
 商标分类
商标分类  商标转让
商标转让 
一种斯特林制冷机散热装置的缠绕方法与流程
 2021-01-29 17:01:51|
2021-01-29 17:01:51| 266|
266| 起点商标网
起点商标网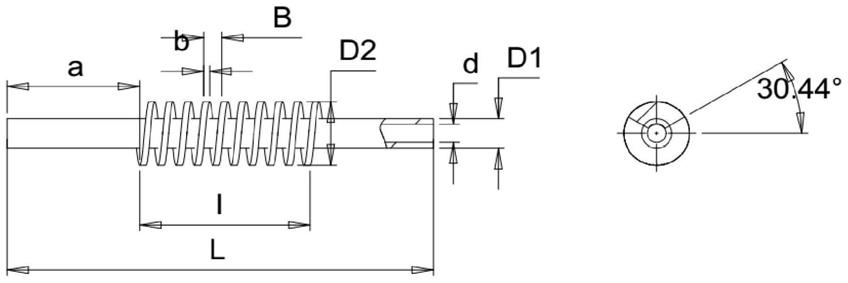
[0001]
本发明属于肋片管绕制相关技术领域,具体涉及一种斯特林制冷机散热装置的缠绕方法。
背景技术:
[0002]
表面换热器中,外侧带有肋片的换热管,分有四种基本类型:绕片肋管,是将薄金属带缠绕到光管上再经搪锡而制成,绕片分有皱折和无皱折两种;串片肋管,在光管束上强行套上整体肋片;轧片肋管如图,在铜管或铝管外表面上直接挤轧出肋片;镶片肋管,先将管壁外表面刻出螺旋槽,再将金属带缠绕镶嵌于槽中而制成。
[0003]
现有的散热装置的缠绕方法技术存在以下问题:现有的肋片管绕制柔软性较差,不可以随意弯曲,而且回力程度较小,且加工过程中花费时间较多,效率较为低下,如下附图3中,是是1996年(日本)申报的一款产品,从产品图的结构中可以看出,之前的产品绕制方法简单、粗糙、稳定性差、精度无法控制、效率都远远落后目前市场的需求,质量(散热性能)、抗拉伸力度、使用性价比较低。
技术实现要素:
[0004]
本发明的目的在于提供一种斯特林制冷机散热装置的缠绕方法,以解决上述背景技术中提出的现有的肋片管绕制柔软性较差,不可以随意弯曲,而且回力程度较小,且加工过程中花费时间较多,效率较为低下、性价比低下的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:
[0006]
一种斯特林制冷机散热装置的缠绕方法,其方法包括物料准备、物料安装、绕制、质量检测、产品包装、封存扁铜线和表面处理,所述物料准备包括拾取不锈钢管,所述物料安装包括安装不锈钢管和安装扁铜线,所述绕制包括绕回铜线和剪线处理,所述质量检测包括外径检测盒节距检测,所述产品包装包括将检测合格的产品安装在固定的载体内,所述封存扁铜线包括将绕制完的扁铜线进行封存,所述表面处理包括整理工作台、上挂、除垢除油、闪镀镍、酸洗、活化、镀银、保护、清洗、烘干、取挂、检验和包装入库。
[0007]
优选的,所述物料准备的步骤如下:操作人员从操作人员从载体里拿出所需的不锈钢管。
[0008]
优选的,所述物料安装的步骤如下:
[0009]
步骤一:首先对不锈钢管进行安装,将不锈钢管固定在夹头上;
[0010]
步骤二:对扁铜线进行安装,将铜线通过夹具固定在不锈钢管上。
[0011]
优选的,所述绕制的步骤如下:按照0.3mm节距,把扁铜线均匀的绕在不锈钢管上。
[0012]
优选的,所述质量检测的步骤如下:
[0013]
步骤一:第一次检测,将绕好的产品进行外径检测;
[0014]
步骤二:第二次检测,将绕好的产品进行节距检测,把绕好的产品放在投影仪上(取中间部位)进行节距测量,节距为0.3
±
0.02,,将检测合格后的产品装在固定的载体内。
[0015]
优选的,所述产品包装的步骤如下:将检测合格后的产品装在固定的载体内,将检测合格后的产品装在固定的载体内。
[0016]
优选的,所述封存扁铜线的步骤如下:绕制完后用干净的塑料包装将扁铜线进行封存,确保封存完好,与外界空气隔绝。
[0017]
优选的,所述表面处理的步骤如下:
[0018]
步骤一:首先整理工作台,戴好防护用具,做表面处理前需仔细阅读方法流程,并作加工前的准备;
[0019]
步骤二:将产品按要求固定在挂具上,在挂具上段用铜线固定一端,顺时针把产品绕在挂具上,再固定下一端;
[0020]
步骤三:除垢除油,将挂具放在溶剂内进行除垢除油,即,除油粉:70-100g,温度:50-70度,时间:8-12分钟,水洗3分钟;
[0021]
步骤四:闪镀镍,按要求进行闪镀镍,温度:室温,时间:1-2min;
[0022]
步骤五:酸洗,将挂具放在溶剂内进行酸洗,即,盐酸:7-15%,温度:室温,时间3-5分钟,水洗3分钟;
[0023]
步骤六:活化,将挂具放在溶剂内进行活化,即,硫酸:7-15%,温度:室温,时间3-5分钟,水洗5分钟;
[0024]
步骤七:镀银或镀锡,将挂具放在溶剂内进行镀银或镀锡,即,银:25-30g/1,络合剂:120-150g/1温度:室温,时间3-5分钟,水洗5分钟;
[0025]
步骤八:保护,将挂具放在溶剂内进行镀层保护,即,银保护剂:450-500g/1,络合剂:120-150g/1温度:50-70度,时间2-5分钟;
[0026]
步骤九:清洗,将挂具放在清洗槽内进行冲洗,时间10分钟;
[0027]
步骤十:烘干,将挂具放在烘干房内进行烘干,温度:50-70度,时间20-25分钟;
[0028]
步骤十一:取挂,将挂具放置在干净的工作台上,用剪刀剪断铜线(辅助),将产品顺序取下;
[0029]
步骤十二:检验,取下产品后用千分尺进行检测,尺寸符合1.8
±
0.02;
[0030]
步骤十三:包装、入库,把产品装在¢6x1mm的透明的载体内,两端用胶塞套住。
[0031]
与现有技术相比,本发明提供了一种斯特林制冷机散热装置的缠绕方法,具备以下有益效果:
[0032]
本发明方法技术加工出的结构因为本身体重较轻,柔软性自然要好很多,可以360
°
大回旋弯曲都没问题,回力性能非常好,只要不受力的情况下可以自然拉直;其次,本方法加工处的结构密集、紧凑型的绕制的产品散热性能要远好于对比结构中的产品,从气流的回旋性也可以得出,气体在均匀、紧凑的空间里很顺畅进行节流、回旋、排除气体等功能,而对比结构的效果就会大打折扣,预计产品应用效率达不到60%;最后,本方法绕制方法要比对比结构节约至少有一半的时间,从产品选材上就可以得出结论,上本方法加工处的产品的结构就是小而精,在绕制时就灵巧多了,可以加快绕制设备的转速而不用考虑同步性的问题,而对比的结构就不一样了,因金属线与不锈钢管的大小决定了绕制设备的转速,每提高一个转速必须要考虑同步性的问题,不然将会把金属线直接拉断,由于本方法结构的绕制方法的优越性,在绕制一件产品最佳效果所需要的时间25
±
2分钟,而对比方法绕制的方法比较粗放,绕制一件产品所需的时间至少要55分钟以上,本方法的绕制方法大大
节约了时间,减少不必要的浪费,节约了成本。
附图说明
[0033]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制,在附图中:
[0034]
图1为本发明提出的一种斯特林制冷机散热装置的缠绕方法结构示意图;
[0035]
图2为本发明提出的参数要求示意图;
[0036]
图3为本发明提出的现有绕制结构对比图;
具体实施方式
[0037]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0038]
请参阅图1-3,本发明提供一种技术方案:
[0039]
一种斯特林制冷机散热装置的缠绕方法,其方法包括物料准备、物料安装、绕制、质量检测、产品包装、封存扁铜线和表面处理,物料准备包括拾取不锈钢管,物料安装包括安装不锈钢管和安装扁铜线,绕制包括绕回铜线和剪线处理,质量检测包括外径检测盒节距检测,产品包装包括将检测合格的产品安装在固定的载体内,封存扁铜线包括将绕制完的扁铜线进行封存,表面处理包括整理工作台、上挂、除垢除油、闪镀镍、酸洗、活化、镀银、保护、清洗、烘干、取挂、检验和包装入库。
[0040]
物料准备的步骤如下:操作人员从操作人员从载体里拿出所需的不锈钢管,拿出时要顺着载体向外抽出,在抽出的过程中不能折弯、扭曲不锈钢管,确保管子不能与外界任何东西接触。
[0041]
物料安装的步骤如下:
[0042]
步骤一:首先对不锈钢管进行安装,将不锈钢管固定在夹头上,不锈钢管需嵌入套管内,一头将5mm的位置固定在夹头上;
[0043]
步骤二:对扁铜线进行安装,将铜线通过夹具固定在不锈钢管上,将铜线顺时针穿入夹具,在不锈钢上缠绕8
--
10圈,稳稳固定在管子。
[0044]
本发明的绕制的方法如下:按照0.3mm节距,把扁铜线均匀的绕在不锈钢管上,扁铜线确保0.32mm方向(直立)绕在管子上面,绕制节距0.3mm,扁铜线与管子结合紧密无松动,绕制长度确保750mm
±
10mm,绕制完后需把扁铜线剪断(预留20mm)把预留的扁铜线固定在管子的尾端,固定好后将绕好的产品取下,其特点就是在长度超过i的距离中,将金属线d随着一定间距b,均匀、牢固的缠绕在金属管d1上,使不锈钢管的外圆由于发生外力缠绕的原因形成螺旋槽,使之在形成槽的同时使金属线紧固的缠绕在不锈钢管上。其缠绕长度i、金属线的大小d、缠绕距离b的精度(一致性)、外径尺寸d2的控制、绕制时间h(效率比)都是目前最为先进的绕制方法,并且从附图中可以看出,明显可以看出螺距的不同,图1,b的螺距是0.3
±
0.02mm,0.2
±
0.02mm,图3,螺距是3mm,4mm,螺距越小意味着绕制的精度更加精确,相对应缠绕的力度以及与金属线的同步性都要以千分位来计算(即,精确到4为小数)才
能实现这一目的。而3mm、4mm的螺距难度会减少很多,而且金属线又粗很多(上面已有数据)这样就给绕制挑战拉力有很大的空间,可以说图1的螺距与图3的螺距绕制精度不在同一个级别,最少要高出10个级别以上;图1绕制的有效长度在750
±
10mm,这个长度要求给绕制时对产品整体的直线度有很高的要求,就是说在750mm的范围内有2500个螺距,如果每个螺距误差(同步性)在0.001mm以内,将会导致25mm的误差,这样就会在规定的长度内螺距会减少,从而影响到产品的直线度,对比方法图3中因为不锈钢管、金属线比较大,绕制长度不可能太长,因为这个自身的重量所决定的,而且螺距又宽,绕制误差就可允许超出0.1mm的范围,这给产品的实用性就会大打折扣;
[0045]
综上对比可以得出,本方法技术加工出的结构因为本身体重较轻,柔软性自然要好很多,可以360
°
大回旋弯曲都没问题,回力性能非常好,只要不受力的情况下可以自然拉直;其次,本方法加工处的结构密集、紧凑型的绕制的产品散热性能要远好于对比结构中的产品,从气流的回旋性也可以得出,气体在均匀、紧凑的空间里很顺畅进行节流、回旋、排除气体等功能,而对比结构的效果就会大打折扣,预计产品应用效率达不到60%;最后,本方法绕制方法要比对比结构节约至少有一半的时间,从产品选材上就可以得出结论,上本方法加工处的产品的结构就是小而精,在绕制时就灵巧多了,可以加快绕制设备的转速而不用考虑同步性的问题,而对比的结构就不一样了,因金属线与不锈钢管的大小决定了绕制设备的转速,每提高一个转速必须要考虑同步性的问题,不然将会把金属线直接拉断,由于本方法结构的绕制方法的优越性,在绕制一件产品最佳效果所需要的时间25
±
2分钟,而对比方法绕制的方法比较粗放,绕制一件产品所需的时间至少要55分钟以上,本方法的绕制方法大大节约了时间,减少不必要的浪费,节约了成本。
[0046]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips