
 商标分类
商标分类  商标转让
商标转让 
一种无损拆解单体电池的刀具的制作方法
 2021-01-29 16:01:42|
2021-01-29 16:01:42| 246|
246| 起点商标网
起点商标网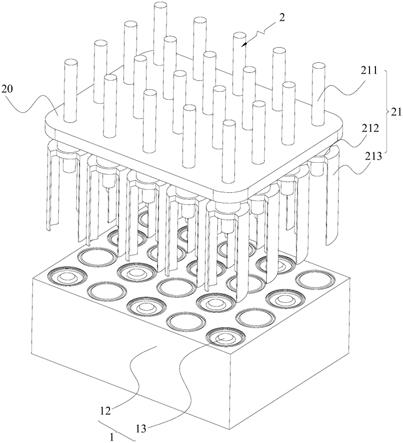
[0001]
本实用新型属于废旧电池回收技术领域,更具体地说,是涉及一种无损拆解单体电池的刀具。
背景技术:
[0002]
电动汽车的发展,使得锂离子动力电池的用量呈爆发式增长,必将带来大量退役的动力锂离子电池,但是退役后的锂离子动力电池仍然具有比较可观的实用荷电能力,对其进行梯次利用以使其设计周期得以延长。经过梯次利用后,电池不再具备实用的荷电能力,需要对其进行资源化处理,以满足环境保护、矿产资源充分利用和新能源行业可持续发展需要。经过梯次利用和资源化处理时,常常需要将单体电池从电池单元中分离出来。
[0003]
众多锂离子动力电池系统均采用了圆柱形单体电池以构建电池单元,圆柱形单体电池通常体积小、数量多,一般的拆解方式是人工直接拆解破坏单体电池的外壳,倒出电解液并进行拆解。但是人工拆解的方式良品率低、不适合对电池单元的大规模拆解。
技术实现要素:
[0004]
本实用新型实施例的目的在于提供一种无损拆解单体电池的刀具,以解决现有的拆解方式良品率低且不适合对电池单元的大规模拆解的技术问题。
[0005]
为实现上述目的,本实用新型采用的技术方案是:提供一种无损拆分单体电池的刀具,用于切割待拆解的电池单元,所述待拆解的电池单元包括固定件以及固定于所述固定件内的多个单体电池,所述无损拆解单体电池的刀具包括:
[0006]
安装板;以及
[0007]
多个刀具单元,多个所述刀具单元分别沿所述安装板的长度方向和宽度方向间隔安装,所述刀具单元的一端与驱动装置的驱动端连接,所述刀具单元的另一端用于分离所述固定件和所述单体电池;
[0008]
其中,所述刀具单元的内径大于所述单体电池的外径。
[0009]
可选地,刀具单元的外径小于或等于所述单体电池的外径与所述单体电池和所述固定件之间的间距之和。
[0010]
可选地,沿所述安装板的长度方向分布的相邻的两个所述刀具单元的轴心距为40mm-70mm;沿所述安装板的宽度方向分布的相邻的两个刀具单元之间的轴心距为40mm-70mm。
[0011]
可选地,所述刀具单元包括:
[0012]
卸载顶杆,与所述驱动装置的驱动端连接;
[0013]
连接件,与所述卸载顶杆可伸缩连接;以及
[0014]
多个刀片,自所述连接件的圆周面朝背离所述连接件的方向延伸,多个所述刀片沿所述连接件的周向间隔分布。
[0015]
可选地,所述刀片的长度大于或等于所述单体电池的长度。
[0016]
可选地,所述刀片包括:
[0017]
连接部,所述连接部与所述连接件的圆周面连接;
[0018]
切削部,自所述连接部的端部朝向所述单体电池的方向延伸,所述切削部用于分离所述固定件和所述单体电池;
[0019]
其中,相邻的两个连接部之间形成导屑槽。
[0020]
可选地,所述导屑槽为通槽或封闭槽。可选地,所述导屑槽的厚度小于或等于所述切削部的厚度。
[0021]
可选地,多个切削部的尖部均朝向同一方向偏转。
[0022]
可选地,所述刀片为直筒状结构或螺旋状结构。
[0023]
本实用新型提供的无损拆解单体电池的刀具的有益效果在于:与现有技术相比,刀具单元的内径大于单体电池的外径,使得该刀具单元沿着单体电池的外侧将固定件切除,以达到无损分离出单体电池的目的,避免无损拆解单体电池的刀具在切割过程中破坏了单体电池的外壳,解决了人工拆解的良品率低以及不适合对电池进行大规模拆解的技术问题。
附图说明
[0024]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0025]
图1为本实用新型第一种实施例提供的无损拆解单体电池的刀具和待拆解电池单元的立体结构示意图一;
[0026]
图2为本实用新型第二种实施例提供的无损拆解单体电池的刀具和待拆解电池单元的立体结构示意图二;
[0027]
图3为本实用新型第三种实施例提供的无损拆解单体电池的刀具和待拆解电池单元的立体结构示意图三;
[0028]
图4为本实用新型实施例提供的拆解后的待拆解的电池单元的立体结构示意图;
[0029]
图5为本实用新型第一种实施例所采用的连接件和刀片的立体结构示意图;
[0030]
图6为本实用新型第二种实施例所采用的连接件和刀片的立体结构示意图;
[0031]
图7为本实用新型第三种实施例所采用的连接件和刀片的立体结构示意图;
[0032]
图8为本实用新型第三种实施例所采用的连接件和刀片的立体结构示意图;
[0033]
图9为本实用新型第四种实施例所采用的连接件和刀片的立体结构示意图;
[0034]
图10为本实用新型第四种实施例提供的连接件和刀片的侧视结构示意图;
[0035]
图11为图10中沿a-a线的剖视结构示意图;
[0036]
图12为本实用新型第四种实施例提供的连接件和刀片的俯视结构示意图。
[0037]
其中,图中各附图标记:
[0038]
1-待拆解的电池单元;12-固定件;121-第一切屑;122-第二切屑;123-余留件;13-单体电池;2-无损拆解单体电池的刀具;20-安装板;21-刀具单元;211-卸载顶杆;212-连接件;213-刀片;2130-导屑槽;2131-连接部;2132-切削部;t1-切削部的厚度;l1-连接部的长
度;l2-刀片的内长;l3-连接件和刀片的长度之和;r1-连接部的内半径;r2-刀片的外半径;a1-刀片支撑缓冲部分弧长;a2-刀顶弧长;t1-切削部的厚度;t2-连接部的厚度;t3-导屑槽的厚度。
具体实施方式
[0039]
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0040]
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
[0041]
需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0042]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0043]
本实用新型还提供了一种无损拆解单体电池的刀具2,具体参见图1至图3,该无损拆解单体电池的刀具2用于切割待拆解的电池单元1,该待拆解的电池单元1包括固定件12以及固定于固定件12内的多个单体电池13。
[0044]
具体地,无损拆解单体电池的刀具2包括安装板20和多个刀具单元21。其中,多个刀具单元21分别沿安装板20的长度方向和宽度方向间隔安装,刀具单元21的一端与驱动装置的驱动端连接,刀具单元21的另一端用于分离固定件12和单体电池13。刀具单元21的内径大于单体电池13的外径。
[0045]
本实用新型提供的无损拆分单体电池13的刀具2,与现有技术相比,在进行拆解时,刀具单元21的内径大于单体电池13的外径,使得该刀具单元21沿着单体电池13的外侧将固定件12切除,以达到无损分离出单体电池13的目的,避免无损拆解单体电池13的刀具在切割过程中破坏了单体电池13的外壳,解决了人工拆解的良品率低以及不适合对电池进行大规模拆解的技术问题。
[0046]
需要说明的是,整个切削的过程将单体电池13与固定件12分离开,产生了四个部分,如图4所示,通过切削拆分出单体电池13、第一切屑121、第二切屑122以及余留件123。其中,第一切屑121根据固定件12材质的差异,可能会粘附于拆分出来的单体电池13的表面,也有可能会在拆分过程中碎裂,这部分的形态可以由切削刀具2的形式和尺寸控制。第二切屑122为被刀具单元21切削为碎屑的固定件12部分,在切削过程中,这部分是以碎屑形式排出。
[0047]
进一步地,为了保证拆解出来的单体电池13在刀具单元21中的保持时间可控,可以采用磁吸、真空吸或者机械夹持等方式防止单体电池13不受控制地从切削刀具2中松脱。
其中,磁吸、真空吸或者机械夹持可以采用现有的方式进行设置,在此不做限制。
[0048]
在本申请的一个实施例中,刀具单元21的外径小于或等于单体电池13的外径与单体电池13和固定件12之间的间距之和,避免刀具单元21过度切削固定件12,从而导致分离不彻底。
[0049]
在本申请的一个实施例中,刀片213的长度大于或等于单体电池13的长度,使得刀片213能够完全分离单体电池13,避免分离不彻底。
[0050]
在本实用新型另一个实施例中,请一并参阅图1及图2,沿安装板20的长度方向分布的相邻的两个刀具单元21之间的轴心距为40mm-70mm;沿安装板20的宽度方向分布的相邻的两个刀具单元21之间的轴心距为40mm-70mm。在此间隔内,切割单体电池13的效果较好,轴心间距太小容易切割到单体电池13的外壳,轴心间距太小使得分离出来的单体电池13所带的固定件12太多,导致分离不彻底。
[0051]
进一步,刀具单元21包括卸载顶杆211、连接件212以及多个刀片213。其中,卸载顶杆211与驱动装置的驱动端连接,连接件212与卸载顶杆211可伸缩连接,多个刀片213自连接件212的圆周面朝背离连接件212的方向延伸,多个刀片213沿连接件212的周向间隔分布。采用多个刀片213便于环形切割以分离固定件12和单体电池13。
[0052]
在本实用新型的一个实施例中,进一步参见图1及图5,刀片213包括连接部2131和切削部2132。其中,连接部2131与连接件212的圆周面连接,切削部2132自连接部2131的端部朝向单体电池13的方向延伸,切削部2132用于分离固定件12和单体电池13。相邻的两个连接部2131之间形成导屑槽2130,便于排屑。根据固定件12的不同,将导屑槽2130设置为通槽或封闭槽。封闭槽的导屑槽2130适合拆分固定件12切削粉屑密度较大,硬度较大,且需要采用气压吸持和/或卸载的场景。
[0053]
具体地,在本实施例中,导屑槽2130的厚度小于或等于切削部2132的厚度。
[0054]
进一步的,多个切削部2132的尖部均朝向同一方向偏转。具体地,多个切削部2132的尖部均朝向施力的方向延伸,从而提高了切削部2132的切削性能,使得多个切削部2132均朝同一方向向物体施加作用力,切削效果较好。
[0055]
以下基于不同的固定件12所采用刀具单元21的类型提供如下实施例:
[0056]
实施例一:
[0057]
如图1及图5所示,采用两端塑料架结合内部发泡聚氨酯固定的20s1p32700电池组,其单体电池13尺寸为直径32mm,高70mm。相邻的两个单体电池13轴心间距均40mm。选用内径33mm、壁厚1mm、内长75mm的两叶式刀具单元21,相邻的两个刀具单元之间轴心距为40mm,匹配单体电池13的排布方式,组合4*5的阵列对该电池组进行拆分,即沿安装板20的宽度方向分布有4个刀具单元21,沿安装板20的长度方向分布有5个刀具单元21,刀具单元21阵列一个工作循环可以完成全部20个单体电池13的拆分。
[0058]
实施例二:
[0059]
如图2及图6所示所示,某采用实心胶填充固定的2s12p 18650电池模块,其单体电池13尺寸为直径18mm,高65mm。单体电池13轴心间距不全相同,沿固定件12的长度方向的相邻的两个单体电池13的轴心距20mm,宽度方向的两个单体电池13的轴心距25mm。由于长度方向和宽度方向的相邻的两个单体电池13的轴心距较小,所以采用隔位同时作业。选用内径19mm、壁厚1mm、内长71mm的螺旋两叶式刀具单元21,按单体电池13的排布方式,6组刀具
单元21隔位布置,长度方向分布有三个刀具单元21,宽度方向分布有两个刀具单元21,即沿安装板20的长度方向的相邻的两个刀具单元21之间的间距40mm,宽度方向的相邻的两个刀具单元21之间的间距为50mm。作业时,需要4个工作循环完成全部24个单体电池13的拆分。由于实心胶填充的电池模块,硬度较大,若采用直叶式刀片213容易折断,故采用螺旋式两叶式刀具单元21。
[0060]
实施例三:
[0061]
如图3、图7及图8所示,某两端树脂支架固定的4s5p 32139电池模块,其单体电池13尺寸为直径32mm,高139mm。相邻的两个单体电池13轴心间距40mm。选用内径34mm、壁厚1mm的8直叶刀具2。由于其固定件12位于单体电池13的两端,中间无固定件12,并且单体电池13长度较长,刀具2内长选择25mm,并且从单体电池13两个端部同时切削。如此,1个工作循环即可完成1个电池模块全部20个单体电池13的拆分。在本实施例中,相邻的两个刀具单元21之间的间距为40mm。由于单体电池13的长度较长,若采用长度较长的刀具单元21,容易折断刀片213。
[0062]
实施例四:
[0063]
具体参见图9,拆解某采用部分填充环氧树脂固定的16s3p 26650电池组,其单体电池13尺寸为直径26mm,高65mm。相邻的两个单体电池13之间的轴心间距35mm。采用如图9所示带导屑槽2130的筒状刀具单元21,该导屑槽2130为封闭槽,该刀具单元的内直径26mm,内长70mm,外直径30mm,刀头外直径30mm,导屑槽2130处壁厚0.5mm,相邻的两个刀具单元21之间轴心距为70mm。切削粉屑从刀具2外壁导屑槽2130排出。采用负压吸持的方式固定拆分出来的单体电池13。采用正压压推的方式卸料。
[0064]
需要说明的是,对比实施例1中的刀具单元21,当相邻的两个刀具单元21之间的轴心距较大时,如相邻的两个刀具单元21之间的轴心距为80mm时,刀具单元21其他的尺寸都是相同的,且所拆解的目标电池组以及拆解的步骤都相同,但经过拆解后得到的电池单体13外壳受损,并且外壳上有明显的刀痕。
[0065]
对比实施例2中的刀具单元21,当沿安装板20的长度方向相邻的两个刀具单元21之间的间距较小时,如沿安装板20的长度方向相邻的两个刀具单元21之间的间距为20mm时,刀具单元21其他的尺寸都是相同的,且所拆解的目标电池组以及方法步骤均相同,当经过拆解后得到的单体电池13的外壳存在受损情况,且电池单体13略有膨胀。
[0066]
由此可知,相邻的两个刀具单元21之间的轴心距过大或者过小,都会对单体电池13造成一定的损伤。
[0067]
进一步地,实施例一、实施例二以及实施例三中的导屑槽2130均为通槽,实施例四中的导屑槽2130为封闭槽,即导屑槽2130的槽底是封闭的。总的来说,多个刀片213适合拆分固定件12的密度适中、硬度较大,且需要高速拆分的待拆解的电池单元1。
[0068]
具体地,两叶刀片213适合拆分固定件12的密度大、且/或不易压缩、、且/或易粘连的待拆解的电池单元1。其中,固定件12的硬度较小且/或不易粘连的固定件12,可以采用直叶刀片213,固定件12的硬度较大且/或易粘连的场景可以采用螺旋式刀片213。
[0069]
以下结合实施例四中的无损拆解单体电池的刀具2,对刀具单元21的各种尺寸进行说明。
[0070]
进一步结合图10至图12,切削部2132的厚度t1根据单体电池13的间距和固定件12
的特性确定,在单体电池13与固定件12之间的间隙较大以及固定件12的较硬时,选择切削部2132的厚度t1较大的切削部2132。
[0071]
切削部2132与切削面之间的角度根据固定件12的特性确定,较硬的固定件12选择较大的角度,粘性较大的固定件12选择较小额角度实现可靠切削,切削部2132和连接部2131采用不同材料或者相同材料进行不同的热处理。
[0072]
刀片213的内长l2稍大于单体电池13的长度加上两端固定件12的高度,以充分分离单体电池13和固定件12。l1是连接部2131的长度,在以气压方式吸持和卸载拆解后的单体电池13时需要大于预设值,以确保设定压强下实现可靠吸持。另一方面,连接部2131可以增加整个刀具单元21的整体强度。l2为刀片213的长度,l3为连接件212和刀片213的长度之和。
[0073]
连接部2131的内半径r1根据单体电池13尺寸和固定件12的特征进行确定,由于固定件12和单体电池13可能存在一定范围内的形变,一般选择略大于单体电池13的外半径。对于脆性的固定件12,连接部2131的内半径r1较小,对于粘性的固定件12,连接部2131的内半径r1较大。刀片213的外半径r2由单体电池13与固定件12之间的间距以及切削部2132的厚度确定。
[0074]
刀片213支撑缓冲部分弧长a1和刀顶弧长a2由刀片213材料强度和固定件12确定,刀片213的材质硬、固定件12较软,则a1和a2较小,反之较大。导屑槽2130厚度t3根据刀具2材料材质和切削粉屑性质确定,刀具2材质强度大、切削粉屑实则导屑槽2130的厚度t3较大,但不大于切削部2132的厚度t1,导屑槽2130的厚度可以为0,即该刀具单元21为一体式筒状结构。连接部2131的厚度t2由刀具2材质和切削粉屑的材质决定,刀具2材质硬、切削粉屑密实,则采用较小的t2。
[0075]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips