
 商标分类
商标分类  商标转让
商标转让 
一种带钢切边毛刺分步打磨装置的制作方法
 2021-01-29 16:01:44|
2021-01-29 16:01:44| 242|
242| 起点商标网
起点商标网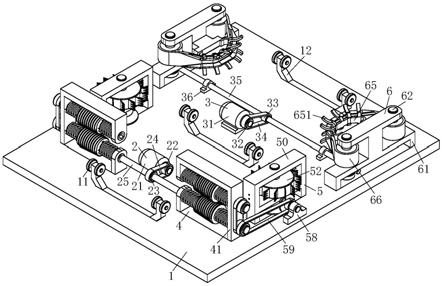
[0001]
本发明属于带钢边缘毛刺处理设备技术领域,具体的说是一种带钢切边毛刺分步打磨装置。
背景技术:
[0002]
带钢是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板;带钢又称钢带,是宽度在1300mm以内,长度根据每卷的大小略有不同;带钢一般成卷供应,具有尺寸精度高、表面质量好、便于加工、节省材料等优点。
[0003]
带钢生产过程中需要剪切,剪切之后的带钢边缘处会出现毛刺,如果不去除毛刺就进行卷料,会出现卷料不齐、产生镰刀弯的问题;现有技术中针对毛刺处理的方式有很多,人工去毛刺、研磨去毛刺、化学去毛刺等,但是大多数的去毛刺存在无法清除干净或只能够实现对较小的毛刺进行清除,进而无法达到带钢边缘毛刺清除的工艺要求,而且在清理的过程中往往会对带钢表面造成划伤,进而对带钢的质量产生影响。
技术实现要素:
[0004]
为了弥补现有技术的不足,本发明提出的一种带钢切边毛刺分步打磨装置。本发明主要用于解决现有中带钢剪切边缘毛刺清理不干净和在清理毛刺的过程中会对带钢表面造成划伤的问题。
[0005]
本发明解决其技术问题所采用的技术方案是:本发明提供了一种带钢切边毛刺分步打磨装置,包括安装板、滚轮、支撑架、一号动力机构、二号动力机构、驱赶机构、拔拽机构和打磨机构;所述安装板上对称设置所述驱赶机构、所述拔拽机构和所述打磨机构;所述安装板上按所述带钢的流动方向依次设置所述驱赶机构、所述拔拽机构和所述打磨机构;对称设置的所述驱赶机构、所述拔拽机构和所述打磨机构之间均匀间隔设置所述支撑架;所述支撑架固定连接在所述安装板上;所述支撑架两侧立板上转动连接所述滚轮;所述驱赶机构用于将所述带钢侧壁边缘处弯向所述带钢上表面或下表面的毛刺驱赶成平行于所述带钢的上表面或下表面的毛刺;所述拔拽机构用于将所述驱赶机构驱赶后的毛刺进行拔出;所述打磨机构用于对所述拔拽机构拔出毛刺后的毛刺根部进行打磨;所述安装板上设置所述一号动力机构和二号动力机构;所述一号动力机构用于驱动所述驱赶机构和所述拔拽机构;所述一号动力机构包括一号电机、一号带轮、二号带轮、一号皮带和传动轴;对称设置的所述驱赶机构之间通过所述传动轴连接;所述一号电机依次通过所述一号带轮、所述一号皮带和二号带轮带动所述传动轴转动;所述二号动力机构包括二号电机、三号带轮、四号带轮、二号皮带、蜗杆和一号支撑座;所述二号电机依次通过所述三号带轮、所述二号皮带和所述四号带轮带动所述蜗杆转动;所述蜗杆转动连接在所述一号支撑座上;所述一号支撑座固定连接在所述安装板上;所述蜗杆与所述打磨机构连接。
[0006]
工作时,同时启动一号电机和二号电机,一号电机依次通过一号带轮、一号皮带和
二号带轮带动传动轴转动,进而传动轴带动驱赶机构和拔拽机构工作,二号电机依次通过三号带轮、二号皮带和四号带轮带动蜗杆转动,进而蜗杆带动打磨机构工作,将剪切好的带钢依次穿过驱赶机构、拔拽机构和打磨机构,进而驱赶机构将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,然后拔拽机构将驱赶机构驱赶后的毛刺进行拔拽清除,随后打磨机构对拔拽机构清除毛刺后残留下来的毛刺根部进行打磨,进而实现将带钢侧壁边缘上的毛刺除去,进而避免了因边缘毛刺而在带钢收卷时造成带钢收料不齐、容易产生镰刀弯等,同时通过打磨机构对带钢边缘处进行打磨,进而清除了较小的毛刺,进而提高了带钢剪切边缘的平整程度,进而提高了带钢边缘处的质量;因为驱赶机构、拔拽机构和打磨机构为相互独立的机构,进而可以通过在安装板上增加相应的机构来增加处理后带钢的质量,进而提高打磨装置处理毛刺后的带钢边缘的质量,进而更好了避免因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题。
[0007]
优选的,所述驱赶机构包括一号安装支座、一号转动轴、五号带轮、转动辊、刷毛、平键、弹簧和三号皮带;所述一号安装支座固定连接在所述安装板上;所述一号安装支座的立板上沿竖直方向设置两个所述一号转动轴;所述一号转动轴的两端均转动连接在所述一号安装支座上;所述一号转动轴的中部套设所述转动辊;所述一号转动轴外圆柱面上对应所述转动辊的位置处对称设置键槽;所述键槽内固定连接所述平键;所述转动辊对应所述平键位置处设置滑槽;所述转动辊的两端面上均设置有所述弹簧;所述弹簧套在所述一号转动轴上;所述弹簧的一端与所述一号安装支座接触;所述弹簧的另一端与所述所述转动辊接触;所述一号转动轴的悬空端固定连接所述五号带轮;两个所述五号带轮之间通过所述三号皮带传动;所述转动辊的外圆柱面上沿螺旋方向设置所述刷毛;所述刷毛固定连接在所述转动辊上;靠近所述安装板一侧的所述一号转动轴的另一端与所述传动轴连接。
[0008]
工作时,传动轴带动靠近安装板一侧的一号转动轴转动,进而带动五号带轮转动,进而通过三号皮带带动另外一个一号转动轴转动,进而一号转动轴通过平键带动转动辊转动,进而带动转动辊上的刷毛转动,进而转动的毛刷将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,进而实现将原本弯曲的毛刺驱赶成较为笔直的毛刺;因为转动辊两侧设置有弹簧,并且转动辊可以在一号转动轴上沿轴向滑动,进而在刷毛驱动弯曲的毛刺变直时,在毛刺的阻力作用下刷毛带动转动辊挤压弹簧,进而增加了带钢边缘与转动辊上的刷毛接触的范围,进而降低了转动辊上刷毛的磨损,进而提高了驱赶机构的使用寿命;同时刷毛将弯曲的毛刺驱赶成较为笔直的毛刺时使得毛刺弯曲位置局部塑性变形量增大,发生塑性变形,进而使得毛刺弯曲位置局部硬化,进而使得毛刺容易断裂,进而为拔拽机构将毛刺去除做准备。
[0009]
优选的,所述拔拽机构包括二号安装支座、二号转动轴、转动盘、齿状拔拽片、一号锥齿轮、二号锥齿轮、六号带轮、三号转动轴、二号支撑座和四号皮带;所述二号安装支座固定连接在所述安装板上;所述二号安装支座上竖直设置所述二号转动轴;所述二号转动轴的两端转动连接在所述二号安装支座上;所述二号转动轴的中部固定连接所述转动盘;所述转动盘的侧壁上倾斜设置凹槽;所述凹槽沿圆周方向均匀间隔设置;所述凹槽内设置有所述齿状拔拽片;所述齿状拔拽片的悬空端为v型齿状结构;所述二号转动轴靠近所述安装板的一端固定连接所述一号锥齿轮;所述安装坐上固定连接所述二号支撑座;所述二号支撑座上转动连接所述三号转动轴;所述三号转动轴的悬空端固定连接所述二号锥齿轮;所
述二号锥齿轮与所述一号锥齿轮啮合传动;所述三号转动轴的中部固定连接所述六号带轮;所述六号带轮与所述五号带轮通过所述四号皮带传动。
[0010]
工作时,五号带轮通过四号皮带带动六号带轮转动,进而六号带轮带动三号转动轴转动,进而三号转动轴带动二号锥齿轮转动,进而带动一号锥齿轮转动,进而一号锥齿轮带动二号转动轴转动,进而带动转动盘转动,进而转动盘带动齿状拔拽片转动,转动的齿状拔拽片遇到毛刺时,毛刺从两齿峰间逐渐进入齿谷,进而实现将毛刺卡紧在两齿之间的齿壁上,因为旋转的齿状拔拽片具有切向力,进而使得毛刺断裂脱离带钢,进而实现进将毛刺的清除;因为齿状拔拽片插在转动盘的侧壁上的凹槽内,进而当齿状拔拽片有损坏时,只需将齿状拔拽片拔出重新插入新的,进而使得齿状拔拽片更换的操作简单便捷。
[0011]
优选的,所述打磨机构包括三号安装支座、四号转动轴、绕线轮、连接块、金属片、打磨带和蜗轮;所述三号安装支座固定连接在所述安装板上;所述三号安装支座的两端均竖直设置所述四号转动轴;所述四号转动轴的两端转动连接在所述三号安装支座上;所述四号转动轴的中部固定连接所述绕线轮;所述三号安装支座靠近所述带钢一侧固定连接所述连接块;所述连接块靠近所述带钢一侧的侧面上固定连接所述金属片;所述金属片为弧状结构;所述金属片向所述带钢一侧鼓起;所述绕线轮上缠绕打磨带;所述打磨带从所述金属片绕过;靠近所述二号安装支座一侧的四号转动轴的下端固定连接所述涡轮;所述涡轮与所述蜗杆啮合传动。
[0012]
工作时,二号电机带动蜗杆转动,进而蜗杆带动涡轮转动,进而涡轮带动靠近二号安装支座的四号转动轴转动,进而带动绕线轮转动,进而带动卷在绕线轮上的打磨带移动,又因为打磨带通过金属片与带刚侧壁的接触,进而实现了对带钢断裂后的毛刺根部进行打磨,进而使得带钢的边缘处比较光滑平整,进而避免了因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题,进而提高了带钢边缘处的质量;因为绕线轮带动打磨带持续的移动,进而实现打磨带始终以最佳的打磨状态对带钢的边缘进行打磨,进而保证了打磨带的连续打磨,进而提高了打磨的质量。
[0013]
优选的,所述金属片两侧侧壁上均匀间隔设置弧状凸缘;所述弧状凸缘向所述带钢一侧弯曲;所述弧状凸缘的悬空端向外张开。
[0014]
工作时,通过在金属片两侧的侧壁上设置弧状凸缘,且弧状凸缘向带钢一侧弯曲,进而经过金属片的打磨带被折成槽形,进而实现了将带钢的侧壁边缘包裹,进而实现更好的对带钢侧壁边缘处毛刺断裂后的残留部分进行磨平;同时弯曲的弧状凸缘有利于打磨产生的铁屑的排除,进而防止铁屑粘在打磨带上,进而保证了打磨带的打磨效果。
[0015]
优选的,所述转动辊为圆台结构;所述转动辊较大直径的端面靠近所述五号带轮一侧。
[0016]
工作时,通过将转动辊设置成圆台结构,且转动辊较大直径的端面靠近五号带轮一侧,进而使得两个转动辊之间存在夹角,进而实现转动辊离带钢上表面和下表面的距离逐渐增加,进而防止转动辊带动刷毛驱动毛刺时对带钢上表面和下表面造成划伤,进而避免影响带钢的使用。
[0017]
优选的,所述二号安装支座的立板上对应所述齿状拔拽片的位置处间隔设置有拨杆;所述拨杆拨动所述齿状拔拽片上间隔的齿峰。
[0018]
工作时,通过在二号安装支座的立板上对应齿状拔拽片的位置处间隔设置有拨
杆,并且随着转动盘的转动,进而拨杆拨动齿状拔拽片上间隔的齿峰,进而齿峰之间发生错位,进而增加了两齿峰之间齿壁之间的距离,进而使得卡在两赤壁之间毛刺脱落,进而实现齿状拔拽片能够持续的将带钢侧壁边缘上的毛刺拔拽清除,进而保证了齿状拔拽片的持续工作的能力。
[0019]
本发明的有益效果如下:
[0020]
1.本发明中同时启动一号电机和二号电机,一号电机依次通过一号带轮、一号皮带和二号带轮带动传动轴转动,进而传动轴带动驱赶机构和拔拽机构工作,二号电机依次通过三号带轮、二号皮带和四号带轮带动蜗杆转动,进而蜗杆带动打磨机构工作,将剪切好的带钢依次穿过驱赶机构、拔拽机构和打磨机构,进而驱赶机构将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,然后拔拽机构将驱赶机构驱赶后的毛刺进行拔拽清除,随后打磨机构对拔拽机构清除毛刺后残留下来的毛刺根部进行打磨,进而实现将带钢侧壁边缘上的毛刺除去,进而避免了因边缘毛刺而在带钢收卷时造成带钢收料不齐、容易产生镰刀弯等,同时通过打磨机构对带钢边缘处进行打磨,进而清除了较小的毛刺,进而提高了带钢剪切边缘的平整程度,进而提高了带钢边缘处的质量;因为驱赶机构、拔拽机构和打磨机构为相互独立的机构,进而可以通过在安装板上增加相应的机构来增加处理后带钢的质量,进而提高打磨装置处理毛刺后的带钢边缘的质量,进而更好了避免因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题。
[0021]
2.本发明中传动轴带动靠近安装板一侧的一号转动轴转动,进而带动五号带轮转动,进而通过三号皮带带动另外一个一号转动轴转动,进而一号转动轴通过平键带动转动辊转动,进而带动转动辊上的刷毛转动,进而转动的毛刷将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,进而实现将原本弯曲的毛刺驱赶成较为笔直的毛刺;因为转动辊两侧设置有弹簧,并且转动辊可以在一号转动轴上沿轴向滑动,进而在刷毛驱动弯曲的毛刺变直时,在毛刺的阻力作用下刷毛带动转动辊挤压弹簧,进而增加了带钢边缘与转动辊上的刷毛接触的范围,进而降低了转动辊上刷毛的磨损,进而提高了驱赶机构的使用寿命;同时刷毛将弯曲的毛刺驱赶成较为笔直的毛刺时使得毛刺弯曲位置局部塑性变形量增大,发生塑性变形,进而使得毛刺弯曲位置局部硬化,进而使得毛刺容易断裂,进而为拔拽机构将毛刺去除做准备。
[0022]
3.本发明中五号带轮通过四号皮带带动六号带轮转动,进而六号带轮带动三号转动轴转动,进而三号转动轴带动二号锥齿轮转动,进而带动一号锥齿轮转动,进而一号锥齿轮带动二号转动轴转动,进而带动转动盘转动,进而转动盘带动齿状拔拽片转动,转动的齿状拔拽片遇到毛刺时,毛刺从两齿峰间逐渐进入齿谷,进而实现将毛刺卡紧在两齿之间的齿壁上,因为旋转的齿状拔拽片具有切向力,进而使得毛刺断裂脱离带钢,进而实现进将毛刺的清除;因为齿状拔拽片插在转动盘的侧壁上的凹槽内,进而当齿状拔拽片有损坏时,只需将齿状拔拽片拔出重新插入新的,进而使得齿状拔拽片更换的操作简单便捷。
[0023]
4.本发明中二号电机带动蜗杆转动,进而蜗杆带动涡轮转动,进而涡轮带动靠近二号安装支座的四号转动轴转动,进而带动绕线轮转动,进而带动卷在绕线轮上的打磨带移动,又因为打磨带通过金属片与带刚侧壁的接触,进而实现了对带钢断裂后的毛刺根部进行打磨,进而使得带钢的边缘处比较光滑平整,进而避免了因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题,进而提高了带钢边缘处的质量;因为
绕线轮带动打磨带持续的移动,进而实现打磨带始终以最佳的打磨状态对带钢的边缘进行打磨,进而保证了打磨带的连续打磨,进而提高了打磨的质量。
[0024]
5.本发明中通过在金属片两侧的侧壁上设置弧状凸缘,且弧状凸缘向带钢一侧弯曲,进而经过金属片的打磨带被折成槽形,进而实现了将带钢的侧壁边缘包裹,进而实现更好的对带钢侧壁边缘处毛刺断裂后的残留部分进行磨平;同时弯曲的弧状凸缘有利于打磨产生的铁屑的排除,进而防止铁屑粘在打磨带上,进而保证了打磨带的打磨效果。
附图说明
[0025]
下面结合附图对本发明作进一步说明。
[0026]
图1是本发明中打磨装置的整体结构示意图;
[0027]
图2是本发明中打磨装置的俯视图;
[0028]
图3是本发明中打磨装置上带钢的走向图;
[0029]
图4是本发明中驱赶机构的结构示意图;
[0030]
图5是本发明中驱赶机构的内部结构示意图;
[0031]
图6是本发明中拔拽机构的结构示意图;
[0032]
图7是本发明中拔拽机构的内部结构示意图;
[0033]
图8是本发明中打磨机构的结构示意图;
[0034]
图9是本发明中拨杆与齿形拔拽片的结构示意图;
[0035]
图中:安装板1、滚轮11、支撑架12、一号动力机构2、一号电机21、一号带轮22、二号带轮23、一号皮带24、传动轴25、二号动力机构3、二号电机31、三号带轮32、四号带轮33、二号皮带34、蜗杆35、一号支撑座36、驱赶机构4、一号安装支座41、一号转动轴42、五号带轮43、转动辊44、刷毛45、平键46、弹簧47、三号皮带48、拔拽机构5、二号安装支座50、二号转动轴51、转动盘52、齿状拔拽片53、一号锥齿轮54、二号锥齿轮55、六号带轮56、三号转动轴57、二号支撑座58、四号皮带59、打磨机构6、三号安装支座61、四号转动轴62、绕线轮63、连接块64、金属片65、弧状凸缘651、打磨带66、蜗轮67、拨杆7。
具体实施方式
[0036]
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
[0037]
如图1至图3所示,一种带钢切边毛刺分步打磨装置,包括安装板1、滚轮11、支撑架12、一号动力机构2、二号动力机构3、驱赶机构4、拔拽机构5和打磨机构6;所述安装板1上对称设置所述驱赶机构4、所述拔拽机构5和所述打磨机构6;所述安装板1上按所述带钢的流动方向依次设置所述驱赶机构4、所述拔拽机构5和所述打磨机构6;对称设置的所述驱赶机构4、所述拔拽机构5和所述打磨机构6之间均匀间隔设置所述支撑架12;所述支撑架12固定连接在所述安装板1上;所述支撑架12两侧立板上转动连接所述滚轮11;所述驱赶机构4用于将所述带钢侧壁边缘处弯向所述带钢上表面或下表面的毛刺驱赶成平行于所述带钢的上表面或下表面的毛刺;所述拔拽机构5用于将所述驱赶机构4驱赶后的毛刺进行拔出;所述打磨机构6用于对所述拔拽机构5拔出毛刺后的毛刺根部进行打磨;所述安装板1上设置所述一号动力机构2和二号动力机构3;所述一号动力机构2用于驱动所述驱赶机构4和所述
拔拽机构5;所述一号动力机构2包括一号电机21、一号带轮22、二号带轮23、一号皮带24和传动轴25;对称设置的所述驱赶机构4之间通过所述传动轴25连接;所述一号电机21依次通过所述一号带轮22、所述一号皮带24和二号带轮23带动所述传动轴25转动;所述二号动力机构3包括二号电机31、三号带轮32、四号带轮33、二号皮带34、蜗杆35和一号支撑座36;所述二号电机31依次通过所述三号带轮32、所述二号皮带34和所述四号带轮33带动所述蜗杆35转动;所述蜗杆35转动连接在所述一号支撑座36上;所述一号支撑座36固定连接在所述安装板1上;所述蜗杆35与所述打磨机构6连接。
[0038]
工作时,同时启动一号电机21和二号电机31,一号电机21依次通过一号带轮22、一号皮带24和二号带轮23带动传动轴25转动,进而传动轴25带动驱赶机构4和拔拽机构5工作,二号电机31依次通过三号带轮32、二号皮带34和四号带轮33带动蜗杆35转动,进而蜗杆35带动打磨机构6工作,将剪切好的带钢依次穿过驱赶机构4、拔拽机构5和打磨机构6,进而驱赶机构4将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,然后拔拽机构5将驱赶机构4驱赶后的毛刺进行拔拽清除,随后打磨机构6对拔拽机构5清除毛刺后残留下来的毛刺根部进行打磨,进而实现将带钢侧壁边缘上的毛刺除去,进而避免了因边缘毛刺而在带钢收卷时造成带钢收料不齐、容易产生镰刀弯等,同时通过打磨机构对带钢边缘处进行打磨,进而清除了较小的毛刺,进而提高了带钢剪切边缘的平整程度,进而提高了带钢边缘处的质量;因为驱赶机构4、拔拽机构5和打磨机构6为相互独立的机构,进而可以通过在安装板1上增加相应的机构来增加处理后带钢的质量,进而提高打磨装置处理毛刺后的带钢边缘的质量,进而更好了避免因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题。
[0039]
如图1至图5所示,所述驱赶机构4包括一号安装支座41、一号转动轴42、五号带轮43、转动辊44、刷毛45、平键46、弹簧47和三号皮带48;所述一号安装支座41固定连接在所述安装板1上;所述一号安装支座41的立板上沿竖直方向设置两个所述一号转动轴42;所述一号转动轴42的两端均转动连接在所述一号安装支座41上;所述一号转动轴42的中部套设所述转动辊44;所述一号转动轴42外圆柱面上对应所述转动辊44的位置处对称设置键槽;所述键槽内固定连接所述平键46;所述转动辊44对应所述平键46位置处设置滑槽;所述转动辊44的两端面上均设置有所述弹簧47;所述弹簧47套在所述一号转动轴42上;所述弹簧47的一端与所述一号安装支座41接触;所述弹簧47的另一端与所述所述转动辊44接触;所述一号转动轴42的悬空端固定连接所述五号带轮43;两个所述五号带轮43之间通过所述三号皮带48传动;所述转动辊44的外圆柱面上沿螺旋方向设置所述刷毛45;所述刷毛45固定连接在所述转动辊44上;靠近所述安装板1一侧的所述一号转动轴42的另一端与所述传动轴25连接。
[0040]
工作时,传动轴25带动靠近安装板1一侧的一号转动轴42转动,进而带动五号带轮43转动,进而通过三号皮带48带动另外一个一号转动轴42转动,进而一号转动轴42通过平键46带动转动辊44转动,进而带动转动辊44上的刷毛45转动,进而转动的毛刷将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,进而实现将原本弯曲的毛刺驱赶成较为笔直的毛刺;因为转动辊44两侧设置有弹簧47,并且转动辊44可以在一号转动轴42上沿轴向滑动,进而在刷毛45驱动弯曲的毛刺变直时,在毛刺的阻力作用下刷毛45带动转动辊44挤压弹簧47,进而增加了带钢边缘与转动辊44上的刷毛45接触的范围,进
而降低了转动辊44上刷毛45的磨损,进而提高了驱赶机构4的使用寿命;同时刷毛45将弯曲的毛刺驱赶成较为笔直的毛刺时使得毛刺弯曲位置局部塑性变形量增大,发生塑性变形,进而使得毛刺弯曲位置局部硬化,进而使得毛刺容易断裂,进而为拔拽机构5将毛刺去除做准备。
[0041]
如图1、图2、图3、图6和图7所示,所述拔拽机构5包括二号安装支座50、二号转动轴51、转动盘52、齿状拔拽片53、一号锥齿轮54、二号锥齿轮55、六号带轮56、三号转动轴57、二号支撑座58和四号皮带59;所述二号安装支座50固定连接在所述安装板1上;所述二号安装支座50上竖直设置所述二号转动轴51;所述二号转动轴51的两端转动连接在所述二号安装支座50上;所述二号转动轴51的中部固定连接所述转动盘52;所述转动盘52的侧壁上倾斜设置凹槽;所述凹槽沿圆周方向均匀间隔设置;所述凹槽内设置有所述齿状拔拽片53;所述齿状拔拽片53的悬空端为v型齿状结构;所述二号转动轴51靠近所述安装板1的一端固定连接所述一号锥齿轮54;所述安装坐上固定连接所述二号支撑座58;所述二号支撑座58上转动连接所述三号转动轴57;所述三号转动轴57的悬空端固定连接所述二号锥齿轮55;所述二号锥齿轮55与所述一号锥齿轮54啮合传动;所述三号转动轴57的中部固定连接所述六号带轮56;所述六号带轮56与所述五号带轮43通过所述四号皮带59传动。
[0042]
工作时,五号带轮43通过四号皮带59带动六号带轮56转动,进而六号带轮56带动三号转动轴57转动,进而三号转动轴57带动二号锥齿轮55转动,进而带动一号锥齿轮54转动,进而一号锥齿轮54带动二号转动轴51转动,进而带动转动盘52转动,进而转动盘52带动齿状拔拽片53转动,转动的齿状拔拽片53遇到毛刺时,毛刺从两齿峰间逐渐进入齿谷,进而实现将毛刺卡紧在两齿之间的齿壁上,因为旋转的齿状拔拽片53具有切向力,进而使得毛刺断裂脱离带钢,进而实现进将毛刺的清除;因为齿状拔拽片53插在转动盘52的侧壁上的凹槽内,进而当齿状拔拽片53有损坏时,只需将齿状拔拽片53拔出重新插入新的,进而使得齿状拔拽片53更换的操作简单便捷。
[0043]
如图1、图2、图3和图8所示,所述打磨机构6包括三号安装支座61、四号转动轴62、绕线轮63、连接块64、金属片65、打磨带66和蜗轮67;所述三号安装支座61固定连接在所述安装板1上;所述三号安装支座61的两端均竖直设置所述四号转动轴62;所述四号转动轴62的两端转动连接在所述三号安装支座61上;所述四号转动轴62的中部固定连接所述绕线轮63;所述三号安装支座61靠近所述带钢一侧固定连接所述连接块64;所述连接块64靠近所述带钢一侧的侧面上固定连接所述金属片65;所述金属片65为弧状结构;所述金属片65向所述带钢一侧鼓起;所述绕线轮63上缠绕打磨带66;所述打磨带66从所述金属片65绕过;靠近所述二号安装支座50一侧的四号转动轴62的下端固定连接所述涡轮;所述涡轮与所述蜗杆35啮合传动。
[0044]
工作时,二号电机31带动蜗杆35转动,进而蜗杆35带动涡轮转动,进而涡轮带动靠近二号安装支座50的四号转动轴62转动,进而带动绕线轮63转动,进而带动卷在绕线轮63上的打磨带66移动,又因为打磨带66通过金属片65与带刚侧壁的接触,进而实现了对带钢断裂后的毛刺根部进行打磨,进而使得带钢的边缘处比较光滑平整,进而避免了因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题,进而提高了带钢边缘处的质量;因为绕线轮63带动打磨带66持续的移动,进而实现打磨带66始终以最佳的打磨状态对带钢的边缘进行打磨,进而保证了打磨带66的连续打磨,进而提高了打磨的质
量。
[0045]
如图8所示,所述金属片65两侧侧壁上均匀间隔设置弧状凸缘651;所述弧状凸缘651向所述带钢一侧弯曲;所述弧状凸缘651的悬空端向外张开。
[0046]
工作时,通过在金属片65两侧的侧壁上设置弧状凸缘651,且弧状凸缘651向带钢一侧弯曲,进而经过金属片65的打磨带66被折成槽形,进而实现了将带钢的侧壁边缘包裹,进而实现更好的对带钢侧壁边缘处毛刺断裂后的残留部分进行磨平;同时弯曲的弧状凸缘651有利于打磨产生的铁屑的排除,进而防止铁屑粘在打磨带66上,进而保证了打磨带66的打磨效果。
[0047]
如图5所示,所述转动辊44为圆台结构;所述转动辊44较大直径的端面靠近所述五号带轮43一侧。
[0048]
工作时,通过将转动辊44设置成圆台结构,且转动辊44较大直径的端面靠近五号带轮43一侧,进而使得两个转动辊44之间存在夹角,进而实现转动辊44离带钢上表面和下表面的距离逐渐增加,进而防止转动辊44带动刷毛45驱动毛刺时对带钢上表面和下表面造成划伤,进而避免影响带钢的使用。
[0049]
如图6和图9所示,所述二号安装支座50的立板上对应所述齿状拔拽片53的位置处间隔设置有拨杆7;所述拨杆7拨动所述齿状拔拽片53上间隔的齿峰。
[0050]
工作时,通过在二号安装支座50的立板上对应齿状拔拽片53的位置处间隔设置有拨杆7,并且随着转动盘52的转动,进而拨杆7拨动齿状拔拽片53上间隔的齿峰,进而齿峰之间发生错位,进而增加了两齿峰之间齿壁之间的距离,进而使得卡在两赤壁之间毛刺脱落,进而实现齿状拔拽片53能够持续的将带钢侧壁边缘上的毛刺拔拽清除,进而保证了齿状拔拽片53的持续工作的能力。
[0051]
工作时,同时启动一号电机21和二号电机31,一号电机21依次通过一号带轮22、一号皮带24和二号带轮23带动传动轴25转动,进而传动轴25带动驱赶机构4和拔拽机构5工作,二号电机31依次通过三号带轮32、二号皮带34和四号带轮33带动蜗杆35转动,进而蜗杆35带动打磨机构6工作,将剪切好的带钢依次穿过驱赶机构4、拔拽机构5和打磨机构6,进而驱赶机构4将带钢侧壁边缘处向带钢上表面或下表面弯曲的毛刺驱赶向带钢侧壁的外侧,然后拔拽机构5将驱赶机构4驱赶后的毛刺进行拔拽清除,随后打磨机构6对拔拽机构5清除毛刺后残留下来的毛刺根部进行打磨,进而实现将带钢侧壁边缘上的毛刺除去,进而避免了因边缘毛刺而在带钢收卷时造成带钢收料不齐、容易产生镰刀弯等,同时通过打磨机构对带钢边缘处进行打磨,进而清除了较小的毛刺,进而提高了带钢剪切边缘的平整程度,进而提高了带钢边缘处的质量;因为驱赶机构4、拔拽机构5和打磨机构6为相互独立的机构,进而可以通过在安装板1上增加相应的机构来增加处理后带钢的质量,进而提高打磨装置处理毛刺后的带钢边缘的质量,进而更好了避免因带钢边缘处平整度不高而造成的带钢收卷时收料不齐、容易产生镰刀弯等问题。
[0052]
上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips