
 商标分类
商标分类  商标转让
商标转让 
一种行星架自动化锻造生产系统的制作方法
 2021-01-29 17:01:26|
2021-01-29 17:01:26| 254|
254| 起点商标网
起点商标网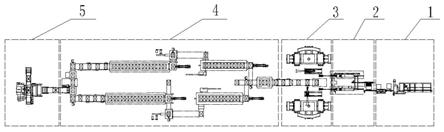
[0001]
本实用新型涉及金属压力加工技术领域,尤其涉及一种行星架自动化锻造生产系统。
背景技术:
[0002]
行星架是汽车自动变速器中的关键零部件,目前主要有以下几种加工方法:第一,棒料直接加工,此种操作棒料利用率低、加工效率低,成本高,加工时会切断金属流线,使得零件寿命较低;第二,普通锻打后机加工,利用这种方法后续加工余量大,效率低,进行整个流程的操作,至少需要六名工人才能完成;第三,分体焊接方式,即将端部和下部零件分别粗加工后进行电子束焊接,最后精加工,这种操作方法工作强度大、生产效率低下;目前,以上几种加工方法均需要人工操作完成,不仅劳动强度大,人工成本高、生产效率低,还会出现人为因素引起的产品质量问题;而且工人在工作过程中,还会面临高温、噪音、粉尘等因素的危害,对工人的身体健康产生安全隐患。
技术实现要素:
[0003]
本实用新型的目的是提供一种行星架自动化锻造生产系统,能够实现自动化操作,降低工人的使用,同时提高生产效率确保产品质量。
[0004]
本实用新型采用如下技术方案:
[0005]
一种行星架自动化锻造生产系统,包括顺序设置的,用于对棒料自动下料及在线称重的等重下料系统、对经在线称重合格的棒料进行自动加热的自动加热系统、对经自动加热后的棒料进行锻造的自动锻造系统、对经锻造后的成品锻件进行等温正火处理的自动等温正火系统,及对等经自动温正火处理后的成品锻件进行自动抛丸处理的自动抛丸清理系统。
[0006]
所述的等重下料系统包括自动上料机, 自动上料机左端连接设置有高速数控圆盘锯机,高速数控圆盘锯机左端连接设置有在线称重机;在线称重机通过传输装置与位于其左端的自动加热系统连接。
[0007]
所述的自动加热系统包括阶梯上料机,阶梯上料机前后两侧均连接设置有中频加热炉,前后两侧的中频加热炉出口处均设置有红外线测温仪;每侧中频加热炉的出口处均设置有滑道,每个滑道左端均设置有抓取位,抓取位,位于自动锻造系统处。
[0008]
所述的自动锻造系统包括前后设置的两个机器人导轨,每个机器人导轨上均设置有机器人,每个机器人导轨的外侧均设置有单工位多向锻造压机;前后两个机器人导轨之间设置有等温正火线料框,自动锻造系统通过等温正火线料框与位于左端的自动等温正火系统连接。
[0009]
所述的自动等温正火系统包括均温炉,均温炉的前后两侧均连接设置有加热炉,每侧的加热炉均与位于其左端的等温炉连接,每侧等温炉的左端均连接设置有风冷室,前后两侧的风冷室均与设置在二者之间的水冷槽连接,水冷槽通过设置在其后的翻转机构与
自动抛丸清理系统连接。
[0010]
所述的自动抛丸清理系统包括履带输送机,及设置在左端的抛丸清理机。
[0011]
与现有技术相比本实用新型的有益效果为:本实用新型是一种行星架自动化锻造生产系统,通过等重下料系统、自动加热系统、自动锻造系统、自动等温正火系统及自动抛丸清理系统的设置能够实现全流程自动化生产,降低对操作工人的使用,同时还能提高生产效率,降低生产成本,统一产品的整体质量及保证批量产品的均匀性。
[0012]
进一步地,等重下料系统、自动加热系统、自动锻造系统、自动等温正火系统及自动抛丸清理系统的进一步优化设置,提高了本实用新型生产过程的精度及全自动化程度,确保产品质量。
[0013]
进一步地,本实用新型的自动化锻造生产系统可以通过更改棒料规格参数、中频加热炉的炉膛尺寸、单工位多向锻造压机模具结构等,使本实用新型适应其他更为复杂锻件的自动化锻造生产,适用范围广,实用性强。
附图说明
[0014]
图1为本实用新型的整体平面布局图;
[0015]
图2为本实用新型的等重下料系统的结构示意图;
[0016]
图3为本实用新型的自动加热系统的结构示意图;
[0017]
图4为本实用新型的自动锻造系统的结构示意图;
[0018]
图5为本实用新型的自动等温正火系统的结构示意图;
[0019]
图6为本实用新型的自动抛丸清理系统的结构示意图。
具体实施方式
[0020]
以下结合附图和实施例对本实用新型作以详细的描述:
[0021]
如图1至图6所示一种行星架自动化锻造生产系统,包括顺序设置的,用于对棒料自动下料及在线称重的等重下料系统1、对经在线称重合格的棒料进行自动加热的自动加热系统2、对经自动加热后的棒料进行锻造的自动锻造系统3、对经锻造后的成品锻件进行等温正火处理的自动等温正火系统4,及对经自动等温正火处理后的成品锻件进行自动抛丸处理的自动抛丸清理系统5,各个系统按顺序连接后,与总线控制系统连接;通过总线控制系统将各个分系统紧密连接起来,从而实现全流程自动化、无人化生产,操作工人只需在总控室进行实时监控生产过程即可,能够降低对劳动力的使用,从而降低生产成本,同时还能提高生产效率及生产质量;此外工人通过在总控室实时监测,能够及时获取各系统运行的信息,便于随时做出相应调整,并能够在发生故障时,根据总控室监控系统上显示的相应故障信息,及时找到故障所在,提高解决问题的效率。
[0022]
等重下料系统1包括自动上料机1-1, 自动上料机1-1左端连接设置有高速数控圆盘锯机1-2,高速数控圆盘锯机1-2左端连接设置有在线称重机1-3;在线称重机1-3通过传输装置与位于其左端的自动加热系统2连接;工作时,将需要锻造的棒料,放置在自动上料机1-1的自动上料架上进行上料操作,然后在高速数控圆盘锯机1-2上设置特定的下料长度、速度等相关参数,并开机实现自动下料,下料完成后棒料进入在线称重机1-3处,进行在线称重,对指定规格的棒料进行实时在线分选,重量不合格的棒料会被自动剔除,同时重量
信息会反馈给高速数控圆盘锯机1-2,高速数控圆盘锯机1-2接收到信号后,会自动对下料长度进行调整,大大降低了废品率,保证了产品一致性;在线称重合格的棒料,通过传输装置将棒料运输至位于在线称重机1-3左端的阶梯上料机2-1处,传输装置可采用传输带进行传输。
[0023]
自动加热系统2包括阶梯上料机2-1,阶梯上料机2-1前后两侧均连接设置有中频加热炉2-2,前后两侧的中频加热炉2-2出口处均设置有红外线测温仪;每侧中频加热炉2-2的出口处均设置有滑道6,每个滑道6的左端均设置有抓取位7,抓取位7位于自动锻造系统3处;工作时,在线称重合格的棒料,经传输带传输至阶梯上料机2-1的料斗中,通过气缸和液压缸实现棒料的阶梯上料,阶梯上料完成后分别将棒料推送至前后两侧的中频加热炉2-2上设置的储料装置中,然后通过时间继电器设置加热时间,并设置棒料在中频加热炉2-2内加热温度的上限和下限,以便于进行连续自动化加热,加热完成后棒料运行至每侧中频加热炉2-2的出口处时,会被红外线测温仪进行温度识别,温度不合格的棒料被自动剔除,同时加热参数会反馈给每侧中频加热炉2-2的可编程逻辑控制器处,前后两侧的中频加热炉2-2根据反馈数据均自动调整加热参数,有效降低废品率;经红外线测温仪检测合格的棒料,经滑道6输送至位于自动锻造系统3右侧的抓取位7处。
[0024]
自动锻造系统3包括前后设置的两个机器人导轨3-1,机器人导轨3-1的设置,便于机器人3-2沿机器人导轨3-1取放棒料,提升工作效率;每个机器人导轨3-1上均设置有机器人3-2,每个机器人导轨3-1的外侧均设置有单工位多向锻造压机3-3;前后两个机器人导轨3-1之间设置有等温正火线料框3-4,自动锻造系统3通过等温正火线料框3-4与位于左端的自动等温正火系统4连接;工作时,前后两侧的机器人3-2分别沿前后两侧的机器人导轨3-1移动至抓取位7处,抓取被输送至抓取位7上的棒料,并将棒料分别放置于前后两侧单工位多向锻造压机3-3的模具中,待前后两侧的机器人3-2均从单工位多向锻造压机3-3的模具中出来后,单工位多向锻造压机3-3会接收到相关信号,然后会自动进行锻造成型操作及自动喷淋操作,待锻造完成后,前后两侧的机器人3-2将锻造完成的成品锻件取出,并有序码放在等温正火线料框3-4中,待自然冷却后通过传输带将成品锻件输送至均温炉4-1中,以此循环,实现自动锻造。
[0025]
自动等温正火系统4包括均温炉4-1,设置均温炉4-1的目的是保证成品锻件在进入加热炉4-2前温度均匀,均温炉4-1的前后两侧均连接设置有加热炉4-2,前后两侧的加热炉4-2分别与位于其左端的等温炉4-3 连接,前后两侧的等温炉4-3的左端分别连接设置有风冷室4-4,前后两侧的风冷室4-4均与设置在二者之间的水冷槽4-5连接,水冷槽4-5通过设置在其后的翻转机构与自动抛丸清理系统5连接;工作时,成品锻件经过自然冷却后通过输送带输送到均温炉4-1中,成品锻件从均温炉4-1输出后,分别依次进入前后两侧的加热炉4-2内进行加热处理,待前后两侧的加热炉4-2内的成品锻件经过加热后,分别流入对应侧的等温炉4-3内进行等温处理,等温处理完成后,成品锻件分别从前后两侧的等温炉4-3内,依次进入位于每侧等温炉4-3左端的风冷室4-4进行冷却处理,最后流入水冷槽4-5中,整个等温正火过程完成;只需要设置加热功率和节拍即可实现等温正火过程,且利用锻造余热进行正火,可省电20%左右;经水冷槽4-5水冷后的成品锻件,通过翻转机构进入自动抛丸清理系统5的履带输送机5-1上。
[0026]
自动抛丸清理系统5包括履带输送机5-1,及设置在左端的抛丸清理机5-2;处于履
带输送机5-1上的成品锻件,经输送进入抛丸清理机5-2的料斗中,根据等温正火系统设置的节拍,当进入抛丸机料斗中的锻件达到设定值时,抛丸清理机5-2自动启动,完成整个抛丸清理过程,最后清理完成的锻件输送至成品框;只需要设置好清理时间即可完成整个抛丸清理过程,操作简便、效率高。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips