
 商标分类
商标分类  商标转让
商标转让 
医用无针接头组装设备的制作方法
 2021-01-29 16:01:44|
2021-01-29 16:01:44| 208|
208| 起点商标网
起点商标网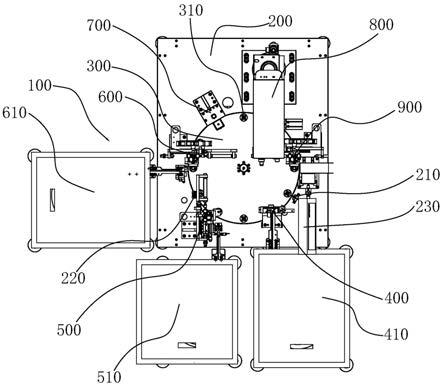
[0001]
本发明涉及医疗器械生产领域,特别涉及一种医用无针接头组装设备。
背景技术:
[0002]
相关技术中,现有的国内医用无针接头的组装只限于整体组装,工艺困难且精度较高,尤其下盖的自动化装配困难,一般采用人工手动组装的方式,这种手工的组装方式,不仅效率低下,而且由于人工装配医用无针接头难以保证品质的一致性,组装时,容易使上下盖熔接缝隙大导致医用无针接头漏液,其良品率低。
技术实现要素:
[0003]
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种医用无针接头组装设备,能够提高组装效率,并提高良品率。
[0004]
根据本发明实施例的医用无针接头组装设备,包括:工作台;转动盘,所述转动盘转动安装于所述工作台上,所述转动盘上设有若干个治具;下盖上料装置,所述下盖上料装置包括下盖送料机构、第一送料驱动装置、第一升降驱动装置、推料件以及送料件,所述送料件上开设有送料口,所述下盖送料机构用于向所述送料口中送入下盖配件,所述第一送料驱动装置与所述送料件相连,所述第一送料驱动装置用于驱动送料件移动并使所述送料口正对所述推料件,所述第一升降驱动装置与所述推料件相连,所述第一升降驱动装置用于驱动所述推料件推动下盖配件至治具上;无针阀上料装置,所述无针阀上料装置包括无针阀送料机构、第一入料槽、第一吸取部、第二吸取部、第一移料驱动组件以及第一送料驱动组件,所述第一入料槽用于接收所述无针阀送料机构送来的无针阀配件,所述第一移料驱动组件与所述第一吸取部连接,所述第一移料驱动组件用于驱动所述第一吸取部吸取所述第一入料槽中的无针阀配件,所述第一送料驱动组件与所述第二吸取部连接,所述第一送料驱动组件用于驱动所述第二吸取部吸取所述第一吸取部上的无针阀配件,并将所述无针阀配件放置于放置有所述下盖配件的所述治具内;上盖上料装置,所述上盖上料装置包括上盖送料机构、第二入料槽、第一抓取部以及第二送料驱动组件,所述第二入料槽用于接收所述上盖送料机构送来的上盖配件,所述第二送料驱动组件与所述第一抓取部连接,并用于驱动第一抓取部抓取所述上盖配件,并将所述上盖配件放置于放置有所述无针阀配件的所述治具内;压平装置,所述压平装置用于将所述治具中已组装好的下盖配件、无针阀配件以及上盖配件压紧;焊接装置,所述焊接装置用于焊接所述治具中已压紧的下盖配件、无针阀配件以及上盖配件,所述下盖上料装置、无针阀上料装置、上盖上料装置、压平装置以及焊接装置沿所述转动盘的转动方向依次设置;控制装置,所述控制装置分别与所述下盖上料装置、无针阀上料装置、上盖上料装置、压平装置以及焊接装置电连接。
[0005]
根据本发明实施例的医用无针接头组装设备,至少具有如下有益效果:转动盘转动安装于工作台上,转动盘上设有若干个治具,可以通过转动转动盘,达到循环利用治具的效果,且能够提高组装效率;下盖上料装置、无针阀上料装置、上盖上料装置、压平装置以及
焊接装置沿所述转动盘的转动方向依次设置,且均与控制装置电连接,下盖上料装置将下盖配件放置在治具上,无针阀上料装置将无针阀配件放置在治具内,上盖上料装置将上盖配件放置在治具内,治具上依次放置有下盖配件、无针阀配件以及上盖配件,完成对无针接头产品的自动组装过程,提高了组装效率;压平装置将已组装好的下盖配件、无针阀配件以及上盖配件压紧,焊接装置焊接已压紧的下盖配件、无针阀配件以及上盖配件,使下盖配件、无针阀配件以及上盖配件连接紧密,不易分开,防止医用无针接头漏液,提高良品率。
[0006]
根据本发明的一些实施例,所述下盖上料装置还包括支架、支撑板、第一滑块、第一滑轨以及第一检测装置,所述支撑板、所述第一升降驱动装置安装于所述支架上,所述支撑板上与所述推料件正对的位置开设有落料口,所述第一滑轨与第一滑块滑动连接,且所述第一滑轨设置于所述支撑板上,所述送料件与所述第一滑块相连,所述第一检测装置用于检测下盖配件是否到达所述送料口。
[0007]
根据本发明的一些实施例,所述下盖送料机构包括下盖振动盘以及第一直线送料器,所述第一直线送料器的一侧与下盖振动盘的料道口连接,另一侧与所述送料口相连通。
[0008]
根据本发明的一些实施例,所述无针阀上料装置还包括第二检测装置,所述第二检测装置用于检测无针阀配件是否到达所述第一入料槽,所述第一入料槽上还设有第一挡料部,用于阻挡所述第一入料槽中无针阀配件的入料,所述无针阀送料机构包括无针阀振动盘以及第二直线送料器,所述第二直线送料器的一侧与无针阀振动盘的料道口连接,另一侧与第一入料槽相连。
[0009]
根据本发明的一些实施例,所述上盖上料装置还包括第三检测装置,所述第三检测装置用于检测上盖配件是否到达所述第二入料槽中,所述上盖送料机构包括上盖振动盘以及第三直线送料器,所述第三直线送料器的一侧与上盖振动盘的料道口连接,另一侧与所述第二入料槽相连,所述第二入料槽还设有第二挡料部,所述第二挡料部用于阻挡所述第二入料槽中上盖配件的入料。
[0010]
根据本发明的一些实施例,所述压平装置包括第二升降驱动装置、升降滑块板、旋转机构以及第二滑轨,所述升降滑块板与第二滑轨滑动连接,所述第二升降驱动装置与所述升降滑块板连接,所述旋转机构安装在所述升降滑块板上,所述旋转机构包括电机以及旋转套筒,所述电机与所述旋转套筒连接,所述第二升降驱动装置用于驱动所述升降滑块板移动,以使所述旋转套筒压在治具中的上盖配件上。
[0011]
根据本发明的一些实施例,所述焊接装置包括超声波焊接机、焊接支撑部以及产品检测装置,所述焊接支撑部设置于所述转动盘下方,且用于支撑所述治具中下盖配件的底部,所述超声波焊接机设有焊接上模具,所述焊接上模具用于压紧并焊接所述治具中的下盖配件、无针阀配件以及上盖配件,所述产品检测装置用于检测所述焊接上模具是否正对治具。
[0012]
根据本发明的一些实施例,所述医用无针接头组装设备还设有卸料装置,所述卸料装置包括卸料顶出气缸、第二抓取部、第三送料驱动组件以及分料部,所述卸料顶出气缸安装在工作台上且设置于所述转动盘下方,用于顶出所述治具中的无针接头产品,所述第三送料驱动组件与所述第二抓取部相连,所述第三送料驱动组件用于驱动所述第二抓取部抓取无针接头产品,并移动至所述分料部进行分料。
[0013]
根据本发明的一些实施例,所述分料部还包括良品下料槽以及不良品分料部,所
述良品下料槽设置于所述不良品分料部的一侧,所述不良品分料部设有分料驱动装置、第二滑块、第三滑轨以及不良品仓,所述第二滑块滑动安装于所述第三滑轨上,所述分料驱动装置与所述第二滑块相连,所述不良品仓安装于所述第二滑块上,所述分料驱动装置用于移动所述不良品仓至所述第二抓取部下方。
[0014]
根据本发明的一些实施例,所述工作台上还设有待料检测装置以及校正装置,所述待料检测装置设置在卸料装置与下盖上料装置之间,用于检测所述治具中是否有下盖配件、无针阀配件或上盖配件未清除,所述校正装置设置在无针阀上料装置与上盖上料装置之间,用于所述治具中下盖配件与无针阀配件的连接校正。
[0015]
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
[0016]
下面结合附图和实施例对本发明做进一步的说明,其中:
[0017]
图1为本发明实施例医用无针接头组装设备的俯视图;
[0018]
图2为本发明实施例医用无针接头组装设备的整体结构示意图;
[0019]
图3为本发明实施例下盖送料机构的结构示意图;
[0020]
图4为本发明实施例无针阀送料机构的结构示意图;
[0021]
图5为本发明实施例上盖送料机构的结构示意图;
[0022]
图6为本发明实施例下盖上料装置的结构示意图;
[0023]
图7为本发明实施例无针阀上料装置的结构示意图;
[0024]
图8为本发明实施例上盖上料装置的结构示意图;
[0025]
图9为本发明实施例压平装置的结构示意图;
[0026]
图10为本发明实施例医用无针接头组装设备的局部结构示意图;
[0027]
图11为本发明实施例焊接装置的放大结构示意图;
[0028]
图12为本发明实施例卸料装置的结构示意图;
[0029]
附图标记:医用无针接头组装设备100、工作台200、待料检测装置210、校正装置220、触摸屏230、转动盘300、治具310、下盖上料装置400、下盖送料机构410、下盖振动盘411、第一直线送料器412、第一送料驱动装置420、第一升降驱动装置430、推料件440、送料件450、送料口451、第一滑块452、第一检测装置453、支撑板460、第一滑轨461、前限位板462、后限位板463、无针阀上料装置500、无针阀送料机构510、无针阀振动盘511、第二直线送料器512、第一入料槽520、第一挡料部521、第二检测装置522、第一吸取部530、第二吸取部540、第一滑台气缸550、摆动气缸560、第一送料气缸570、第一前限位缓冲器571、第一后限位缓冲器572、第二滑台气缸580、上盖上料装置600、上盖送料机构610、上盖振动盘611、第三直线送料器612、第二入料槽620、第二挡料部621、第三检测装置622、第三滑台气缸630、第一抓取部640、第一取料夹具641、第一手指气缸642、第四滑台气缸650、第二送料气缸660、第二前限位缓冲器661、第二后限位缓冲器662、压平装置700、第二升降驱动装置710、升降滑块板720、旋转机构730、电机731、旋转套筒732、第二滑轨740、下限位缓冲器750、焊接装置800、声波焊接机810、焊接上模具811、焊接支撑部820、支撑气缸821、支撑搓板822、支撑底板823、支撑柱824,产品检测装置830、卸料装置900、卸料顶出气缸910、第二
抓取部920、第二取料夹具921、第二手指气缸922、第五滑台气缸930、分料部940、分料气缸941、第二滑块942、第三滑轨943、良品下料槽944、不良品仓945、第三送料气缸950、第三前限位缓冲器951、第三后限位缓冲器952。
具体实施方式
[0030]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
[0031]
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0032]
在本发明的描述中,若干的含义是一个以上,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
[0033]
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
[0034]
本发明的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0035]
下面参考图1至图12描述根据本发明实施例的医用无针接头组装设备100。
[0036]
如图1所示,根据本发明的医用无针接头组装设备100,包括:工作台200、转动盘300、下盖上料装置400、无针阀上料装置500、上盖上料装置600、压平装置700、焊接装置800以及控制装置。
[0037]
工作台200;转动盘300,转动盘300转动安装于工作台200上,转动盘300上设有若干个治具310;下盖上料装置400,下盖上料装置400包括下盖送料机构410、第一送料驱动装置420、第一升降驱动装置430、推料件440以及送料件450,送料件450上开设有送料口451,下盖送料机构410用于向送料口451中送入下盖配件,第一送料驱动装置420与送料件450相连,第一送料驱动装置420用于驱动送料件450移动并使送料口451正对推料件440,第一升降驱动装置430与推料件440相连,第一升降驱动装置430用于驱动推料件440推动下盖配件至治具310上;无针阀上料装置500,无针阀上料装置500包括无针阀送料机构、第一入料槽520、第一吸取部530、第二吸取部540、第一移料驱动组件以及第一送料驱动组件,第一入料槽用于接收无针阀送料机构送来的无针阀配件,第一移料驱动组件与第一吸取部530连接,第一移料驱动组件用于驱动第一吸取部530吸取第一入料槽520中的无针阀配件,第一送料驱动组件与第二吸取部540连接,第一送料驱动组件用于驱动第二吸取部540吸取第一吸取
部530上的无针阀配件,并将无针阀配件放置于放置有下盖配件的治具310内;上盖上料装置600,上盖上料装置600包括上盖送料机构610、第二入料槽620、第一抓取部640以及第二送料驱动组件,第二入料槽620用于接收上盖送料机构610送来的上盖配件,第二送料驱动组件与第一抓取部640连接,并用于驱动第一抓取部640抓取上盖配件,并将上盖配件放置于放置有无针阀配件的治具310内;压平装置700,压平装置700用于将治具310中已组装好的下盖配件、无针阀配件以及上盖配件压紧;焊接装置800,焊接装置800用于焊接治具310中已压紧的下盖配件、无针阀配件以及上盖配件,下盖上料装置400、无针阀上料装置500、上盖上料装置600、压平装置700以及焊接装置800沿转动盘300的转动方向依次设置;控制装置,控制装置分别与下盖上料装置400、无针阀上料装置500、上盖上料装置600、压平装置700以及焊接装置800电连接。
[0038]
具体地,转动盘300转动安装于工作台200上,转动盘300上设有若干个治具310,可以通过转动转动盘300,达到循环利用治具310的效果,且能够提高组装效率;下盖上料装置400、无针阀上料装置500、上盖上料装置600、压平装置700以及焊接装置800沿转动盘300的转动方向依次设置,下盖上料装置400中,第一送料驱动装置420驱动送料件450把送料口451上的下盖配件移动到落料口上,第一升降驱动装置430驱动推料件440推动下盖配件至治具310上;无针阀上料装置500中,第一吸取部530吸取第一入料槽520中的无针阀配件,第一送料驱动组件驱动第二吸取部540吸取第一吸取部530上的无针阀配件,并将无针阀配件放置于放置有下盖配件的治具310内;上盖上料装置600中,第二送料驱动组件驱动第一抓取部640抓取第二入料槽620上的上盖配件,并将上盖配件放置于放置有无针阀配件的治具310内,治具310上依次放置有下盖配件、无针阀配件以及上盖配件;压平装置700将已组装好的下盖配件、无针阀配件以及上盖配件压紧,焊接装置800焊接已压紧的下盖配件、无针阀配件以及上盖配件,使下盖配件、无针阀配件以及上盖配件连接紧密,不易分开;
[0039]
参照图6,根据本发明的一些实施例,下盖上料装置400还包括支架470、支撑板460、第一滑块452、第一滑轨461以及第一检测装置453,支撑板、第一升降驱动装置430安装于支架470上,支撑板460上与推料件440正对的位置开设有落料口,第一滑轨461与第一滑块452滑动连接,且第一滑轨461设置于支撑板460上,送料件450与第一滑块452相连,第一检测装置453用于检测下盖配件是否到达送料口451。
[0040]
参照图3,根据本发明的一些实施例,下盖送料机构410包括下盖振动盘411以及第一直线送料器412,第一直线送料器412的一侧与下盖振动盘411的料道口连接,另一侧与送料口451相连通。
[0041]
具体地,第一送料驱动装置420为推料气缸,第一升降驱动装置430为第一升降气缸,第一检测装置453安装在送料件450上,支撑板460还包括前限位板462和后限位板463,且分别设置于支撑板460的两侧,前限位板462和后限位板463相互配合用于限制支撑板460的位置,操作员把下盖配件添加到下盖振动盘411上,通过下盖振动盘411振动,把下盖配件移动到下盖振动盘411的料道口,第一直线送料器412把下盖配件移动到送料口451上,当第一检测装置453检测到下盖配件到达送料口451时,推料气缸动作以推动送料件450,使送料口451上与推料件440正对,当送料件450的一侧到达后限位板463,第一升降气缸下降动作带动推料件440推动下盖配件至治具310中,第一升降气缸完成动作后自动上升复位,推料气缸复位,带动送料件450的另一侧到达前限位板462,此时送料口451正对第一直线送料器
412的另一侧。
[0042]
参照图4和图7,根据本发明的一些实施例,无针阀上料装置500还包括第二检测装置522,第二检测装置522用于检测无针阀配件是否到达第一入料槽520,第一入料槽520上还设有第一挡料部521,用于阻挡第一入料槽520中无针阀配件的入料,无针阀送料机构510包括无针阀振动盘511以及第二直线送料器512,第二直线送料器512的一侧与无针阀振动盘511的料道口连接,另一侧与第一入料槽520相连。
[0043]
具体地,第二检测装置522安装在第一入料槽520上,第一吸取部530为第一真空吸嘴,第二吸取部540为第二真空吸嘴,第一挡料部521为针形气缸,第一移料驱动组件包括第一滑台气缸550以及摆动气缸560,第一滑台气缸550用于驱动第一真空吸嘴横向移动,摆动气缸560用于驱动第一真空吸嘴转动,第一送料驱动组件包括第二滑台气缸580、第一送料气缸570、第一前限位缓冲器571以及第一后限位缓冲器572,第二滑台气缸580用于驱动第二真空吸嘴竖向移动,第一送料气缸570用于驱动第二真空吸嘴移动到与治具310对准,第一前限位缓冲器571与第一后限位缓冲器572分别设置于第二滑台气缸580的两侧,第一前限位缓冲器571与第一后限位缓冲器572相互配合用于限制第一送料气缸570驱动第二滑台气缸580移动的位置。
[0044]
可以理解的是,操作员把无针阀配件添加到无针阀振动盘511上,通过无针阀振动盘511振动,把无针阀配件移动到无针阀振动盘511的料道口,第二直线送料器512把无针阀配件移动到第一入料槽520中,当第二检测装置522检测到无针阀配件到达第一入料槽520中时,第一真空吸嘴自动开启吸真空,将无针阀配件从第一入料槽520吸取到第一真空吸嘴中,当吸真空压力到达设定值,针形气缸进行挡料动作,阻挡第一入料槽520有无针阀配件再进入,同时摆动气缸560驱动第一真空吸嘴转动,使第一真空吸嘴翻转90
°
,第一真空吸嘴的口从水平方向翻转到垂直方向,第一滑台气缸550驱动第一真空吸嘴,使第一真空吸嘴与第二真空吸嘴对准,对准后第二滑台气缸580执行下降动作,驱动第二真空吸嘴向下移动进行取料,到达下限位后第二真空吸嘴开启吸真空,同时复位第一真空吸嘴的吸真空阀,恢复到静止状态,第一真空吸嘴复位后切换到第二真空吸嘴取料开始吸真空,第二真空吸嘴的真空阀开启,当第二真空吸嘴吸真空压力值到达设定值,第二滑台气缸580自动复位进行上移,第二滑台气缸580到达上升点后第一送料气缸570动作,由第一前限位缓冲器571移到第一后限位缓冲器572,到达第一后限位缓冲器572后,第二真空吸嘴对准治具310,第二滑台气缸580下降进行送料,第二滑台气缸580到达下行程后第二真空吸嘴对准治具310真空吸嘴的真空破坏,自动切换成吹气,将无针阀配件放置于放置有下盖配件的治具310内,第二滑台气缸580与第一送料气缸570复位。
[0045]
参照图5和图8,根据本发明的一些实施例,上盖上料装置600还包括第三检测装置622,第三检测装置622用于检测上盖配件是否到达第二入料槽620中,上盖送料机610构包括上盖振动盘611以及第三直线送料器612,第三直线送料器612的一侧与上盖振动盘611的料道口连接,另一侧与第二入料槽620相连,第二入料槽620还设有第二挡料部621,第二挡料部621用于阻挡第二入料槽620中上盖配件的入料。
[0046]
具体地,第三检测装置622安装在第二入料槽620上,上盖上料装置600还包括第三滑台气缸630,第一抓取部640包括第一手指气缸642以及第一取料夹具641,第三滑台气缸630用于驱动第二入料槽620移动到与第一取料夹具641对准,第一手指气缸642用于驱动第
一取料夹具641夹取上盖配件,第二挡料部621为挡料板,第二送料驱动组件包括第四滑台气缸650、第二送料气缸660、第二前限位缓冲器661以及第二后限位缓冲器662,第四滑台气缸650用于驱动第一取料夹具641竖向移动,第二送料气缸660用于驱动第一取料夹具641移动到与治具310对准,第二前限位缓冲器661与第二后限位缓冲器662分别设置于第四滑台气缸650的两侧,第二前限位缓冲器661与第二后限位缓冲器662相互配合用于限制第二送料气缸660驱动第四滑台气缸650移动的位置。
[0047]
可以理解的是,操作员把上盖配件添加到上盖振动盘611上,通过上盖动盘611振动,把上盖配件移动到上盖振动盘611的料道口,第三直线送料器612把上盖配件移动到第二入料槽620中,当第三检测装置622检测到上盖配件到达第二入料槽620中时,第三滑台气缸630驱动第二入料槽620至与第一取料夹具641对准,对准后,挡料板遮蔽上盖送料机构610的送料通道,第四滑台气缸650驱动第一取料夹具641下降到下限位,到达下限位后第一手指气缸642驱动第一取料夹具641夹取上盖配件,第一取料夹具641夹紧上盖配件后,第一手指气缸642与第四滑台气缸650自动复位,第二送料气缸660驱动第一取料夹具641移动,使第一取料夹具641从第二前限位缓冲器661移动到第二后限位缓冲器662,到达第二后限位缓冲器662后,第一取料夹具641与治具310对准,并将上盖配件放置于放置有无针阀配件的治具310内。
[0048]
参照图9,根据本发明的一些实施例,压平装置700包括第二升降驱动装置710、升降滑块板720、旋转机构730以及第二滑轨740,升降滑块板720与第二滑轨740滑动连接,第二升降驱动装置710与升降滑块板720连接,旋转机构730安装在升降滑块板720上,旋转机构730包括电机731以及旋转套筒732,电机731与旋转套筒732连接,第二升降驱动装置710用于驱动升降滑块板720移动,以使旋转套筒732压在治具310中的上盖配件上。
[0049]
具体地,系统发出信号时,第二升降驱动装置710为第二升降气缸,压平装置700还设有下限位缓冲器750,下限位缓冲器750设置于升降滑块板720的下方,并用于限制升降滑块板720向下移动的位置,第二升降气缸驱动升降滑块板720移动,移动到下限位缓冲器750后旋转套筒732压紧上盖配件,电机731开始转动1.5s,对上盖配件与下盖配件进行磨合,1.5s结束后电机731停止转动,第二升降气缸上升复位。
[0050]
参照图10和图11,根据本发明的一些实施例,焊接装置800包括超声波焊接机810、焊接支撑部以及产品检测装置830,焊接支撑部设置于转动盘下方,且用于支撑治具310中下盖配件的底部,超声波焊接机810设有焊接上模具811,焊接上模具820用于压紧并焊接治具310中的下盖配件、无针阀配件以及上盖配件,产品检测装置830用于检测焊接上模具811是否正对治具310。
[0051]
具体地,焊接支撑部820包括支撑气缸821、支撑搓板822、支撑底板823以及支撑柱824,支撑气缸821与支撑搓板822安装在支撑底板823上,支撑气缸821与支撑搓板822连接,支撑柱824与治具310正对,支撑搓板822设有一斜面,能够将支撑柱824顶起并支撑治具310中下盖配件的底部,当产品检测装置830检测到焊接上模具811已对准治具310时,支撑气缸821驱动支撑搓板822前推,将支撑柱824顶起,对治具310中下盖配件的底部进行支撑定位,控制装置接收到支撑定位完成信号,并控制超声波焊接机810进行一次焊接动作,超声波焊接机810将焊接上模具811下降到治具310上并压紧,超声波焊接机810发出超声波能量给焊接上模具811,对下盖配件、无针阀配件以及上盖配件进行熔接,熔接结束后超声波焊接机
810自动复位上升,焊接上模具811复位到原位,到原位后支撑气缸821驱动支撑搓板822以及支撑柱824复位。
[0052]
参照图12,根据本发明的一些实施例,医用无针接头组装设备还设有卸料装置900,卸料装置900包括卸料顶出气缸910、第二抓取部920、第三送料驱动组件以及分料部940,卸料顶出气缸910安装在工作台200上且设置于转动盘下方,用于顶出治具310中的无针接头产品,第三送料驱动组件与第二抓取部920相连,第三送料驱动组件用于驱动第二抓取部920抓取无针接头产品,并移动至分料部940进行分料。
[0053]
参考图12,根据本发明的一些实施例,分料部940还包括良品下料槽944以及不良品分料部,良品下料槽944设置于不良品分料部的一侧,不良品分料部设有分料驱动装置941、第二滑块942、第三滑轨943以及不良品仓945,第二滑块942滑动安装于第三滑轨943上,分料驱动装置941与第二滑块942相连,不良品仓945安装于第二滑块942上,分料驱动装置941用于移动不良品仓945至第二抓取部920下方。
[0054]
具体地,第二抓取部920包括第二手指气缸922以及第二取料夹具921,第一手指气缸642用于驱动第一取料夹具641夹取上盖配件,第二取料夹具921用于夹取治具310上的无针接头产品,并将无针接头产品移动到良品下料槽944/不良品仓945,第三送料驱动组件包括第五滑台气缸930、第三送料气缸950、第三前限位缓冲器951以及第三后限位缓冲器952,第五滑台气缸930用于驱动第二取料夹具921竖向移动,第三送料气缸950用于驱动第二取料夹具921移动到正对良品下料槽944/不良品仓945,第三前限位缓冲器951与第三后限位缓冲器952分别设置于第五滑台气缸930的两侧,第三前限位缓冲器951与第三后限位缓冲器952相互配合用于限制第三送料气缸950驱动第五滑台气缸930移动的位置。
[0055]
控制装置包括触摸屏230和plc控制器,触摸屏230与下盖上料装置400、无针阀上料装置500、上盖上料装置600、压平装置700、焊接装置800以及卸料装置900电连接,plc控制器与触摸屏230电连接。
[0056]
可以理解的是,卸料顶出气缸910动作,将治具310中的无针接头产品顶起5mm,第五滑台气缸930驱动第二取料夹具921下降,到达下限位后,第二手指气缸922驱动第二取料夹具921夹取无针接头产品,第二取料夹具921夹紧无针接头产品后,第五滑台气缸930以及卸料顶出气缸910自动复位,第三送料气缸950驱动第二取料夹具921移动,使第二取料夹具921从第三前限位缓冲器951移动到第三后限位缓冲器952,到达第三后限位缓冲器952后,第二手指气缸922复位松开第二取料夹具921,产品掉落送出到分料部940上。
[0057]
可以理解的是,良品的判断是超声波焊接机810发出焊接良品信号,plc控制器接收并存储,并将焊接良品信号送到卸料装置900,焊接良品信号显示为良品,分料驱动装置不做动作,保持原位,产品自动掉落良品下料槽944。
[0058]
可以理解的是,分料驱动装置为分料气缸941,不良品的判断是超声波焊接机810发生故障,例如是:超声波焊接机810执行一次动作失败、执行移动作时无振荡高频产生、执行移动作时振荡高频产生时间不足,超声波焊接机810发出焊接不良信号,plc控制器接收并存储,并将焊接不良信号送到卸料装置900,焊接不良信号显示为不良品,分料气缸941驱动不良品仓945移动到第二取料夹具921下方,不良品自动掉落到不良品仓945中。
[0059]
参考图1和图11,根据本发明的一些实施例,工作台200上还设有待料检测装置210以及校正装置220,待料检测装置210设置在卸料装置900与下盖上料装置400之间,用于检
测治具310中是否有下盖配件、无针阀配件或上盖配件未清除,校正装置220设置在无针阀上料装置500与上盖上料装置600之间,用于治具310中下盖配件与无针阀配件的连接校正。
[0060]
具体地,卸料完成后,待料检测装置210检测卸料完成后治具310中是否还有未卸下的配件,防止对下次的装配过程造成影响,校正装置220将治具310中下盖配件与无针阀配件的位置进行校正,避免因放置不当造成不良品,提高良品率。
[0061]
下面参考图1和图2以一个具体的实施例详细描述根据本发明实施例的医用无针接头组装设备100。值得理解的是,下述描述仅是示例性说明,而不是对发明的具体限制。
[0062]
接通电220vac
±
5,接通压缩空气0.6~0.75mpa,确保资源正常供应,由操作员分别将下盖配件添加到下盖送料机构410,无针阀配件添加到无针阀送料机构510,上盖配件添加到上盖送料机构610,合上电源开关,触摸屏230设置相关参数,按下初始化,按下启动按钮,医用无针接头组装设备100正常开始运行,下盖上料装置400中,下盖送料机构410把下盖配件移动到送料口451,第一送料驱动装置420驱动送料件450把送料口451上的下盖配件移动到落料口上,第一升降驱动装置430驱动推料件440推动下盖配件至治具310上,无针阀上料装置500中,无针阀送料机构510把无针阀配件移动到第一入料槽520,第一吸取部530吸取第一入料槽520中的无针阀配件,第一送料驱动组件驱动第二吸取部540吸取第一吸取部530上的无针阀配件,并将无针阀配件放置于放置有下盖配件的治具310内,上盖上料装置600中,上盖送料机构610把上盖配件移动到第二入料槽620,第二送料驱动组件驱动第一吸取部530抓取第二入料槽620上的上盖配件,并将上盖配件放置于放置有无针阀配件的治具310内,治具310上依次放置有下盖配件、无针阀配件以及上盖配件;压平装置700将已组装好的下盖配件、无针阀配件以及上盖配件压紧,焊接装置800焊接已压紧的下盖配件、无针阀配件以及上盖配件,使下盖配件、无针阀配件以及上盖配件连接紧密,不易分开,通过卸料装置900中的分料部940将良品与不良品分开,无需人工检测是否为不良品,而是直接通过机器检测,能够提高整体的组装效率。
[0063]
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips