
 商标分类
商标分类  商标转让
商标转让 
一种涡旋压缩机自动装配生产线及装配方法与流程
 2021-01-29 17:01:35|
2021-01-29 17:01:35| 272|
272| 起点商标网
起点商标网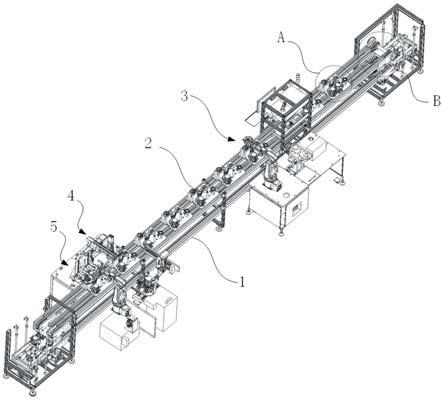
[0001]
本发明涉及一种装配生产线,尤其涉及一种涡旋压缩机自动装配生产线及装配方法。
背景技术:
[0002]
随着国际能源的枯竭以及全球气候变暖,纯电动汽车逐步替代混合动力以及燃料电池汽车以至于完全占据新能源汽车市场,实现零排放是人类共同发展的方向。而汽车空调压缩机做为纯电动汽车的配件之一,也要不断发展以适应整个行业发展的需要。为了适用于新能源汽车空调使用,现有技术中存在的一种电动汽车空调压缩机为涡旋压缩机,涡旋压缩机由于装配工艺不成熟、配合间隙无法严格控制,造成压缩机的效率偏低,这直接导致耗电量的上升,严重影响电动汽车的续航里程,由于现有的装配工艺中,人工操作的精度和效率难以达到高速生产的需求。
技术实现要素:
[0003]
本发明实施例所要解决的技术问题在于,提供一种涡旋压缩机自动装配生产线及装配方法。可使得涡旋压缩机得以高效率、高精度的进行装配。
[0004]
为了解决上述技术问题,本发明实施例提供了一种涡旋压缩机自动装配生产线,包括输送线、工装底板以及工位依次设置的第一装配装置、第二装配装置、第三装配装置;
[0005]
所述工装底板用于放置若干装配工件,且置于所述输送线上传送到各工位;
[0006]
所述第一装配装置包括第一机械手、高频加热机,所述第一机械手用于将所述工装底板上的第一工件送至所述高频加热机加热,并从所述高频加热机上取出所述第一工件与所述工装底板上的第二工件、第三工件进行装配;
[0007]
所述第二装配装置包括旋转机构、滑动设置于所述旋转机构上的第一取件机构、第二取件机构、电机螺丝刀,所述第一取件机构、第二取件机构用于从所述工装底板上取出第四、第五工件装配于所述工装底板上的第一工件上并通过所述电动螺丝刀进行紧固;
[0008]
所述第三装配装置包括第二机械手、第三取件机构、第四取件机构、第五取件机构、压紧机构、紧固机构;所述第三取件机构、第四取件机构、第五取件机构用于从所述工装底板上取出第六工件、第七工件、第八工件,所述第二机械手用于将所述第一工件的装配体装套所述第六工件,并送至所述压紧机构进行压紧,还用于运载所述装配体承接所述第七工件、第八工件并送至所述紧固机构进行紧固。
[0009]
进一步地,所述第一装配装置还包括旋转盘、旋转联动机构、升降机构,所述旋转盘上设置有至少两个放置所述第一工件的孔位,所述旋转联动机构设置于所述升降机构上,所述高频加热机具有竖向设置的高频加热线圈,所述升降机构联动所述旋转盘的孔位套入所述高频加热线圈。
[0010]
进一步地,所述旋转机构包括旋转驱动机构、旋转板、设置于所述旋转板上的三组滑动机构,所述第一取件机构、第二取件机构、电机螺丝刀分别设置于所述三组滑动机构
上,所述旋转驱动机构联动所述旋转板从竖直面旋转至水平面。
[0011]
进一步地,所述第一取件机构包括取密封圈头、推套、推出气缸,所述推套固定设置于所述推出气缸的推杆上,所述取密封圈头设置于所述滑动机构上,所述推套套设于所述取密封圈头。
[0012]
进一步地,所述第二取件机构包括三线端取件套,所述三线端取件套设置有负压通道。
[0013]
进一步地,所述第三取件机构包括夹爪固定盘、夹爪转盘、夹爪滑块、滑块固定座、夹紧气缸、至少两个夹爪,所述夹爪向垂直设置于所述夹爪滑块下,所述夹爪滑块径向滑动设置于所述滑块固定座中,所述滑块固定座固定设置于所述夹爪固定盘下,所述夹爪滑块上设置有导柱,所述夹爪转盘设置有收缩导槽,所述导柱滑动设置于所述收缩导槽中。
[0014]
进一步地,还包括转动驱动机构,所述转动驱动机构用于联动所述夹爪转盘转动。
[0015]
进一步地,还包括设置于所述夹爪固定盘上方的压紧气缸,所述压紧气缸的活塞杆固定设置有压紧顶柱,所述夹爪固定盘、夹爪转盘均为圆环结构,所述夹爪固定盘设置有置于所述夹爪转盘内壁的转盘卡圈。
[0016]
进一步地,所述紧固机构包括夹紧气缸、压紧气缸,所述夹紧气缸的夹爪设置有夹臂,所述夹臂滑动设置于滑轨上,所述压紧气缸的活塞杆上固定设置有压板,所述压板位于所述夹臂上方。
[0017]
相应地,本发明实施例还提供了一种适用于上述涡旋压缩机自动装配生产线的装配方法,包括以下步骤:
[0018]
s1:在所述工装底板上装载第一至第八工件;
[0019]
s2:通过所述输送线将所述工装底板向前输送经过各个工位;
[0020]
s3:所述第一机械手将所述工装底板上的第一工件送至所述高频加热机加热,并取出已加热毕的所述第一工件从所述工装底板上套装第二工件,经过设定的冷却时间后,再从所述工装底板上套装第三工件并将整体的装配体留置于所述工装底板上;
[0021]
s4:所述第一取件机构、第二取件机构移动至所述工装底板上对应取出第四、第五工件,并旋转至水平方向装配于所述装配体对应的位置上,并通过所述电机螺丝刀进行紧固;
[0022]
s5:所述第三取件机构、第四取件机构、第五取件机构分别从所述工装底板上对应取出第六工件、第七工件、第八工件,所述第二机械手装载所述装配体,套装所述第六工件后送至所述压紧机构进行压紧,再使所述装配体承接第七工件、第八工件后送至所述紧固机构进行紧固。
[0023]
实施本发明实施例,具有如下有益效果:本发明实现电动汽车涡旋压缩机各零部件的工位的防漏视觉检测及进行标准化自动装配,装配节拍可高于1p/min,生产效率为人工作业的5倍以上,至少可以节省人工5人,不仅装配效率高,而且装配后产品质量标准统一化。
附图说明
[0024]
图1是本发明的整体结构示意图;
[0025]
图2是工装底板以及其上所装载的工件的结构示意图;
[0026]
图3是输送线的结构示意图;
[0027]
图4是第一装配装置部分的结构示意图;
[0028]
图5是第一装配装置中旋转联动机构的结构示意图;
[0029]
图6是第二装配装置的结构示意图;
[0030]
图7是第二装配装置的部分结构示意图;
[0031]
图8是第二装配装置的另一角度的部分结构示意图;
[0032]
图9是第三装配装置的结构示意图;
[0033]
图10是第三装配装置的第三取件机构的结构示意图;
[0034]
图11是第三装配装置的第三取件机构的结构示意图;
[0035]
图12是压紧机构、紧固机构部分的结构示意图;
[0036]
图13是紧固机构部分的结构示意图;
[0037]
图14是紧固机构部分的结构示意图。
具体实施方式
[0038]
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述。
[0039]
如图1所示,本发明实施例的一种涡旋压缩机自动装配生产线,包括输送线1、工装底板2以及工位依次设置的第一装配装置3、第二装配装置4、第三装配装置5。
[0040]
如图2,工装底板2上设置有放置第一工件21(外壳)、第二工件22(轴承)、第三工件23(定子)、第四工件24(密封圈)、第五工件25(三线端接头)、第六工件26(静盘)、第七工件27(垫片)、第八工件28(高压盖)。
[0041]
如图3,输送线1用于将工装底板2向前输送至各个加工工位,输送线1包括双层倍速链11、12,两端配合升降输送带13使得工装底板2可向前输送,并可通过两端设置的升降输送带通过下层的输送输返回原位。升降输送带使用常规机构,本实施例在此不做赘述。
[0042]
如图4,第一装配装置3包括第一机械手31、高频加热机32、旋转盘33、旋转联动机构34、升降机构35,高频加热机32具有竖向设置的高频加热线圈36,旋转盘33上设置有三个孔位,用于放置第一工件21,升降机构35可选择为气缸或丝杆副实现升降,本实施例优选为后者。
[0043]
如图5所示,旋转联动机构34包括了气缸341、齿条342、齿轮343、棘轮344、棘爪345,齿条342固定设置于气缸341的活塞杆,棘轮344固定设置于齿轮343上部,且通过转轴与旋转盘33固定连接,齿轮343与齿条342啮合,棘爪345转动设置于支撑架内的支撑板346上,其末端与棘轮344配合,支撑板346上的销轴上设置有扭簧347,用于作用于棘爪345,使得棘爪345可限制棘轮344的单向转动,气缸341通过联动齿条342、齿轮343,使得旋转盘33上的孔位所运载的第一工件切换工位,并在升降机构35的控制下,向下运动,使得孔位套入高频加热线圈36,以对第一工件进行加热,多个工位的设置,可以缓存多个第一工件。
[0044]
第一机械手31用于将工装底板上的第一工件21送至旋转盘33,并通过高频加热机加热,并从旋转盘33上取出已加热完的第一工件21,从工装底板上套装第二工件21,待一定时间的局部冷却后,使得第二工件固定于第一工件内,再运裁其装配与工装底板上的第三工件进行装配,并使其整体留置于工装底板上。
[0045]
如图6,第二装配装置4包括xy移动机构41、旋转机构42、滑动设置于旋转机构42上的第一取件机构43、第二取件机构44、电机螺丝刀45,xy移动机构41为电缸或直线电机等,本实施例中优选为电缸。
[0046]
如图7、8所示,旋转机构42包括旋转驱动机构421、旋转板422、设置于旋转板422上的三组滑动机构423,滑动机构423均包括滑轨4231、滑块4232、气缸4233,通过气缸4233驱动滑块4232在滑轨4231上滑动,使滑块4232上设置的机构向下运动取工件。第一取件机构43、第二取件机构44、电机螺丝刀45均设置于旋转板422上,并由旋转机构42联动从竖直面放置至水平面,旋转机构42优选为电机。
[0047]
第一取件机构43包括取密封圈头431、推套432、推出气缸433,推套432固定设置于推出气缸433的推杆上,取密封圈头431设置于滑动机构423的滑块,推套432套设于取密封圈头431,工装底板上设置有放置密封圈的凹位,通过取密封圈头431向下运动到该凹位中,过盈取出密封圈,待第一取件机构43旋转至水平状态并置入相应所装配的位置时,推出气缸433联动推套432沿取密封圈头431外壁滑动,将其上的密封圈推入所需装配的位置。
[0048]
第二取件机构44包括三线端取件套441,三线端取件套441设置有负压通道442,滑动机构423联动三线端取件套441向下运动,将三线端接头置入三线端取件套441中定位,并通过负压通道442吸取三线端接头,待第一取件机构43旋转至水平状态并置入相应所装配的位置时,释放至密封圈的装配位置,再通过电机螺丝刀45从工位中取出螺丝并进行紧固装配。
[0049]
如图9所示,第三装配装置5包括第二机械手51、第三取件机构52、第四取件机构53、第五取件机构54、压紧机构55、紧固机构56,第三取件机构52、第四取件机构53、第五取件机构54整体固定设置于升降板上57,机架上竖直设置有竖向导轨58,升降板上57通过丝杆传动副或气缸驱动升降,在本实施例中优选为丝杆传动副进行实施,以提高精度。第四取件机构53、第五取件机构54均为设置吸盘分别吸取工装底板上的第七工件27、第八工件28,第三取件机构52用于取出第六工件26。
[0050]
如图10、11所示,第三取件机构52包括夹爪固定盘521、夹爪转盘522、夹爪滑块523、滑块固定座524、转动驱动机构525、至少两个夹爪526,本实施例中,优选为三个夹爪526,夹爪滑块523径向滑动设置于滑块固定座524中,滑块固定座524固定设置于夹爪固定盘521下,夹爪滑块523上设置有导柱5231,夹爪转盘522设置有收缩导槽5221,收缩导槽5221沿滑动方向偏向夹爪转盘522的中心,导柱5231滑动设置于收缩导槽5221中,使得夹爪转盘在旋转时,可带动夹爪滑块523径向收缩。转动驱动机525构用于联动夹爪转盘522转动。
[0051]
夹爪526下端具有向内勾起的倒爪5261,以利于支撑所夹抱的工件。
[0052]
转动驱动机525为气缸,活塞杆上通过关节轴承5251与夹爪转盘522上的推柱5222连接,相应的的是,夹爪固定盘521上对应推柱5222设置有避空滑道。
[0053]
第三取件机构52还包括设置于夹爪固定盘521上方的压紧气缸527,压紧气缸527的活塞杆固定设置有压紧顶柱5271,压紧顶柱5271优选为一对,用于对夹爪526所抱起的工件进行限位以及水平定位。
[0054]
优选的是,夹爪固定盘521、夹爪转盘522均为圆环结构,夹爪固定盘521设置有置于夹爪转盘内环内壁下沿的转盘卡圈5211,用于使夹爪转盘522旋转平稳,也对其起到支撑
作用。转盘卡圈5211下部为支撑环。
[0055]
如图12,压紧机构55包括下压气缸551以及支撑平台552,下压气缸551的活塞杆固定设置有压盘553,用于将装载有静盘的装配体工件进行压紧装配。
[0056]
如图13、图14所示,紧固机构56包括夹紧气缸561、压紧气缸562,夹紧气缸561的夹爪设置有夹臂5611,夹臂5611滑动设置于滑轨5612上,压紧气缸562的活塞杆上固定设置有压板5621,压板5621位于夹臂上方,夹臂5611上设置有销柱用于对工件外壳上的螺钉孔进行插入定位固定,压板5621在压紧气缸562的作用下,对第八工件(高压盖)固定压紧于外壳的装配体上,以利于电动螺丝刀563进行自动装配紧固。
[0057]
优选的是,紧固机构56为双工位设置,以提高装配效率,电动螺丝刀563安装于横移电缸上,以利于横移对双工位上的装配体进行紧固。
[0058]
本发明实施例还公开了一种使用上述涡旋压缩机自动装配生产线进行装配方法,包括以下步骤:
[0059]
s1:在工装底板2上装载第一至第八工件。
[0060]
s2:通过输送线1将工装底板2向前输送经过各个工位。
[0061]
s3:第一机械手31将工装底板2上的第一工件21(外壳)送至高频加热机的旋转盘33上,通过旋转盘33的旋转切换到高频加热线圈36位置上进行下降进行加热,并从旋转盘33上取出已加热毕的第一工件21(外壳)从工装底板2上套装第二工件22(轴承),经过设定的冷却时间后,再从工装底板上套装第三工件23(定子)并将整体的装配体留置于工装底板上。
[0062]
s4:第一取件机构43、第二取件机构44移动至工装底板上并下降对应取出第四工件24(密封圈)、第五工件25(三线端接头),并旋转至水平方向并向前移动装配于装配体对应的位置上,并通过电机螺丝刀45进行紧固。
[0063]
s5:第三取件机构52、第四取件机构53、第五取件机构54分别从所述工装底板上对应取出第六工件26(静盘)、第七工件27(垫片)、第八工件28(高压盖),第二机械手51装载所述装配体,套装所第六工件后送至所述压紧机构55进行压紧,再使所述装配体承接第七工件、第八工件后送至紧固机构56进行紧固。
[0064]
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips