
 商标分类
商标分类  商标转让
商标转让 
一种装配结构和轴承钢套的固定方法与流程
 2021-01-29 17:01:06|
2021-01-29 17:01:06| 231|
231| 起点商标网
起点商标网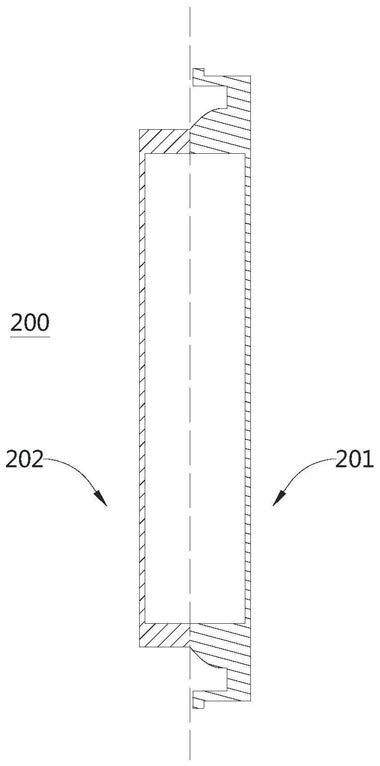
[0001]
本申请涉及轧机领域,具体而言,涉及一种装配结构和轴承钢套的固定方法。
背景技术:
[0002]
轧机是一种实现轧制如金属等材料的机械设备,其通常被应用于制作钢材。作为轧机重要组成部分的轧辊是对加工材料进行塑形的部件。而轧辊则通过轴承被保持在机架上。而轴承则通过轴承钢套进行安装。鉴于轧机的工装方式,轴承钢套—尤其是位于轧辊主动端时—容易松出而使轧机不能正常工作。
技术实现要素:
[0003]
为改善、甚至解决防止轴承钢套热膨胀松脱的问题,本申请提出了一种装配结构和轴承钢套的固定方法。
[0004]
本申请是这样实现的:
[0005]
在第一方面,本申请的示例提供了一种轴承钢套的固定方法,其能够被应用于通过迷宫式压盖将轴承钢套固定于轧辊主动端的辊颈,迷宫式压盖具有一体结构的基部和凸部。
[0006]
固定方法包括:
[0007]
从迷宫式压盖中分离获得独立的凸部;
[0008]
重制凸部,使凸部的内径减小,获得定位环;
[0009]
将定位环以过盈配合的方式安装在辊颈,使定位环与轴承钢套接触并对其限位。
[0010]
根据本申请的一些示例,固定方法包括:
[0011]
将定位环安装到辊颈之前,在辊颈上形成由胶水构成的附着层,且附着层至少与定位环的安装位置对应。
[0012]
根据本申请的一些示例,胶水包括圆柱体固持胶。
[0013]
根据本申请的一些示例,定位环是通过热装进行安装的。
[0014]
根据本申请的一些示例,定位环被加热至130℃至140℃进行热装。定位环的加热温度通常可以根据钢套进行选择。例如,因为定位环的过盈度比轴承钢套的过盈度相对要小一点,因此,加热温度比轴承钢套承受的温度更高。
[0015]
根据本申请的一些示例,通过重制凸部,使凸部的内直径与定位环的内直径的之间的差值为30至40mm。
[0016]
根据本申请的一些示例,凸部的高度为20mm、内直径为200mm,且内直径的公差为正15至20mm;定位环的高度为20mm、外直径为220mm、内直径为200mm,且内直径的公差为负15至20mm。
[0017]
根据本申请的一些示例,固定方法包括:
[0018]
从迷宫式压盖中分离获得独立的基部,将独立的基部以紧邻定位环的方式安装在辊颈。
[0019]
在第二方面,本申请的示例提供了一种装配结构,包括;
[0020]
轧辊,具有在主动端的辊颈;
[0021]
轴承钢套,套装于主动端的辊颈;
[0022]
定位环,以过盈配合的方式套装于主动端的辊颈,并于轴承钢套接触。
[0023]
根据本申请的一些示例,装配结构包括压盖,压盖套装于主动端的辊颈,并与定位环接触。
附图说明
[0024]
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
[0025]
图1示出了350轧机中的迷宫式压盖的断面结构示意图;
[0026]
图2为本申请示例中的装配结构的示意图。
[0027]
图标:100-装配结构;101-轧辊;102-辊颈;103-轴承钢套;104-定位环;200-迷宫式压盖;201-基部;202-凸部。
具体实施方式
[0028]
在现有350轧机中,轧辊具有两条且分别为上下各一条。轧辊的转动是由主动端和被动端的fc4054170四列轴承支撑,并且轧辊的辊颈上热装轴承钢套。
[0029]
其中,轧辊的被动端外设置有辊头套,用以压紧止推轴承与轴承钢套。
[0030]
其中,轧辊的主动端穿过迷宫式压盖中间,并通过迷宫式压盖起密封、间隔作用。但是,主动端的锟头(辊的连接体,用以实现轧辊在设备上的连接和固定)要连接传输动力的锟头套,所以无法压紧轴承钢套。因此,安装于轧辊的主动端的轴承钢套的外端面无可定位物。
[0031]
因此,轧机工作时存在下述的特殊情况。
[0032]
轧机通过轧锟轧制钢材时,轧辊的转速可达到每秒16转,从而需要承受高转速。此外,轧辊要带压转动。因此,即使有良好的润滑油也会产生50℃左右的正常温度。
[0033]
当轧机更换下一套轧辊时,轴承与轴承钢套位置磨合不同,产生的温度能达到65℃,并且油脂变质或缺少也会影响轴承温度。
[0034]
当轧辊的主动端的轴承异常、轴承钢套发热到85℃时,轴承钢套容易被滚珠搓出主动端。并且,由于滚珠两边磨合不均,工作时会不在直线滚动,导致产生的热量更高。长时间工作的轧辊的轴承钢套就会发热膨胀,产生膨胀后会被偏心的滚珠往其中一边径向搓移。
[0035]
轴承钢套在上述的使用过程中,发热松出主动端的外端面时,会顶到防水密封的迷宫式压盖。迷宫式压盖被顶套至最外面时,轴承钢套的边缘与端盖发生高速摩擦发热,或者是迷宫式压盖不转动与轴承钢套发生高速摩擦。这些摩擦产生的热量都会迅速传递到整个轴承密封圈,使其高温碳化,同时油脂高温流失,轴承发热严重、游隙变少,最后造成烧轴承事故。
[0036]
与主动端所面临的上述问题所不同是,由于安装在轧辊的被动端上的轴承钢套的外端面有锟头压套并被其压紧,所以不存在松出的问题,可以强制磨合滚珠与轴承钢套的滚道。
[0037]
因此,为了确保轧机正常工作,需要抑制其轧辊的主动端的轴承钢套发热松出。
[0038]
发明人通过对350轧机的上述认识和发现,提出了一种对安装于轧辊的主动端的轴承钢套进行固定的方法,通过该方法可以有效地防止轴承钢套发热松出。并且,该方法基于350轧机中使用的迷宫式压盖结构,实现对轧机的较小改造。其中的迷宫式压盖200的结构参阅图1,包括基部201和凸部202。该迷宫式压盖可以使用市售设备,本申请中不对其进行详述。
[0039]
基于上述方法,示例中提出了一种装配结构。该装配结构基于轧辊,并且通过在轧辊的主动端实施上述的固定方法而被制得。如图2所示,装配结构100包括轧辊101、轴承钢套103以及定位环104。其中,轴承钢套103和定位环104均安装在轧辊的辊颈102上,且轴承钢套103与定位环104相互邻近接触(以端面贴合的方式实现)。进一步地,还可以将压盖(图未绘示,本示例中利用的是迷宫式压盖200的基部201)安装在轧辊101的辊颈102之上,并且与定位环104接触。并且,因此,定位环104位于轴承钢套103和压盖之间。
[0040]
相比于前述的350轧机结构,通过本申请示例方案的改进,在轧辊的主动端的轴承钢套设置了定位物—定位环(或称定位圈),并且通过设置该定位环可以对轴承钢套进行固定。其中,定位环和轴承钢套均可通过热装而被安装在轧辊的辊颈上,以提高装配的牢固程度。
[0041]
由于定位环的设置,轴承异常工作而发热时,轴承钢套会被阻挡,因此轴承钢套能够免于发生发热后松出,从而确保轴承与轴承钢套平行转动,并减少磨损和发热。
[0042]
进一步,将该装配结构应用于轧机中时,由于定位环的内表面紧贴辊颈,而外环面则可以直接与密封圈配合,从而可以增加密封性,使得润滑用油脂不易外漏,保持轴承正常润滑,延长使用寿命。
[0043]
为了使本领域技术人员更易于实施本申请的方案,以制备上述的装配结构,本申请中提出了一种轴承钢套的固定方法,并通过下述描述进行公开。
[0044]
总体上而言,本申请示例中的固定轴承钢套的方法,可以基于现有轧机上的迷宫式压盖,通过对其进行适当的改造而进行使用,从而将轴承钢套固定于轧辊的主动端的辊颈。
[0045]
其中,如前述对应于350轧机,迷宫式压盖具有一体结构的基部和凸部。所述的改造迷宫式压盖是指:通过如切割等方式,将凸部从迷宫式移除,然后该对该被切割获得的凸部进行调整(减小内径/内部直径),以满足需要装配需要。
[0046]
因此,本申请示例中的固定轴承钢套的方法包括:
[0047]
步骤1、从迷宫式压盖中分离获得独立的凸部。
[0048]
如前述,获得凸部的方式可以是对迷宫式压盖进行切割而与迷宫式压盖的基部分离。
[0049]
步骤2、重制凸部,使凸部的内径减小,获得定位环。
[0050]
其中的重制凸部主要是为了调整凸部的内径,使得其内径减小。由于该定位环是通过从迷宫式压盖上分离的凸部改造而获得,因此,该方案可以基于既有的轧机进行改造,
从而在一定程度上可以减少改造方案的实施成本(例如,相比于单独地制作和使用定位环)。
[0051]
一些示例中,当迷宫式压盖的凸部尺寸为高度为20mm、外直径为220mm、内直径为200mm,且内直径的公差为正15至20mm(即凸部的内直径的值可以是215mm至220mm)。相应地,则可以将定位环尺寸控制为高度为20mm、外直径为220mm、、内直径为200mm,且内直径的公差为负15至20mm(即定位环的)内直径的值可以是180mm至185mm。因此,通过重制该凸部,可以使该凸部的内直径与改造后的定位环的内直径的之间的差值为30至40mm。
[0052]
步骤3、将定位环以过盈配合的方式安装在辊颈,使定位环与轴承钢套接触并对其限位。
[0053]
通过将定位环以过盈配合的方式安装在轧辊的辊颈,可以使定位环与轧辊的连接牢固程度,以便其承受轴承钢套的挤压、推动作用力,阻止轴承钢套松出。
[0054]
此外,为了进一步提高定位环与辊颈的连接牢固程度,还可以执行步骤4的操作。
[0055]
步骤4、将定位环热装到辊颈之前,在辊颈上通过如涂敷的方式制作由胶水构成的附着层,并且该附着层至少与定位环的安装位置对应。
[0056]
由此,当定位环安装到辊颈时,胶水起到增加接触面的作用,将定位环与辊颈之间的空间填充,使两者之间的密封性更强,也利于提高受热时的不易松动性。即过盈配合和涂敷胶水两者结合,达到更高的连接牢固程度。其中的胶水被用于填充在定位环和辊颈之间,因此,胶水可以选择为固持胶,例如6091圆柱形零件固持胶,当然也可以选择其他牌号的圆柱形零件固持胶,如601、603、620等等。其具有高强度、低黏度的特点,且可以用于径向间隙小于0.1mm的零件固持。
[0057]
其中过盈配合可以通过热装实现,这是由于定位环的内孔直径小于辊颈的外直径,通过加热(加热的温度根据迷宫式压盖的材料和尺寸有所不同,在本申请中,如上述的凸部尺寸其加热温度可以是130℃至140℃)使定位环的内孔直径变大,而可以安装在辊颈。而后,进行自然冷却。当定位环冷却后,其收缩从而使得内孔直径减小而牢牢地箍紧辊颈。胶水则起到将定位环和辊颈进行填充、减小间隙,并且由于定位环的收缩和挤压作用(箍紧作用),可以实现更稳固的连接。
[0058]
更进一步地,作为与轧机中使用迷宫式压盖相似的方式,在本申请的示例方案中,还可以将切割获得的迷宫式压盖的基部在辊颈上进行安装,即实施步骤5、从迷宫式压盖中分离获得独立的基部(或称压盖),将独立的基部以紧邻定位环的方式安装在辊颈。将迷宫式压盖中分离的基部安装在辊颈更好地提供阻止松出效果且还可以利用其密封防水封堵作用,还提高了迷宫式压盖的利用率,而不至于因切割后而弃用。
[0059]
因此,基于上述描述可知,本申请方案可以基于现有的轧机结构,通过对其中使用的迷宫式压盖进行适当的改造和使用,在未实施明显的轧机改造的情况下(例如,在轧辊上设置凹槽或凸起结构等等;由于轧辊要承受高压、旋转等作用,对其进行破坏性改造可能导致其力学和结构性能下降、寿命缩短),达到对轧辊的主动端的辊颈上的轴承钢套的限位固定。
[0060]
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 轴承钢

 热门咨询
热门咨询




tips