
 商标分类
商标分类  商标转让
商标转让 
一种用于洁净室的自动焊接装置的制作方法
 2021-01-29 17:01:09|
2021-01-29 17:01:09| 228|
228| 起点商标网
起点商标网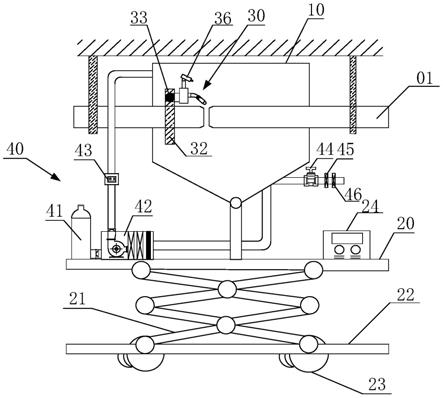
[0001]
本发明涉及建筑施工领域,尤其涉及一种用于洁净室的自动焊接装置。
背景技术:
[0002]
随着我国科技、医疗卫生、食品工业等技术的不断发展,现阶段国内有大量实验室、食药品厂、手术室以及电子厂房处于规划、设计和建设阶段,而这些场所一般都有严格的洁净度要求以保证生产质量和生命安全。在洁净室的施工过程中,尤其是管道的现场焊接及检修工作容易产生烟尘,必须采取严格措施,满足洁净室的工艺标准和设计要求,以避免焊接烟尘对室内洁净度产生影响。
[0003]
在洁净室中碰到管道需要现场焊接或者检修时,按照以往的施工经验通常是采用集尘罩将需焊接管道围护起来,焊工通过撑梯进入集尘罩中进行现场焊接作业。由于密闭空间内空气流通不畅,在焊接过程中焊工需要多次进出集尘罩才能完成管段的焊接,一方面焊接烟尘容易附着在焊工的身体表面从而对洁净室产生影响,另一方面焊工焊接作业条件差,工作效率低,对焊接的质量也难以保证。
技术实现要素:
[0004]
本发明提供一种用于洁净室的自动焊接装置,以解决上述技术问题。
[0005]
为解决上述技术问题,本发明提供一种用于洁净室的自动焊接装置,包括:
[0006]
集尘罩,罩设于待焊接管道的外部,以形成密封空间;
[0007]
移动式升降平台,所述集尘罩固定于所述移动式升降平台上,用于调节所述集尘罩的垂向位置;以及
[0008]
焊接组件,设置于所述集尘罩内,包括支撑件、行走轨道、行走小车、可调支架以及焊枪,所述行走轨道通过所述支撑件固定于所述待焊接管道上;所述行走小车安装于所述行走轨道上,并能够沿所述行走轨道移动;所述焊枪通过所述可调支架固定于所述行走小车上。
[0009]
较佳地,所述自动焊接装置还包括监控装置,所述监控装置固定于所述行走小车上。
[0010]
较佳地,所述自动焊接装置还包括除尘组件,所述除尘组件包括惰性气体除尘管路和空气除尘管路,所述惰性气体除尘管路和空气除尘管路可切换式与所述集尘罩形成的密封空间连通。
[0011]
较佳地,所述空气除尘管路中还安装有过滤器。
[0012]
较佳地,所述惰性气体除尘管路中还安装有洁净度检测仪。
[0013]
较佳地,所述集尘罩包括主体框架和覆盖于所述主体框架上的三防布,所述三防布包括可拆卸式连接的第一部分和第二部分。
[0014]
较佳地,所述移动式升降平台包括液压升降组件和提升件,所述液压升降组件驱动所述提升件升降。
[0015]
较佳地,所述提升件的下方还设有滚轮,所述滚轮上安装有万向调节件和刹车片。
[0016]
较佳地,所述移动式升降平台上还安装有焊接控制系统,所述焊接控制系统与所述焊接组件信号连接,用于控制所述焊接组件的焊接参数。
[0017]
较佳地,所述支撑件与所述待焊接管道接触的一面设置有橡胶衬垫。
[0018]
与现有技术相比,本发明提供的用于洁净室的自动焊接装置具有如下优点:
[0019]
1.本发明采用焊接组件实现自动焊接,焊接时无需人员进入集尘罩内,从而降低了人为因素对洁净室内的环境的污染,同时减少了人工劳动强度,提高了焊接品质;
[0020]
2.本发明在行走小车上设置监控装置,与焊枪同步移动,从而对焊接过程进行实时监控,及时反馈焊缝质量,进一步提高焊接品质;
[0021]
3.本发明通过设置除尘组件,及时将焊接产生的烟尘进行过滤处理,从而减少对洁净室内洁净度的影响,安全可靠性更高。
附图说明
[0022]
图1为本发明一具体实施方式中用于洁净室的自动焊接装置的结构示意图;
[0023]
图2为本发明一具体实施方式中用于洁净室的自动焊接装置中焊接组件的主视图;
[0024]
图3为本发明一具体实施方式中用于洁净室的自动焊接装置中焊接组件的侧视图。
[0025]
图中:01-待焊接管道、10-集尘罩、20-移动式升降平台、21-液压升降组件、22-提升件、23-滚轮、24-焊接控制系统、30-焊接组件、31-支撑件、32-行走轨道、33-行走小车、34-可调支架、35-焊枪、36-监控装置、37-行走电机、38-橡胶衬垫、40-除尘组件、41-供气装置、42-除尘吹扫机组、43-洁净度检测仪、44-阀门、45-初效过滤器、46-中效过滤器。
具体实施方式
[0026]
为了更详尽的表述上述发明的技术方案,以下列举出具体的实施例来证明技术效果;需要强调的是,这些实施例用于说明本发明而不限于限制本发明的范围。
[0027]
本发明提供的用于洁净室的自动焊接装置,如图1至图3所示,包括:集尘罩10,罩设于待焊接管道01的外部,以形成密封空间;移动式升降平台20,所述集尘罩10固定于所述移动式升降平台20上,用于调节所述集尘罩10的垂向位置;以及焊接组件30,设置于所述集尘罩10内,包括支撑件31、行走轨道32、行走小车33、可调支架34以及焊枪35,所述行走轨道32通过所述支撑件31固定于所述待焊接管道01上;所述行走小车33安装于所述行走轨道32上,并能够沿所述行走轨道32移动;所述焊枪35通过所述可调支架34固定于所述行走小车33上。本发明采用焊接组件30实现待焊接管道01的自动焊接,焊接时无需人员进入集尘罩10内,从而降低了人为因素对洁净室内的环境的污染,同时减少了人工劳动强度,提高了焊接品质;另外,由于焊接时无需人员进入集尘罩10内,可以缩小集尘罩10的大小,只需容纳焊接组件30且不影响焊接组件30的焊接过程即可,从而降低成本。
[0028]
较佳地,所述集尘罩10包括主体框架和覆盖于所述主体框架上的三防布,具体地,所述主体框架用于提供足够支撑,本实施例中采用不锈钢钢管焊接而成,主体框架的底部采用紧固螺栓或者焊接方式固定于所述移动式升降平台20上方;所述三防布包括可拆卸式
连接(例如通过魔术贴粘合)的第一部分和第二部分,本实施例中采用阻燃耐高温材料,所述三防布的第一部分和第二部分采用上下组合的方式,其中下部的第二部分设有供待焊接管道01穿过的可收缩孔洞,当然,孔洞大小可根据待焊接管道01的尺寸进行调节,焊接时,第一部分和第二部分粘合,形成密封空间,焊接完毕后可将上部的第一部分拆除,便于人员对焊接组件30进行拆装等操作。
[0029]
较佳地,请重点参考图1,所述移动式升降平台20包括液压升降组件21和提升件22,所述液压升降组件21驱动所述提升件22升降。具体地,所述移动式升降平台20可根据不同待焊接管道01的标高进行液压升降;所述提升件22的下方还设有滚轮23,所述滚轮23上安装有万向调节件(未图示)和刹车片(未图示),用于移动式升降平台20的位置调节以及制动。
[0030]
较佳地,所述移动式升降平台20上还安装有焊接控制系统24,所述焊接控制系统24与所述焊接组件30信号连接,用于控制所述焊接组件30的焊接参数。具体地,所述焊接控制系统24可对行走小车33的行驶速度,焊枪35的焊接速度、摆动宽度,以及焊接电压、电流等相关参数进行调节,确保焊接过程安全可靠。
[0031]
较佳地,请重点参考图2和图3,具体地,所述支撑件31的个数及支撑角度可根据待焊接管道01的尺寸大小进行调节,本实施例中,支撑件31的个数为3个,所述行走轨道32通过3个支撑件31固定在焊口位置左侧;所述行走轨道32与支撑件31之间用紧固螺栓进行连接;较佳地,所述支撑件31与所述待焊接管道01接触的一面设置有橡胶衬垫38,从而减少支撑件31对待焊接管道01的损伤。
[0032]
进一步的,请重点参考图2,所述行走小车33由行走电机37驱动,焊接时,行走小车33可由所述焊接控制系统24操控,在行走轨道32上根据焊接要求行驶。
[0033]
进一步的,请重点参考图3,所述可调支架34可由两根不锈钢方管组成,方管中间为镂空结构,两根方管通过螺栓方式连接,从而实现上下左右多方向调节,其中横向方管采用螺栓固定于所述行走小车33上。焊接时,焊枪35通过专用夹具固定于可调支架34上,根据焊口位置进行调节。
[0034]
在某些实施例中,本发明提供的自动焊接装置能够实现洁净室内管径100mm-400mm,壁厚4-10mm的管道的自动焊接,当然同时还需考虑现场的实际可操作空间,避免对其他管路产生干涉。
[0035]
较佳地,请重点参考图1,所述自动焊接装置还包括监控装置36(例如视频监控),所述监控装置36固定于所述行走小车33上,随所述焊枪35同步移动,从而对焊接过程进行实时监控,以及时反馈焊缝质量,进一步提高焊接品质。
[0036]
较佳地,请继续参考图1,所述自动焊接装置还包括除尘组件40,所述除尘组件40包括惰性气体除尘管路和空气除尘管路,管路材质均为耐高温柔性材料,所述惰性气体除尘管路和空气除尘管路可切换式与所述集尘罩形成的密封空间连通,即当惰性气体反复循环至满足室内洁净度要求时,可将惰性气体吹扫改为洁净室空气吹扫,以进一步满足室内洁净度要求,本装置可适用于洁净度等级为n5-n9的洁净室。
[0037]
具体地,所述惰性气体除尘管路包括供气装置41、除尘吹扫机组42以及洁净度检测仪43,除尘吹扫机组42可将供气装置41提供的惰性气体对集尘罩10内的密封空间进行持续循环吹扫,以及时将焊接产生的烟尘进行处理;本实施例中,所述除尘吹扫机组42中的风
机能实现自动变频功能,可根据洁净度的变化实时调整风速。
[0038]
所述空气除尘管路包括阀门44、初效过滤器45以及中效过滤器46,当洁净度检测仪43检测到集尘罩10内洁净度要求达到某阈值时,拆掉供气装置41,开启阀门44,切换至洁净室空气吹扫,过滤器持续工作2小时后需及时更换滤芯。当然,如洁净度等级要求更高,可加设过滤能力更强的高效过滤器。
[0039]
以下结合具体实施例对本发明所述装置的工作原理、特性和使用步骤做进一步详细介绍。
[0040]
第一步:在洁净室内管道焊接或者检修前,首先根据管道的尺寸大小挑选合适的行走轨道32以及支撑件31数量和形式,确保行走轨道32能够牢固固定在焊口左侧位置。将可调支架34固定于行走小车33上方,然后再将行走小车33设置在行走轨道32上,驱动行走电机37,确保行走小车33能够在行走轨道32内平稳行驶。
[0041]
第二步:将调试好的行走小车33连同行走轨道32一起安装固定于待焊接管道01左侧位置,再将监控装置36安装在行走小车33上方,用夹具将焊枪35固定于可调支架34上,同时根据焊接相关参数,调整可调支架34来保证焊枪35焊接位置。
[0042]
第三步:将移动式升降平台20移至管道待焊位置处,根据管道高度将移动式升降平台20提升至安全距离,让管道能够穿越下部三防布预留孔洞,同时将上部三防布安装在管道上方,中间连接位置通过魔术贴粘合,再收紧预留孔洞,避免烟尘泄露。
[0043]
第四步:先关闭阀门44,然后开启除尘吹扫机组42和供气装置41,接着通过操作焊接控制系统24对行走小车33的行驶速度,焊枪35的焊接速度、摆动宽度,以及焊接电压、电流等相关参数进行调节,通过监控装置36对焊缝质量进行实时监控,确保焊接过程安全可靠。
[0044]
第五步:焊接完成后,继续对管道进行惰性气体的循环吹扫工作,经洁净度检测仪43检测连续吹扫半小时以上且均满足室内洁净度要求后,将供气装置41卸下,打开阀门44,替换为洁净室内空气继续吹扫半小时以上。
[0045]
综上所述,本发明提供的用于洁净室的自动焊接装置,本发明相较于在洁净室中采用人工焊接的方式,大大降低了人为因素对室内环境的污染,有效降低了人工劳动强度,能节约60%的建设周期,减少70%的劳动成本;此外本装置中设置了监控装置36,能够对焊接过程进行实时监控,及时反馈焊缝质量,进一步提高焊接品质;同时,除尘组件40能够及时将焊接产生的烟尘进行过滤处理,能有效减少30%的焊接烟尘排放,降低15%的材料损耗,安全经济性更高。此外,本装置还具有焊接速度快、工作效率高、结构简单、操作便捷、安全性高等优势。
[0046]
显然,本领域的技术人员可以对发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips