进料装置;241-出料口;31-上模;311-中心通道;312-侧壁通道;3111-凹形开口;41-轴向移动器;42-震动驱动器;43-连接缆;431-柔性动力输送轴; 432-外套管;441-震动子;442-封圈;44-震封头。
具体实施方式
[0036]
以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
[0037]
图1为根据本实用新型一个实施方案的自动粉体装模制锭设备的主视图的截面示意图;图2为图1所示的自动粉体装模制锭设备的侧视图的截面示意图。参考附图1和2,本实用新型的自动粉体装模制锭设备可以包括压机系统,进料系统,模具系统以及震动平整均料系统以及自动控制系统(未示出),各个系统相互连接支持,在整体上构成了本实用新型自动粉体装模制锭设备的一个实例。
[0038]
如图1和2所示,所述压机系统可以包括上梁11、压头12、滑块13、工作台14以及支撑部(多个支撑柱)15,由此构成了一个基本支撑框架,其中所述多个支撑柱设置在上梁11和工作台14之间进行支撑,例如支撑柱可以通过螺栓连接等方式固定在上梁11和工作台14之间,而滑块13形成有与支撑柱相应的孔,由此穿过支撑柱而设置。支撑柱可以是4个、6个等,也可以根据具体情况来设置。压头12固定在上梁11上并且与滑块13连接,滑块13在压头12的驱动下可沿着支撑柱上下移动。当然,支撑部15可以是其他的形式例如支撑框的形式(未示出),支撑框与上梁11和工作台14 之间可以通过焊接连接起来,所述滑块13通过导轨在框架中上下移动。
[0039]
所述进料系统可以包括料架(21,21
′
)、料筒(22,22
′
)、进料驱动器 (23,23
′
),进料装置(24,24
′
)。也即,如图所示,该实施例中包括两套进料系统,当然可以具体情况来设置一套进料系统或者更多套的进料系统。各进料系统基本一样,因此利用其中的一套进行示例性说明。
[0040]
所述料架21用于固定料筒22等,该料架21可以固定在滑块13上,所述料筒22固定设置在所述料架21上,用于存放原材料(进料)例如金属粉末等。进料装置24固定连接在滑块13上,(例如下表面上),使得料筒22 的下料口221与进料装置24的进料口连通,所述进料驱动器23固定于进料装置24上,用于驱动所述进料装置24进行进料。例如所述进料装置24可以是螺杆进料装置,螺杆进料装置主要利用具有固定节距的螺纹转动,将物料一圈一圈往前推进,由此可以实现定量给料的目的,例如有双螺杆进料装置,单螺杆进料装置等等。该类装置为本领域所熟知,在此并不赘述。所述进料装置24也可以是气动输料,还可以是震动输料;当震动输料时,所述进料装置24设置为倾斜的(未示出),以利用震动和重力输料。进料装置24 在进料驱动器23的驱动下,将原料1例如金属粉末(例如金属基复合材料粉末)输送至其出料口241,进料装置24的出料口与上模31的中心通道311 (下文进行说明)的上端口相连通。
[0041]
所述模具系统可以包括上模31以及下模32,其中上模31固定设置在滑块13的下表面上,由此能够通过压头12来驱动滑块13以及上模31上下移动;上模31具有中心通道311以及侧壁通道312;该中心通道311的上端口与进料装置24的出料口连通,由此原料能够进入到上模之中;侧壁通道312 由外向里穿过上模31的侧壁,由上而下倾斜地穿过,例如可以与水平呈0-60 度的夹角,例如30度的夹角,由此使得连接缆43能够方便地穿过并进入中心通道311向下方延伸。应该理解的是,侧壁通道312设置在所述上模31 的上部侧壁上,以不影响后续的压制为宜。该中心通道311的下端口逐渐扩大形成为凹形开口3111(参见附图5和6),例如所述凹形开口3111可以呈锥台状例如为圆锥台或棱锥台、喇叭状等上小下大的形状。所述下模32设置在所述工作台14上,并且与上模31对准,使得所述上模31能够插入到所述下模32的型腔中,这样进入上模的原料1可以通过中心通道以及凹形开口而落入所述下模32的型腔中,并且所述上模31能够对下模32中的原料粉末进行压制。上模31插入下模32之中时二者之间可以存在缝隙,使下模32的型腔中的气体可以从该间隙排出,或者可以形成排气通路。
[0042]
