
 商标分类
商标分类  商标转让
商标转让 
基于压电陶瓷材料纠偏的深孔加工用枪钻及纠偏方法与流程
 2021-01-29 17:01:28|
2021-01-29 17:01:28| 305|
305| 起点商标网
起点商标网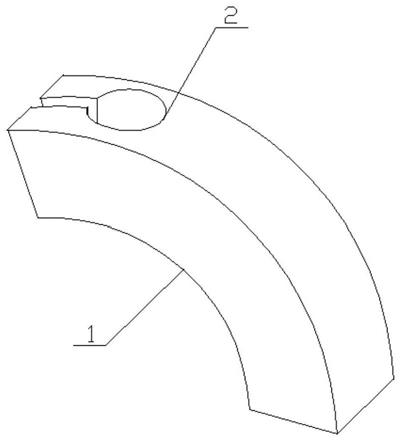
[0001]
本发明属于深孔加工领域,具体涉及一种基于压电陶瓷材料纠偏的深孔加工用枪钻及纠偏方法。
背景技术:
[0002]
深孔加工技术产生于对枪、炮管的制造过程,金属管形火器也就成为最早出现的深孔零件。二战结束前,深孔加工技术的发展和应用一直被局限于相对封闭的军工领域,并以其高难度、高成本和神秘性而闻名于机械制造业。随着科学技术的发展,深孔加工技术现已广泛应用于航空航天、能源采掘、汽车制造、石化、冶金、仪器仪表、国防装备制造等产业领域,但由于深孔加工难度大、加工工作量大、制造成本高,已成为机械制造技术中的难点之一。深孔加工的特殊性也形成了其加工过程中的经典难题:排屑难、冷却以及润滑难、工具系统刚度低、刀具的自导向等,这些问题长期困扰着深孔加工行业,它们在极大程度上限制了深孔加工的工艺范围、加工效率以及加工精度,也限制了深孔加工理论及技术向其他领域拓展的能力,所以研究深孔加工新技术已成为普遍关注的问题。
[0003]
由于深孔加工中的待加工对象多为细长孔,因而在实际加工中,孔轴线偏斜的问题十分严重。研究深孔轴线偏斜问题,就必须得从偏斜的检测与偏斜的控制两方面入手。目前对于深孔加工中轴线偏斜的检测,仍然缺乏有效的技术支持,实际生产中更多的还是依赖于工人的经验,通过噪声以及振动信号来感知轴线偏斜,缺乏时效性。而目前对于轴线偏斜的控制,更多的也还是通过优化工艺参数及刀具参数,来实现轴线偏斜的改善,缺乏过程中的控制手段。因此,针对深孔加工中轴线偏斜的在线检测与过程中的实时纠偏,国内外的学者进行了大量的研究,提出了众多的新颖的技术方案。
[0004]
譬如中北大学的崔贵波、吴伏家等人提出在周向布置三个超声波测厚仪并随着刀具一起做进给运动,通过“三点定圆”的方法,借助外部装置计算深孔轴线中心的实时位置来实现深孔加工轴线偏斜的在线检测(“深孔加工过程中实时检测的研究”,崔贵波,机械工程师,第3期,第66-67页,2008年)。譬如在钻头末端以及钻杆末端分别安装内外激光源以及光敏元件,以内外光敏元件接收到内外激光源发射出的激光光束来确定钻头的位姿形态从而达到检测偏斜 (cn202622002u)的目的。同时在钻头处安装有各种可以使钻头发生相应偏转的装置,比如:1、安装金属块及加热装置,利用金属热胀冷缩的特性来强制钻头偏转(cn105382632b、cn105345094b);2、在钻头部分安装径向及轴向伸缩装置来使钻头发生偏转(cn103182552b);3、在钻头位置安装拉杆,通过外部机构对拉杆施加推力或者拉力来使钻头发生偏转(cn102642040b)。譬如中北大学的张荣涛参考“三片瓦式”动压滑动轴承的结构特点,在内排屑深孔刀具钻头、钻杆之间以螺纹联接三楔形结构实体,利用钻杆与孔壁之间的切削液流道借助液压实现过程中纠偏(“基于轴承动压润滑原理的bta钻杆设计及其自定心、自纠偏机理研究”,张荣涛,中北大学,2018年)。又譬如依据切削液在楔形缝隙内的流动特性,设计出具有一定锥度的顺锥形实体,同样是以螺纹联接于钻头、钻杆之间,在偏斜时利用液压力实时纠偏(cn104162696b)。此外还有利用外部装置比如安装致动器强行抬起
钻头(cn208840567u)减小轴线偏斜,中北大学的付康康提出采用磁流变液阻尼器来抑制振动减小轴线偏斜(“枪钻加工孔轴线偏斜分析及控制技术研究”,付康康,中北大学,2018年),中北大学的李耀明、魏杰等提出采用挤压油膜阻尼器产生的油膜压力减轻振动减小轴线偏斜(“挤压油膜阻尼器对深孔加工直线度的影响”,李耀明,工具技术,第51卷第2期,第81-83页, 2017年)。
[0005]
以上的方案如利用液压实时定性纠偏,大多适用于较大直径深孔(以上)加工,采用的是直径较大的内排屑刀具如bta错齿钻,在中小直径深孔加工中难以应用。其他的一些方案比如超声波测厚、激光定位等方案,组成繁琐,实现起来有较大难度。
技术实现要素:
[0006]
本发明的目的在于提供一种基于压电陶瓷材料进行测偏、纠偏的深孔加工用枪钻及相应的纠偏方法,通过在硬质合金枪钻上安装压电陶瓷,实现中小直径深孔加工过程中轴线偏斜的在线检测和实时纠正。
[0007]
实现本发明目的的技术解决方案为:一种安装压电陶瓷材料进行测偏、纠偏的深孔加工用枪钻,枪钻包括压电钻头和压电钻杆;
[0008]
所述压电钻头上安装有圆柱状压电陶瓷,所述圆柱状压电陶瓷上平面黏附有硬质合金保护层并与孔壁形成过盈配合,通过施加外部电压使之发生径向变形,与待加工孔壁相挤压,将偏斜的钻头推回正确位置;
[0009]
所述压电钻杆前端侧面上安装有两个长条型瓦状压电陶瓷,所述长条型瓦状压电陶瓷用于检测轴线偏斜导致钻杆弯曲时产生的轴向应力引起的电压变化。
[0010]
进一步的,所述枪钻周向上开有v形槽,所述压电钻头包括弧形实体,弧形实体与压电钻头的v形槽焊接,与钻头部分周向形成完整的回转结构,所述回转结构上均布三个圆柱状压电陶瓷。
[0011]
进一步的,两个所述瓦状压电陶瓷呈周向角度差90
°
安装,其中一个瓦状压电陶瓷与v形槽的一侧呈90
°
安装。
[0012]
进一步的,待加工孔径为d,所述压电钻头的公称直径为(0.96~0.98)d,压电钻头长度为30~40mm,v形槽10开角110
°
,所述压电钻杆直径(0.94~0.96)d,压电钻杆的壁厚为0.12d,钻杆长度根据孔径大小选取。
[0013]
进一步的,所述弧形实体的弧形角与v形槽的开角一致,弧形实体的外径与压电钻头的公称直径一致,弧形实体的径向厚度为2~3mm,轴向长度为 2~3mm,弧形实体的材料为yg8硬质合金,弧形实体中性截面距离压电钻头尾部20~30mm。
[0014]
进一步的,所述弧形实体和压电钻头上安装圆柱状压电陶瓷的位置加工有圆柱形盲孔槽,圆柱形盲孔槽的一侧加工有用于布置导线的导线槽和弧形槽,压电钻头上加工延伸至钻头尾部的钻头导线槽,用于布置导线。
[0015]
进一步的,所述压电钻杆安装瓦状压电陶瓷的位置加工有瓦状凹槽和深导线槽、浅导线槽;
[0016]
瓦状凹槽的圆弧角为15
°
~20
°
,径向尺寸不超过1.5mm,轴向长度为 15~20mm;
[0017]
所述深导线槽的深度为浅导线槽的1.5~2倍,深导线槽位于瓦状凹槽的后部且延伸至钻杆尾部,用于布置导线,所述浅导线槽与钻头导线槽连接并延伸至钻杆尾部。
[0018]
进一步的,所述瓦状压电陶瓷的下平面电势接地。
[0019]
进一步的,所述圆柱状压电陶瓷与孔壁接触的面粘附硬质合金保护层,所述硬质合金保护层的材料为yg8,边缘作圆角处理;带有硬质合金保护层的圆柱状压电陶瓷超出压电钻头外圆面的尺寸大于孔壁与压电钻头的间隙值0.001~0.002mm,构成形式上的间隙配合。
[0020]
一种利用上述的枪钻进行钻孔加工的测偏、纠偏方法,包括如下步骤:
[0021]
步骤(1):加工时,压电枪钻体作进给运动,工件作回转运动,当深孔轴线发生偏斜时,钻杆向某方向弯曲,安装于钻杆前端的两个周向角度差90
°
的瓦状压电陶瓷发生弯曲,在轴向上产生应力,根据压电材料的横向压电效应,瓦状压电陶瓷的上下平面产生电压差,通过导线连接外部电压放大器进行信号采集,分析可得轴线偏斜的方向和大小;
[0022]
步骤(2):在检测出轴线偏斜方向和大小的基础上,通过外部电压放大器,向钻头处的圆柱状压电陶瓷施加相应大小的电压值,使其发生径向变形,通过硬质合金层与孔壁的挤压作用,将偏斜的钻头推回正确的位置上去,实现在线测偏与实时纠偏的动态结合。
[0023]
本发明与现有技术相比,其显著优点在于:
[0024]
(1)本发明通过在钻头周向均布三个用于对钻头施力的圆柱状压电陶瓷,以及在钻杆上安装检测轴线偏斜的长条型瓦状压电陶瓷,实现在线测偏与实施纠偏的动态结合,改善深孔轴线偏斜,提高中小直径深孔的直线精度;
[0025]
(2)本发明用于测偏的压电陶瓷体做成与钻杆形状类似的长条瓦状结构,一是有利于在瓦状凹槽中的放置,保证压电陶瓷工作的平稳性,同时长条形的结构更加类似梁单元,增强压电陶瓷体对钻杆弯曲时产生的轴向应力变化的敏感性;在周向90
°
布置这样两个压电陶瓷体,在形式上将圆周分为四个象限,在钻杆发生弯曲变形时,便可根据检测电压信号的正负性及大小判断轴线偏斜的方向及大小,实现偏斜的周向360
°
检测;
[0026]
(3)本发明用于纠偏的压电陶瓷体做成圆柱状,放置于钻头及弧形实体上预先加工好的三个呈周向120
°
分布的盲孔槽,克服了枪钻钻头周向不对称的弊端,使得纠偏过程有较好的对称性。同时,圆柱压电陶瓷上有硬质合金保护层,避免压电陶瓷直接与孔壁摩擦发生磨损,保证其工作稳定性,两者的总厚度超出钻头外圆表面的值大于钻头与孔壁的间隙0.001~0.002mm,构成形式上的过盈配合,保证了压电陶瓷上有一定的预应力,当外部电压信号到来时,对于电压信号更加敏感,提高纠偏的时效性。
[0027]
(4)本发明通过在枪钻钻头及钻杆上加工一定截面尺寸的深浅不一的导线槽,解决了加工中导线布置的问题,保证了电信号在压电陶瓷与外部放大器之间的稳定传输,保证了测偏以及纠偏的时效性。
附图说明
[0028]
图1为本发明的弧形实体三维示意图。
[0029]
图2为本发明的弧形实体俯视图。
[0030]
图3为图2弧形实体的a-a剖视图。
[0031]
图4为本发明压电枪钻钻头三维示意图。
[0032]
图5为本发明压电枪钻钻头俯视图。
[0033]
图6为图5中压电枪钻钻头的b-b剖视图。
[0034]
图7为本发明压电枪钻钻杆整体图。
[0035]
图8为本发明压电枪钻钻杆主视图。
[0036]
图9为本发明瓦状压电陶瓷体三维图。
[0037]
图10为本发明瓦状压电陶瓷体俯视图。
[0038]
图11为本发明圆柱状压电陶瓷体整体图。
[0039]
图12为本发明压电枪钻三维示意图。
[0040]
图13为本发明压电枪钻背侧三维示意图。
[0041]
图14为本发明轴线发生偏斜的压电钻杆应变原理图。
[0042]
图15为产生第一象限偏斜时瓦状压电陶瓷产生的电压云图。
[0043]
图16为产生第二象限偏斜时瓦状压电陶瓷产生的电压云图。
[0044]
图17为产生第三象限偏斜时瓦状压电陶瓷产生的电压云图。
[0045]
图18为产生第四象限偏斜时瓦状压电陶瓷产生的电压云图。
[0046]
附图标记说明:
[0047]
1-弧形实体,2-圆柱盲孔槽-,3-竖直导线槽,4-弧形导线槽,5-压电钻头, 6-枪钻钻头,7-外切削刃,8-内切削刃,9-进油孔,10-v形槽,11-圆柱盲孔槽-, 12-钻头导线槽,13-压电钻杆,14-瓦状凹槽,15-深导线槽,16-浅导线槽,17
-ꢀ
瓦状压电陶瓷,18-圆柱状压电陶瓷,19-硬质合金保护层,20-压电枪钻体。
具体实施方式
[0048]
下面结合附图对本发明作进一步详细描述。
[0049]
一种安装压电陶瓷材料进行测偏、纠偏的深孔加工用枪钻,枪钻包括压电钻头和压电钻杆;
[0050]
压电钻头上安装有圆柱状压电陶瓷,圆柱状压电陶瓷上平面黏附有硬质合金保护层并与孔壁形成过盈配合,通过施加外部电压使之发生径向变形,与待加工孔壁相挤压,将偏斜的钻头推回正确位置;
[0051]
压电钻杆前端侧面上安装有两个长条型瓦状压电陶瓷,所述长条型瓦状压电陶瓷用于检测轴线偏斜导致钻杆弯曲时产生的轴向应力引起的电压变化。
[0052]
枪钻周向上开有v形槽,压电钻头包括弧形实体,弧形实体周向角度与v 形槽开角一致,并焊接在v形槽上,与钻头部分在周向形成完整的回转结构。钻头及钻杆上预先加工好盲孔槽以及瓦状凹槽,将压电陶瓷材料(pzt)分别加工成圆柱状及瓦状,尺寸与预先加工好的槽尺寸相匹配,并放置于槽中,可在间隙中添加粘性材料起固定作用。此外,钻头、钻杆及弧形实体上预先加工出一定截面尺寸的导线槽,在其中布置导线并延伸至钻杆尾部,而后与电压放大器等外部装置相连。
[0053]
本发明用于在中小直径深孔(以下)加工中改善轴线偏斜问题,此处以某型发动机上一轴齿件深孔为加工对象,对本发明作详细说明。本发明主要包含弧形实体1、压电钻头5、压电钻杆13、瓦状压电陶瓷体17、圆柱形压电陶瓷体 18等部分,共同组成压电枪钻体。
[0054]
待加工孔径为d,钻头公称直径为(0.96~0.98)d,钻头长度(30~40)mm,v 形槽10开角110
°
,钻杆直径(0.94~0.96)d,壁厚0.12d,钻杆长度根据具体孔径大小按照标准选
取。
[0055]
钻头处v形槽10上焊接有一弧形实体1(如附图4),弧形实体弧形角110
°
,与 v形槽开角一致。外径大小与钻头公称直径一致。考虑到不影响v形槽排屑效果,弧形实体径向厚度选取(2~3)mm,轴向长度不宜过大,同样取(2~3)mm。弧形实体材料yg8硬质合金,加工有盲孔槽2,直径大小深度不超过2mm以避免削弱钻头刚度。圆柱槽一侧加工有竖直导线槽3及弧形槽4,两者截面尺寸一致,用于布置导线。
[0056]
压电钻头5(如附图4)上焊接有弧形实体1,弧形实体中性截面距离钻头尾部20~30mm。压电钻头5在弧形实体中性截面处周向加工出2个盲孔槽11,尺寸与弧形实体上的盲孔槽2一致且在周向呈120
°
均布,此外还加工有钻头导线槽12,截面尺寸与槽3、4一致,延伸至钻头尾部,用于与钻杆槽16联接。
[0057]
压电钻杆13(如附图7)上加工有瓦状凹槽14以及导线槽,其中导线槽分深槽15和浅槽16。瓦状凹槽14圆弧角为15
°
~20
°
,径向尺寸不超过1.5mm,轴向长度(15~20)mm,尾部加工出深槽15,截面尺寸相较槽3、4宽度一致,深度为后者(1.5~2)倍,延伸至钻杆尾部。瓦状凹槽周向90
°
分布,分别位于钻杆截面的正下方和正左方。浅槽16截面尺寸与槽3、4一致,前端与槽12联接,并延伸至钻杆尾部。
[0058]
用于检测轴线偏斜的瓦状压电陶瓷17(如附图9)安置于钻杆13上的瓦状凹槽14中,上下表面联接导线由导线槽16延伸至钻杆尾部,圆弧角同瓦状凹槽 14,内外径及轴向长度同瓦状凹槽14。实际加工时,将压电陶瓷17下平面电势接地,即做“零压处理”。
[0059]
用于产生机械变形从而纠正偏斜的圆柱状压电陶瓷18(如附图11-12)安置于盲孔槽2、11中,尺寸同盲孔槽匹配,上面粘附硬质合金保护层19,材料yg8,边缘作圆角处理。压电陶瓷与硬质合金层的总厚度大于孔壁与钻头的间隙值 0.001~0.002mm,构成形式上的过盈配合,使得压电陶瓷承受一定的预应力。
[0060]
工作原理和过程如下:
[0061]
压电枪钻体20加工时作进给运动,工件作回转运动,当深孔轴线发生偏斜时,钻杆必定会向某方向弯曲,安装于钻杆前端的两个周向角度差90
°
的瓦状压电陶瓷必定会发生相应弯曲,在轴向上将产生应力(如图14),根据压电材料的横向压电效应,压电陶瓷的上下平面将产生电势差,此时利用电压放大器采集信号,分析即可得钻杆偏斜方向即深孔轴线的偏斜方向。
[0062]
以压电仿真云图来辅助说明压电枪钻实现轴线偏斜在线检测的原理,将压电钻杆简化为一圆柱杆,前端呈周向角度差90
°
安装两瓦状压电陶瓷,利用 workbench压电扩展模块仿真当钻杆前端截面分别产生向第一、二、三、四象限偏斜(0.01mm)时,压电陶瓷上产生的电压情况(下表面接地),四个象限偏斜所对应的电压云图分别如图15-18所示。显然,随着轴线偏斜方向的不同,两瓦状压电陶瓷所产生的电压的正负性及大小也会发生相应的变化,因此实际加工时,只需根据两瓦状压电陶瓷处产生的电压正负性及大小便可分析出轴线实际的偏斜方向及偏斜的大小,实现轴线偏斜的在线检测。
[0063]
在分析出轴线偏斜方向及大小的基础上,通过外部电压放大器,向压电钻头处相对应的圆柱状压电陶瓷施加一定大小的电压值,使其发生径向变形,便可通过硬质合金层与孔壁的挤压作用,将偏斜的钻头推回正确的位置上去。通过这种在线测偏与实时纠偏的动态作用,便可即时发现并纠正深孔轴线偏斜,提高中小直径深孔的直线精度。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips