
 商标分类
商标分类  商标转让
商标转让 
一种搓丝机防粗细混料机构的制作方法
 2021-01-29 17:01:41|
2021-01-29 17:01:41| 254|
254| 起点商标网
起点商标网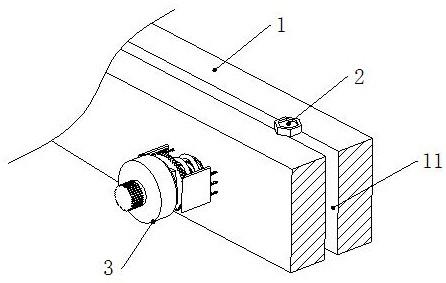
[0001]
本实用新型涉及螺栓成型领域,具体为一种搓丝机防粗细混料机构。
背景技术:
[0002]
搓丝是螺栓生产的重要一步,搓丝机是专业生产螺栓的设备。搓丝的前一道成型工序(如锻造)有时会输出尺寸不合格(如直径过大)的螺栓毛坯,工人肉眼难以发现。混杂在合格毛坯中的过粗螺栓毛坯经常造成设备事故(如烧毁电机、损坏三角带和带板牙等),降低了产品质量和生产效率。因此需要一种设备,这种设备能够识别过粗的螺栓毛坯,防止混料,保证生产效率。
技术实现要素:
[0003]
为了满足上述背景技术中对于识别过粗的螺栓毛坯的技术需求,本实用新型提供了一种搓丝机防粗细混料机构。
[0004]
本实用新型满足上述需求所采用的技术方案是:一种搓丝机防粗细混料机构,包括输料轨和防护装置,所述输料轨左端与搓丝机连接,右端与锻造成型生产流水线连接;输料轨倾斜安装,且倾斜角度不小于10
°
;输料轨中部开有输料槽,且输料槽顶底开口;螺栓毛坯的杆部位于输料槽内,螺栓毛坯的头部与输料轨顶面滑动连接;输料轨与防护装置连接。
[0005]
防护装置包括空心头螺栓、第一弹簧、定位盘、定位板、第二弹簧、第三弹簧、推进环和控制键;输料轨侧面开有螺孔,空心头螺栓与螺孔通过螺纹配合;空心头螺栓与定位盘固定,定位盘呈环形,且定位盘外边缘为齿轮结构;定位盘与输料轨通过第一弹簧连接;定位盘两侧分别安装有一个定位板,定位板顶部通过若干第二弹簧与输料轨弹性连接,定位板侧面开有齿条板结构,齿条板结构与齿轮结构压接,定位板下端开有内倒角结构;空心头螺栓与控制键连接,控制键包括推板、推杆和旋钮,推板与推杆固定连接,推杆与旋钮固定连接;推板呈矩形板结构,且推板侧面与空心头螺栓的头部空腔通过间隙配合;推板上方安装有第三弹簧,且第三弹簧的劲度系数小于第一弹簧的劲度系数;推杆横截面呈矩形,且推杆与空心头螺栓头部的方孔通过间隙配合;推杆与推进环固定连接,推进环顶端开有外倒角结构,所述外倒角结构位于内倒角结构下方。
[0006]
所述空心头螺栓与定位盘的固定方式为一体式模锻成型、冷缩连接或焊接。
[0007]
所述推杆与推进环的固定方式为一体式模锻成型、冷缩连接或焊接。
[0008]
本实用新型的有益之处在于:空心头螺栓的杆部顶端能够将的直径过大的螺栓毛坯挡住,工人将此螺栓毛坯取下,以避免造成设备事故。由于生产过程中本实用新型整体存在震动,那么空心头螺栓与螺孔的螺纹配合会出现松动的情况,因此引入了定位板与定位盘,定位板的齿条板结构与定位盘的齿轮结构压接,能够有效避免空心头螺栓的转动,从而避免空心头螺栓的松动情况。最终实现了防混料技术,避免了直径过大的螺栓毛坯造成的设备事故,提高了生产率。
附图说明
[0009]
下面结合附图对本申请进一步说明:
[0010]
图1为本实用新型的整体结构示意图;
[0011]
图2为本实用新型倾斜示意图;
[0012]
图3为防护装置放大示意图;
[0013]
图4为防护装置结构示意图;
[0014]
图5为推进环的推进示意图;
[0015]
图6为推进环结构示意图;
[0016]
图7为定位盘结构示意图;
[0017]
图8为定位板结构示意图;
[0018]
图中:1-输料轨,11-输料槽,12-螺孔,2-螺栓毛坯,3-防护装置,31-空心头螺栓,311-方孔,32-第一弹簧,33-定位盘,331-齿轮结构,34-定位板,341-内倒角,342-齿条板结构,35-第二弹簧,36-第三弹簧,37-推进环,371-外倒角,38-控制键,381-推杆,382-推杆,383-旋钮,a-角度,l-距离。
具体实施方式
[0019]
依据本申请的上述结构特点,对本申请的实施方式做进一步说明:
[0020]
参照图1~8,本实施例提供一种搓丝机防粗细混料机构,包括输料轨1和防护装置3,所述输料轨1左端与搓丝机连接,右端与锻造成型生产流水线连接;输料轨1倾斜安装,且倾斜角度a不小于10
°
;输料轨1中部开有输料槽11,且输料槽11顶底开口;螺栓毛坯2的杆部位于输料槽11内,螺栓毛坯2的头部与输料轨1顶面滑动连接:输料轨1与防护装置连接3。
[0021]
防护装置3包括空心头螺栓31、第一弹簧32、定位盘33、定位板34、第二弹簧35、第三弹簧36、推进环37和控制键38;输料轨1侧面开有螺孔12,空心头螺栓31与螺孔12通过螺纹配合;空心头螺栓31与定位盘33固定,定位盘33呈环形,且定位盘33外边缘为齿轮结构331;定位盘33与输料轨1通过第一弹簧32连接,由于空心头螺栓31与螺孔12的螺纹配合必定存在间隙,而第一弹簧32的张力能够保证空心头螺栓31位于螺孔12的最远端,以避免空心头螺栓31在间隙内活动的问题;定位盘33两侧分别安装有一个定位板34,定位板34顶部通过若干第二弹簧35与输料轨1弹性连接,定位板34侧面开有齿条板结构342,齿条板结构342与齿轮结构331压接,定位板34下端开有内倒角341结构;空心头螺栓31与控制键38连接,控制键38包括推板381、推杆382和旋钮383,推板381与推杆382固定连接,推杆382与旋钮383固定连接;推板381呈矩形板结构,且推板381侧面与空心头螺栓31的头部空腔通过间隙配合;推板381上方安装有第三弹簧36,且第三弹簧36的劲度系数小于第一弹簧32的劲度系数;推杆382横截面呈矩形,且推杆382与空心头螺栓31头部的方孔311通过间隙配合;推杆382与推进环37固定连接,推进环37顶端开有外倒角371结构,所述外倒角371结构位于内倒角341结构下方。
[0022]
所述空心头螺栓31与定位盘33的固定方式为一体式模锻成型、冷缩连接或焊接。
[0023]
所述推杆382与推进环37的固定方式为一体式模锻成型、冷缩连接或焊接。
[0024]
使用方法:首先确定要生产的螺栓,定义目标螺栓的标准杆部直径(能够通过查询国家标准、行业标准或企业标准实现),实际直径超过标准杆部直径的螺栓毛坯2为直径过
大的螺栓毛坯2;然后,工人按下旋钮383,由于第三弹簧36的劲度系数小于第一弹簧32的劲度系数,因此第三弹簧36首先压缩,推进环37推进,外倒角371推动内倒角341,定位板34下端外扩,齿条板结构342与齿轮结构331脱开;然后转动旋钮383,推杆382带动空心头螺栓31转动,调节距离l与标准杆部直径的数值相等;再然后松开旋钮383,第三弹簧36推动推板381,使外倒角371与内倒角341脱离,第二弹簧35提供弯矩,使齿条板结构342与齿轮结构331压紧,避免空心头螺栓31转动,实现防松动效果。
[0025]
工作原理:空心头螺栓31的杆部顶端能够将的直径过大的螺栓毛坯2挡住,工人将此螺栓毛坯2取下,以避免造成设备事故。由于生产过程中本实用新型整体存在震动,那么空心头螺栓31与螺孔12的螺纹配合会出现松动的情况,因此引入了定位板34与定位盘33,定位板34的齿条板结构342与定位盘33的齿轮结构331压接,能够有效避免空心头螺栓31的转动,从而避免空心头螺栓31的松动情况。最终实现了防混料技术,避免了直径过大的螺栓毛坯2造成的设备事故,提高了生产率。
[0026]
综上所述,对于本领域的技术人员,依据本实用新型的指导,在不脱离本实用新型的原理与精神的前提下,对本实用新型所做的改变、修改、替换、变形仍落入本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 螺栓

 热门咨询
热门咨询




tips