所述震动平整均料系统可以包括轴向移动器41、震动驱动器42、连接缆43、柔性动力输送轴431、外套管432、震动子441、封圈442、震封头 44,其中震封头44的形状与所述凹形开口3111一致,能够配合在所述凹形开口3111之中以封闭所述凹形开口3111,当震封头44配合在凹形开口中时,二者的下表面齐平,使得上模31的下表面整体上呈平面,有益于对原料(进料)1的压制;所述连接缆43可以包括柔性动力输送轴431以及外套管432 (参见附图4),整体上具有柔韧性。连接缆43的一端连接震动驱动器42,然后延伸通过侧壁通道312进入中心通道311以连接设置在凹形开口3111 之中的震封头44。其中;轴向移动器41与震动驱动器42连接,驱动震动驱动器42带动连接缆43沿轴向移动,使得震封头44能够打开或者关闭凹形开口3111。例如当需要进料时,可以驱使连接缆43下移,由此打开凹形开口3111,使得原料1落入下模32的型腔中;当震封头44下降到粉末中时,可以由震动驱动器42通过柔性动力输送轴431驱动震动子441震动,由此使得震封头44震动,使粉料平整;然后通
过轴向移动器41通过震动驱动器 42和连接缆43上提震封头44来关闭凹形开口3111,启动压机进行模压。轴向移动器41以及震动驱动器42可以通过连接部件45(参见附图3)而设置在滑块13上,由此实现稳定的运行和操作。
[0043]
更具体地,轴向移动器41可以是线性电机,也可以是气动移动器,或者是液压移动器;震动驱动器42的动力源通过连接缆43中的柔性动力输送轴431,驱动震动子441周期震动,从而造成震封头44震动。震动驱动器 42可以是旋转电机,也可以是气动旋转器,或者液压旋转器,或者气动控制器,或者电磁控制器;柔性动力输送轴431可以是可弯曲和旋转的钢缆,用于一端连接42旋转电机或气动旋转器或液压旋转器的动力源(旋转轴)、也可是压缩空气管和出气管,用于连接气动控制器的动力源(压缩空气接口)、或者也可是电线,用于连接电磁控制器的动力源(导线接线端)。震动子441 可以是偏心转子,连接在431可弯曲和旋转的钢缆的另一端,偏心转子旋转时,通过442封圈(可以是滚动轴承或是滑动轴承)造成震封头44周期震动;震动子441也可以是气动震子,通过封圈442连接431压缩空气管和出气管,由压缩空气驱使震动,带动震封头44周期震动;震动子441还可以是电磁震子,连接封圈442导入的电线,通过电流的变化使441电磁震子震动,从而带动震封头44周期震动。
[0044]
另外,根据本实用新型实施方案,所述自动粉体装模制锭设备还可以包括自动控制系统(未示出),自动控制系统分别与压机系统,进料系统,以及震动平整均料系统连接,可以实现工艺流程的自动化控制,例如自动控制系统为plc控制系统。更具体地,例如,控制系统可以电源、中央处理单元(cpu)、存储器、输入输出接口电路、功能模块、通信模块等等。这样的控制系统为本领域所熟知,在此并不赘述。
[0045]
根据本实用新型的另一方面,还供一种自动进料粉末成型的方法,该方法包括在成型过程中不将上模移出模具而实现多次进料。下面结合附图来说明本实用新型的操作方法以及工作原理。
[0046]
首先,将原料1(铝基金属粉末)放入料架21上料桶22中,控制系统根据预设好的程序,驱动压头12来使滑块13向下移动,带动上模31进入下模32的下部,启动进料装置24将预定量的原料输送到其出料口,并落入中心通道311之中,同时震动平整均料系统驱使所述连接缆43下降,将震封头44操作为处于打开的位置,由此打开凹形开口3111;由此进入中心通道 311之中的原料1落入到下模32之中。当原料开始填充时,震封头44通过轴向移动器41和震动驱动器42的控制进行震动,以实现粉料的平整,平整结束之后震封头44逐渐上升,与原料脱离后停止震动,回到上模的凹形开口3111的位置,然后压头12使上模31向下运动,对原料粉进行压制,经过预定时间之后,压头12驱动滑块13向上移动,将上模抬起一定高度,然后驱使震封头44离开凹形开口3111(此时凹形开口3111仍位于下模32之中),继续进料,然后震动平整料,再施压。如此反复多次,直至所形成模块达到设定的高度要求。
[0047]
相比于现有技术,本实用新型的技术方案能够实现诸多的有益效果,例如本实用新型的自动粉体装模制锭设备利用上模作为进料通道,简化了结构,结合震动平整均料系统,使得能够不用移出上模即可实现多次进料且使料平整均匀,保证了工艺流程的顺畅;例如本实用新型震封头44能够震动由此使得进料均匀平整分布,结合进料的自动可控且精确,本实用新型可实现多规格的粉料压实模块成品,以及成本效益得到优化。
[0048]
以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简
单变型,这些简单变型均属于本公开的保护范围。
[0049]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
[0050]
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 封头

 热门咨询
热门咨询




tips