
 商标分类
商标分类  商标转让
商标转让 
基于前馈一中间窜辊补偿的二十辊轧机板形优化控制方法与流程
 2021-01-29 17:01:42|
2021-01-29 17:01:42| 388|
388| 起点商标网
起点商标网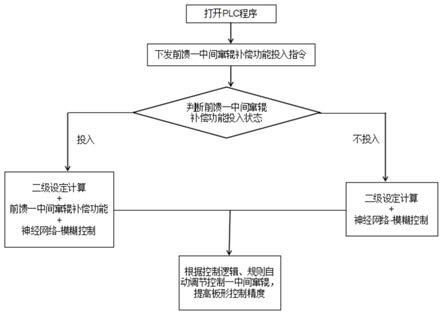
[0001]
本发明涉及冷轧带钢生产的自动板形控制技术领域,具体涉及一种基于前馈一中间窜辊补偿的二十辊轧机板形优化控制方法。
背景技术:
[0002]
板形控制的目的是要轧出外形平直的带材,即带材的平直度控制。板形控制性能的好坏直接影响产品质量和生产稳定性。
[0003]
当一卷钢准备轧制时,或者说当带钢进入轧机辊缝前,需要预先设置轧机板形调控机构的调节量,如压下倾斜的偏移量、as-u辊的径向伸缩量、一中间辊的轴向横移量等。此时需要根据带钢的厚度、宽度、材质、压下量等有关参数,结合设备参数如轧辊直径、辊面粗糙度等数据,利用数学模型计算出各相关板形调节机构的调节量,并输出到执行机构,这就是板形控制的设定计算。
[0004]
如果轧机没有反馈控制,则该设定值在没有人工干预的条件下,将会自始至终对当前带钢产生作用,影响整个轧制过程。如果轧机有反馈控制,则从带钢带头进入辊缝直至建立稳定轧制的一段时间内,在反馈控制模块不能投入的情况下,仍需要设定值保证这一段带钢的板形,因此设定控制的精度关系到每一卷带钢的废弃长度,即成材率。而且,当反馈控制模块投入运行时,当时的设定值就是反馈控制的起始点、初始值,它的正确与否将影响到反馈控制模块调整板形到目标值的收敛速度和收敛精度。因此,设定计算的精度直接影响到带钢板形质量和轧制稳定性。
[0005]
现有的二十辊轧机板形控制具有反馈控制模块,它采用神经网络-模糊推理的控制方法。该系统以熟练操作人员的经验为基础建立知识库,知识库包括数据库和自学习装置两部分。数据库用来存储控制过程的事实,它是动态的;自学习装置的功能是根据在线获取的信息补充或修改知识库的内容。神经网络是对板形检测仪采集到的板形信息进行处理,抽出板形特征信息完成板形识别;模糊推理是根据神经网络识别出的板形信息和数据库内容,按照模糊推理规则确定相应板形调控机构调节量的大小。
[0006]
板形控制受大量的非线性因素的影响,如来料缺陷、轧辊原始凸度、轧辊磨损、轧制速度、温度分布等,轧制过程的动态特性非常复杂,现有的控制方法可以较好的对某单一钢种类型板形进行稳定控制,但在轧制新开发的钢种类型,及轧机加减速轧制时,板形控制响应较慢,板形控制效果不好,需要操作人员频繁手动操作对as-u辊、第一中间窜辊、压下倾斜干预,且在高速轧制过程中调节难度非常大,无法满足板形的精确控制要求,严重影响带钢产品板形质量和生产稳定性,因而必须对现有的板形控制方法进行优化。
技术实现要素:
[0007]
本发明的目的就是针对现有技术的缺陷,提供一种提高板形控制精度、提高板形控制响应的基于前馈一中间窜辊补偿的二十辊轧机板形优化控制方法。
[0008]
为实现上述目的,本发明所设计的基于前馈一中间窜辊补偿的二十辊轧机板形优
化控制方法,包括以下步骤:
[0009]
a)采集轧机轧制的钢种、道次、主轧机电机线速度的数据;
[0010]
b)将所采集的钢种、道次、主轧机电机线速度数据和一中间窜辊补偿量得到实时的前馈一中间窜辊补偿量δs;
[0011]
c)采集一中间窜辊反馈实际位置值s
act
和一中间窜辊前馈补偿前设定位置值s
ref
,计算得到偏差值δs
i
,偏差值δs
i
=s
act-s
ref
;
[0012]
d)采集板形测量仪工作侧边部两个检测环及传动侧边部两个检测环的共四个实时板形张应力数据δσ
i
,即工作侧的边部两个检测环的实时板形张应力数据δσ
1
、δσ
2
和传动侧的边部两个检测环的实时板形张应力数据δσ
3
、δσ
4
;
[0013]
e)根据实时板形张应力数据δσ
i
计算得到反馈的边部板形数据ε
i
,并结合目标板形曲线,计算工作侧边部两个检测环和传动侧边部两个检测环的共四个板形数据偏差值δε
i
,进而计算四个板形数据偏差值δε
i
所对应的板形因子a
i
;
[0014]
工作侧边部板形数据偏差值δε
1
、δε
2
对应的板形因子a1、a2,传动侧边部板形数据偏差值δε
3
、δε
4
对应的板形因子a3、a4;
[0015]
f)根据工作侧边部板形数据偏差值δε
1
、δε
2
和对应的板形因子a1、a2计算工作侧边部板形浪形程度数值δε
ws
,及根据传动侧边部板形数据偏差值δε
3
、δε
4
和对应的板形因子a3、a4计算传动侧边部板形浪形程度数值δε
ds
;
[0016]
g)判断一中间窜辊位置偏差值δs
i
数值不在特征点死区|ε
特征点1
|的范围内,或者δε
ws
、δε
ds
不在特征点死区|ε
特征点2
|范围内,则不进行基于前馈一中间窜辊补偿的控制调节;
[0017]
h)判断δs
i
数值在特征点死区|ε
特征点1
|范围内,及δε
ws
、δε
ds
数值在特征点死区|ε
特征点2
|范围内,则根据一中间辊前馈补偿前设定位置值s
ref
与前馈一中间窜辊补偿量δs进行相加,数据限幅,结合一中间窜辊控制规则,得到最终的一中间窜辊前馈补偿后的设定计算数值s
ref补偿后
;
[0018]
i)运算处理更新后得到最终的一中间窜辊前馈补偿后设定计算数值s
ref补偿后
,根据位置自动控制对一中间窜辊进行精确的闭环控制。
[0019]
进一步地,所述步骤a)中,采集的数据包括当前轧制的钢种类型、轧制道次顺序号、主轧机的电机线速度v。
[0020]
进一步地,所述步骤d)中,边部的判断是根据实际轧制板宽和板形测量仪的边部测量环的宽度进行计算判断的,只有当边部测量环覆盖率≥50%时,判断测量有效;当板形测量仪边部测量环覆盖率在<50%时,存在板形反馈失真的情况,此时判断测量无效。
[0021]
进一步地,所述步骤e)中,具体计算过程为:边部板形数据ε
i
是由实时板形张应力数据δσ
i
、带钢弹性模量e根据公式计算得到;结合目标板形曲线,与工作侧及传动侧边部共四个板形对应的目标板形数据表示为ε
ti
,根据δε
i
=ε
ti-ε
i
,即可分别得到工作侧边部两个检测环及传动侧边部两个检测环的共四个板形数据偏差值即δε
1
、δε
2
、δε
3
、δε
4
;进而以δε
1
与δε
2
,δε
3
与δε
4
之间数值大小为基础进行逻辑判断,得到工作侧对应的边部板形因子a1,a2及传动侧对应的边部板形因子a3,a4;
[0022]
逻辑判断具体如下:
[0023]
当|δε
1-δε
2
|>20i,a1=600,a2=400;当|δε
1-δε
2
|<19i,a1=800,a2=200;
[0024]
当|δε
3-δε
4
|>20i,a3=600,a4=400;当|δε
3-δε
4
|<19i,a3=800,a4=200;
[0025]
进一步地,所述步骤f)中,工作侧边部板形浪形程度数值δε
ws
=(a1δε
1
+a2δε
2
)
×
(a1+a2),传动侧边部板形浪形程度数值δε
ds
=(a3δε
3
+a4δε
4
)
×
(a3+a4)。
[0026]
进一步地,所述步骤g)中,判断的具体方法为:阈值|ε
特征点1
|=2mm,若2mm≤|δs
i
|,即一中间窜辊当前位置控制偏差大小数值在特征点死区|ε
特征点1
|范围外,说明当前一中间窜辊位置控制不正常,偏差较大;阈值|ε
特征点2
|=10i-unit,若10i-unit≤|δε
ws
|或10i-unit≤|δε
ds
|,即当前工作侧和传动侧边部板形数据偏差大小数值在特征点死区|ε
特征点2
|范围外,说明当前边部板形控制不正常,偏差较大,则不对板形控制执行机构进行一中间窜辊前馈补偿调节。
[0027]
进一步地,所述步骤h)中,判断的具体方法为:一中间窜辊位置偏差值|δs
i
|<2mm,工作侧和传动侧边部板形浪形数据|δε
ws
|<10i-unit或|δε
ds
|<10i-unit,即均在特征点死区|ε
特征点1
|,|ε
特征点2
|范围内,则根据s
ref补偿后
=s
ref
+δs,得到最终的一中间窜辊前馈补偿后的设定计算数值,为一中间窜辊自动位置控制调节提供控制指令数据。
[0028]
进一步地,所述步骤h)中,一中间窜辊规则指的是一中间辊的控制策略,具体如下:
[0029]
浪形程度计算一中间窜辊动作规则备注δε
ws
为正值向传动侧窜动工作侧复合浪形偏松δε
ws
为负值向工作侧窜动工作侧复合浪形偏紧δε
ds
为正值向工作侧窜动传动侧复合浪形偏松δε
ds
为负值向传动侧窜动传动侧复合浪形偏紧
[0030]
。
[0031]
与现有技术相比,本发明具有以下优点:
[0032]
1)本发明在原有神经网络-模糊控制的板形控制基础上,提供一种通过对一中间窜辊设定增加前馈补偿功能,针对不同轧制钢种采取独立窜辊补偿计算模型,来有效提高板形控制精度的方法。
[0033]
2)增加前馈一中间窜辊补偿控制功能可减少了操作人员手动干预板形控制的频率,降低了操作人员的操作难度和劳动强度;提高了带钢产品的质量、确保了轧制新钢种生产的稳定性,有利于新产品的开发研制及提高产能、经济效益。
[0034]
3)本发明具有广泛的应用推广价值,特别是对于板形控制受大量非线性因素影响,不易建立精确的数学模型,及在生产新的钢种产品,加减速生产时板形控制波动大,不稳定,存在复合浪形的冷轧带钢生产线。
附图说明
[0035]
图1为钢种、道次、主轧机的电机线速度与一中间窜辊补偿量的对应关系图;
[0036]
图2为边部板形数据示意图;其中,
①
工作侧边部板形ε
1
、
②
工作侧内边部板形ε
2
、
③
传动侧内边部板形ε
3
、
④
传动侧边部板形ε
4
;
[0037]
图3为目标板形、实际板形曲线图;
[0038]
图4为前馈一中间窜辊补偿功能的逻辑图;
[0039]
图5为板形控制流程图;
[0040]
图6为前馈一中间窜辊补偿功能流程图;
[0041]
图7为增加基于前馈一中间窜辊补偿功能的板形控制方法实施前效果曲线图;
[0042]
图8为增加基于前馈一中间窜辊补偿功能的板形控制方法实施后效果曲线图。
具体实施方式
[0043]
下面结合附图和具体实施例对本发明作进一步的详细说明。
[0044]
本发明的基于前馈一中间窜辊补偿的二十辊轧机板形优化控制方法,该控制方法基于三菱-日立二十辊轧机的r700控制系统。整个轧机板形控制优化系统主要涉及abb板形测量系统、日立自动板形神经网络-模糊控制系统、日立二级设定计算、日立工业控制计算机、前馈一中间窜辊补偿功能程序、hmi人机界面和操作按键七部分。
[0045]
板形测量系统主要包括abb板形测量仪、板形测量计算机、板形测量软件组成。它将板形测量仪的测量数据进行计算、处理后传输给日立工业控制计算机。这些板形测量及数据处理是abb公司既有成熟技术。abb板形测量仪为接触式、多段测量辊形式的测量仪,它由14个宽度52mm和24个宽度26mm测量圆环连接而成,每个圆环内有4个压力传感器,在带钢张应力作用下产生电信号传输给板形测量系统。
[0046]
日立自动板形神经网络-模糊控制系统,采用了日本日立公司的控制技术。该控制系统运行在日立工业控制计算机中,接收abb板形测量系统数据后,利用控制模型得到调节所需的自动控制量,再通过plc控制器将控制指令输出给板形调节执行机构控制其动作。
[0047]
二级设定计算是过程自动化级(l2)从生产管理系统接收钢卷的生产信息,经过一定触发后开始钢卷的设定计算,即根据带钢的厚度、宽度、材质、压下量等有关参数,结合设备参数如轧辊直径、辊面粗糙度等数据,利用数学模型计算出在每一个道次开始轧制时一中间窜辊调节量及各相关板形调节机构的调节量等参数。进一步提高二级设定计算的精度。
[0048]
日立工业控制计算机是采用日立r700控制系统(采用∑net-100可自愈合工业以太环网进行数据交换),本发明通过在日立工业控制计算机上增加基于前馈一中间窜辊补偿功能控制程序,在该功能满足投入条件的情况下,会对一中间窜辊的二级设定计算进行前馈补偿优化,同时完善原有日立自动板形神经网络-模糊控制程序,进一步提高板形控制精度。
[0049]
hmi人机界面是生产操作人员与工业控制计算机的人机接口。操作人员需在板形控制模式选择中将一中间窜辊模式切换选择到“自动”模式。操作按键是上下一中间窜辊手动调节按键,可向工作侧和传动侧两个方向进行控制调节,操作人员在板形自动控制模式下也可以根据实际生产情况对板形进行手动微调。
[0050]
基于前馈一中间窜辊补偿的二十辊轧机板形优化控制方法,包括以下步骤:
[0051]
a)采集轧机轧制的钢种、道次、主轧机的电机线速度数据;
[0052]
采集的数据包括当前轧制的钢种类型(共9个钢种类型)、轧制道次顺序号(pass no.为1、2、3、4、5
……
)、主轧机的电机线速度v(单位mpm);
[0053]
b)将所采集的数据按钢种、道次、主轧机的电机线速度与一中间窜辊补偿量的对应关系得到实时的前馈一中间窜辊补偿量δs;
[0054]
钢种、道次、主轧机的电机线速度与一中间窜辊补偿量的对应关系表如下所示,曲
线如图1所示,需要说明的是,该表格为经验值,可根据现场实际的效果进行调整;
[0055][0056][0057]
c)采集一中间窜辊反馈实际位置值s
act
和一中间窜辊前馈补偿前设定位置值s
ref
,计算得到偏差值δs
i
;
[0058]
偏差值δs
i
=s
act-s
ref
,s
act
为一中间窜辊位置实际位置值,s
ref
为一中间窜辊前馈补偿前设定位置值;
[0059]
d)采集板形测量仪工作侧边部两个检测环及传动侧边部两个检测环的共四个实时板形张应力数据δσ
i
;
[0060]
实时板形张应力数据是abb板形测量仪检测经板形测量系统处理后的各通道板形电信号数据δσ
i
,即工作侧的边部两个检测环的实时板形张应力数据δσ
1
、δσ
2
和传动侧的边部两个检测环的实时板形张应力数据δσ
3
、δσ
4
;这里边部的判断是根据实际轧制板宽和板形测量仪的边部测量环的宽度进行计算判断的,只有当边部测量环覆盖率≥50%时,判断测量有效;当板形测量仪边部测量环覆盖率在<50%时,存在板形反馈失真的情况,此时判断测量无效。
[0061]
e)根据实时板形张应力数据δσ
i
计算得到反馈的边部板形数据ε
i
,并结合目标板形曲线,计算工作侧边部两个检测环和传动侧边部两个检测环的共四个板形数据偏差值δε
i
,进而计算四个板形数据偏差值δε
i
所对应的板形因子a
i
(表示为,工作侧边部板形数据偏差值δε
1
、δε
2
对应的板形因子a1、a2,传动侧边部板形数据偏差值δε
3
、δε
4
对应的板形因子a3、a4)。
[0062]
边部板形数据ε
i
是由实时板形张应力数据δσ
i
、带钢弹性模量e根据公式计算得到;结合目标板形曲线(如图2、3所示),与工作侧及传动侧边部共四个板形对应的目标板形数据表示为ε
ti
,根据δε
i
=ε
ti-ε
i
,即可分别得到工作侧边部两个检测环及传动侧边部两个检测环的共四个板形数据偏差值即δε
1
、δε
2
、δε
3
、δε
4
,如图2、3所示;进而以δε
1
与δε
2
,δε
3
与δε
4
之间数值大小为基础进行逻辑判断,得到工作侧对应的边部板形因子a1,a2及传动侧对应的边部板形因子a3,a4;
[0063]
逻辑判断具体如下:
[0064]
当|δε
1-δε
2
|>20i,a1=600,a2=400;当|δε
1-δε
2
|<19i,a1=800,a2=200;
[0065]
当|δε
3-δε
4
|>20i,a3=600,a4=400;当|δε
3-δε
4
|<19i,a3=800,a4=200;
[0066]
f)根据工作侧边部板形数据偏差值δε
1
、δε
2
和对应的板形因子a1、a2计算工作侧边部板形浪形程度数值δε
ws
,及根据传动侧边部板形数据偏差值δε
3
、δε
4
和对应的板形因子a3、a4计算传动侧边部板形浪形程度数值δε
ds
;
[0067]
工作侧边部板形浪形程度数值δε
ws
=(a1δε
1
+a2δε
2
)
×
(a1+a2),传动侧边部板形浪形程度数值δε
ds
=(a3δε
3
+a4δε
4
)
×
(a3+a4);
[0068]
g)判断一中间窜辊位置偏差值δs
i
数值不在特征点死区|ε
特征点1
|的范围内,或者δε
ws
、δε
ds
不在特征点死区|ε
特征点2
|范围内,则不进行基于前馈一中间窜辊补偿的控制调节;
[0069]
特征点死区|ε
特征点1
|和|ε
特征点2
|是判断前馈一中间窜辊补偿功能是否投入的阈值,阈值|ε
特征点1
|=2mm,若2mm≤|δs
i
|,即一中间窜辊当前位置控制偏差大小数值在特征点死区|ε
特征点1
|范围外,说明当前一中间窜辊位置控制不正常,偏差较大;阈值|ε
特征点2
|=10i-unit(i-unit为板形应力的单位),若10i-unit≤|δε
ws
|或10i-unit≤|δε
ds
|,即当前工作侧和传动侧边部板形数据偏差大小数值在特征点死区|ε
特征点2
|范围外,说明当前边部板形控制不正常,偏差较大,则不对板形控制执行机构进行一中间窜辊前馈补偿调节;
[0070]
需要指出的是,板形数据计量单位,
[0071]
unit可以理解为:在测量中任一窄条与基准窄条的板形差如果为0.001%,那么就是一个i-unit,即十万分之一;也可以这样理解,1000mm长的钢带(测量中间的长度)经轧制后展开边部长度变为1000.01mm,那么边部与中心的板形差:(1000.01-1000)/1000,即1个i-unit。
[0072]
h)判断δs
i
数值在特征点死区|ε
特征点1
|范围内,及δε
ws
、δε
ds
数值在特征点死区|ε
特征点2
|范围内,则根据一中间辊前馈补偿前设定位置值s
ref
与前馈一中间窜辊补偿量δs进行相加,数据限幅,结合一中间窜辊控制规则,得到最终的一中间窜辊前馈补偿后的设定计算数值s
ref补偿后
;
[0073]
一中间窜辊位置偏差值|δs
i
|<2mm,工作侧和传动侧边部板形浪形数据|δε
ws
|<10i-unit或|δε
ds
|<10i-unit,即均在特征点死区|ε
特征点1
|,|ε
特征点2
|范围内,则根据s
ref补偿后
=s
ref
+δs,得到最终的一中间窜辊前馈补偿后的设定计算数值,为一中间窜辊自动位置控制调节提供控制指令数据;
[0074]
这里的一中间窜辊规则指的是一中间辊的控制策略,具体如下:
[0075]
浪形程度计算一中间窜辊动作规则备注
δε
ws
为正值向传动侧窜动工作侧复合浪形偏松δε
ws
为负值向工作侧窜动工作侧复合浪形偏紧δε
ds
为正值向工作侧窜动传动侧复合浪形偏松δε
ds
为负值向传动侧窜动传动侧复合浪形偏紧
[0076]
i)运算处理更新后得到最终的一中间窜辊前馈补偿后设定计算数值s
ref补偿后
,根据位置自动控制对一中间窜辊进行精确的闭环控制。
[0077]
图4所示为前馈一中间窜辊补偿功能的控制逻辑图。δs为根据采集的钢种类型、道次、速度数据根据前馈一中间窜辊补偿函数曲线计算一中间窜辊补偿量;当一中间窜辊的位置偏差值δs
i
在特征点1范围内,及工作侧和传动侧边部浪形程度数值δε
ws
,δε
ds
在特征点2范围内,即同时满足在特征点1和特征点2范围内的条件,前馈一中间补偿量δs起作用,经过计算限幅后,可得,补偿后一中间窜辊设定计算数值s
ref补偿后
=s
ref
+δs,然后根据自动位置控制原理对一中间窜辊进行闭环控制,其中,s
ref
为一中间窜辊二级设定计算数值,s
act
为一中间窜辊位置编码器实际反馈数值。
[0078]
图5所示为板形控制程序流程图。根据一中间窜辊位置偏差值和边部浪形程度数值的阀值进行逻辑判断,确认是否投入前馈一中间窜辊补偿功能。若不满足条件,则不投入该功能,板形控制还是根据原有的二级设定计算,神经网络-模糊控制进行自动板形控制,调控一中间窜辊;若满足条件,则投入该功能,在二级设定计算的基础上,加上前馈一中间窜辊相应的补偿量,更精确的对一中间窜辊位置进行控制,进而提高板形的控制精度。
[0079]
图6所示为前馈一中间窜辊补偿功能程序流程图。首先根据采集的钢种类型、道次、速度数据根据前馈一中间窜辊补偿函数曲线计算一中间窜辊补偿量;然后是计算一中间窜辊的位置和边部浪形程度数值一方面,根据一中间窜辊位置的设定计算值和实际反馈值计算偏差值;另一方面,采集工作侧和传动侧边部板形数据,根据边部板形数据和板形目标曲线计算边部板形偏差和边部板形因子数值,根据边部板形偏差和边部板形因子数值计算边部板形浪形程度数值;计算完成后,对一中间窜辊的位置和边部浪形程度数值进行核查确认,判断一中间窜辊的位置偏差和边部浪形程度数值是否在阀值范围,不在范围内,不进行前馈一中间窜辊补偿,在范围内,结合二级设定计算得到补偿后的一中间窜辊调节量,根据自动位置控制原理对一中间窜辊进行闭环控制。
[0080]
图7所示为增加基于前馈一中间窜辊补偿功能的板形控制方法实施前,轧制带钢产品边部板形的效果曲线。因为一中间窜辊功能主要作用就是改善边部板形的控制效果,从曲线可以看出,边部板形大于10i-unit,板形较差。
[0081]
图8所示为增加基于前馈一中间窜辊补偿功能的板形控制方法实施后,轧制带钢产品边部板形的效果曲线。从曲线可以看出,边部板形小于10i-unit,板形较好。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips