
 商标分类
商标分类  商标转让
商标转让 
焊缝识别装置的制作方法
 2021-01-29 17:01:02|
2021-01-29 17:01:02| 257|
257| 起点商标网
起点商标网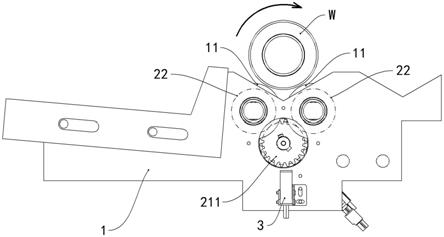
[0001]
本实用新型涉及焊缝识别装置。
背景技术:
[0002]
目前国内大部分汽车配件厂家对汽车管件加工要求对焊管的焊缝进行识别定位。
[0003]
而传统的方法是,通过人眼识别焊管的焊缝,然后人工旋转焊管实现焊管的焊缝的定位。
技术实现要素:
[0004]
本实用新型的目的在于提供焊缝识别装置,能够实现对焊管w的焊缝的自动识别。
[0005]
本实用新型采取的技术方案为:焊缝识别装置,其包括设置有驱动轮的机架;还包括识别装置以及控制器,识别装置与控制器电性连接;焊管 w由驱动轮驱动时、识别装置正对焊管w。
[0006]
进一步的,识别装置为色标传感器。
[0007]
能够提高对焊缝识别的灵敏度。
[0008]
进一步的,还包括用于驱动驱动轮的伺服电机,伺服电机与控制器电性连接。
[0009]
能够实现对焊管w的焊缝的自动识别并定位。
[0010]
进一步的,驱动轮固定设置有驱动齿轮,驱动轮的动力输出端固定设置有输出齿轮,输出齿轮分别与同一组的驱动轮的驱动齿轮啮合。
[0011]
能够使同一组的驱动轮同步旋转,从而能够保证焊管w稳定地旋转。
[0012]
进一步的,驱动轮为三个以上且绕焊管w轴心均布,各驱动轮分别位于穿过的焊管w轴心的水平面的两侧。
[0013]
以夹持焊管w、减小或消除焊管w旋转时的晃动。
[0014]
进一步的,机架设置有与驱动轮间隔的支撑轮。
[0015]
进一步的,驱动轮为相互间隔的多组,各组的驱动轮均为同一动力装置驱动。
[0016]
以保证沿焊管w的方向上,焊管w受到的摩擦力均匀、而不会歪斜。
[0017]
上述技术方案具有如下优点或有益效果:
[0018]
1)能够实现对焊管w的焊缝的自动识别;
[0019]
2)能够实现对焊管w的焊缝的自动识别并定位;
[0020]
3)能够提高对焊缝识别的灵敏度。
附图说明
[0021]
图1是本实用新型的一个实施例的焊缝识别装置的侧视示意图。
[0022]
图2是本实用新型的一个实施例的焊缝识别装置的前视示意图;粗实线箭头表示焊管w的旋转方向;点划线代表齿轮的分度圆。
[0023]
图3是本实用新型的一个实施例的控制器91的接线图。
[0024]
图4是本实用新型的一个实施例的伺服驱动器92的接线图。
[0025]
机架1;支撑轮11;驱动轮2;伺服电机21;输出齿轮211;驱动齿轮 22;识别装置3;电控部9;控制器91;伺服驱动器92;焊管w。
具体实施方式
[0026]
下面将结合本实用新型的实施例的附图,对本实用新型的技术方案进行说明。
[0027]
本实用新型的一个实施例的焊缝识别装置,其包括设置有驱动轮2的机架1。驱动轮2具备旋转动力、可以与电机的旋转输出端固定连接,电机旋转而驱动驱动轮2;也可以通过其他方式使驱动轮2具备旋转动力。
[0028]
通常,驱动轮2为至少两个,以能够实现将焊管w放置在各驱动轮2 之间。当然,作为另一实施方式,驱动轮2为三个以上且绕焊管w轴心均布,各驱动轮2分别位于穿过的焊管w轴心的水平面的两侧,以夹持焊管 w、减小或消除焊管w旋转时的晃动。
[0029]
通常,机架1设置有与驱动轮2间隔(即沿驱动轮2的轴心方向上、与驱动轮2之间设置有间隙)的支撑轮11,支撑轮11不具备旋转动力;以实现降低成本的目的。
[0030]
作为另一实施方式,驱动轮2为相互间隔(即沿驱动轮2的轴心方向上、与驱动轮2之间设置有间隙)的多组,各驱动轮2为同一动力装置(附图未标出)驱动,比如各驱动轮2通过联动轴连接;以保证沿焊管w的方向上,焊管w受到的摩擦力均匀、而不会歪斜。
[0031]
本实用新型的一个实施例的焊缝识别装置,还包括识别装置3以及控制器91,识别装置3与控制器91电性连接。
[0032]
识别装置3为通过将焊缝(附图未画出)的颜色、与焊管w的焊缝以外部位的颜色比对、识别焊缝的传感器。优选的,识别装置3为色标传感器,比如可以为simer的sm-s11n传感器,也可以为其他厂家或者型号的色标传感器;相比于彩色传感器、色标传感器的响应时间较短;能够提高对焊缝识别的灵敏度。
[0033]
焊管w由驱动轮2驱动时、识别装置3正对焊管w;即,俯视时、识别装置3完全位于焊管w内。
[0034]
本实用新型的一个实施例的焊缝识别装置的工作原理为:使用前,将焊管w放置在驱动齿轮22上即可。
[0035]
对焊缝进行识别时,启动(通过控制器91实现控制)驱动轮2、驱动轮2驱动焊管w旋转;在焊管w旋转的过程中,当识别装置3检测到焊缝时、向控制器91发出信号,控制器91控制输出部件(可以警报器、或警报灯、显示装置等,也可以为伺服电机21等)执行,比如通过警报器发出警报声、通过警报灯发出光线、或通过使显示装置显示对焊缝的识别信息等。
[0036]
由上述可以看出,本实用新型的焊缝识别装置,能够实现对焊管w的焊缝的自动识别。
[0037]
进一步的,还包括用于驱动驱动轮2的伺服电机21,伺服电机21与控制器91电性连接。通常,伺服电机21通过伺服驱动器92与控制器91电性连接。当识别装置3检测到焊缝时、向控制器91发出信号,控制器91 控制伺服电机21停止转动,焊管w停止转动、从而使焊缝的位置固定;即,能够实现对焊管w的焊缝的自动识别并定位。通常,需要通过多次实验、调整色标传感器所检测的灰度值差后、确定灰度值差的阈值,以使焊管w的焊缝竖直向下。
[0038]
进一步的,驱动轮2固定设置有驱动齿轮22,驱动轮2的动力输出端固定设置有输
出齿轮211,输出齿轮211分别与同一组的驱动轮2的驱动齿轮22啮合。能够使同一组的驱动轮2同步旋转,从而能够保证焊管w稳定地旋转。
[0039]
需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips