
 商标分类
商标分类  商标转让
商标转让 
一种钢管法兰焊接的限位找正工具的制作方法
 2021-01-29 16:01:30|
2021-01-29 16:01:30| 242|
242| 起点商标网
起点商标网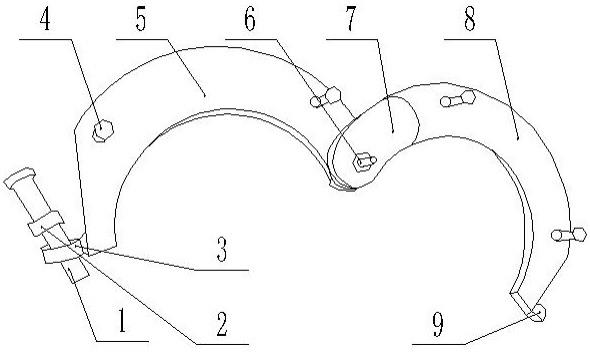
[0001]
本实用新型属于钢管法兰焊接技术领域,具体涉及一种钢管法兰焊接的限位找正工具。
背景技术:
[0002]
随着建筑业的发展,管道安装工程越来越多,按行业一般要求,法兰与钢管组对焊接时,法兰螺栓孔应对法兰中心线居中布置,并需要对法兰进行找正,长期以来,钢管在焊接法兰盘时都沿用手工点盘,凭目测直观找正的操作工艺,很难实现完全的对正,导致管路安装连接不同线,最终累计误差变大造成后续安装的各种问题,法兰找平组对工作的好坏直接影响焊接质量,安装难度变大,工作效率低且人工成本高,制约着管道施工进度。
技术实现要素:
[0003]
本实用新型克服了现有技术存在的不足,提供了一种将钢管与法兰组对焊接时辅助限位、找正的工具,避免法兰和管道焊接不平整、不对正的问题,提高焊接质量,加快生产效率。
[0004]
为了解决上述技术问题,本实用新型采用的技术方案为:一种钢管法兰焊接用限位找正工具,包括:左限位盘、右限位盘和找正螺栓,弧状的所述左限位盘和弧状的右限位盘对称设置于钢管的外侧,所述左限位盘和右限位盘形成环抱钢管的抱箍结构,所述左限位盘和右限位盘的一端铰接,所述右限位盘的另一端固定有连接螺母,所述左限位盘的另一端固定有连接孔套,所述连接螺母与所述连接孔套同轴设置,所述连接孔套上贯穿有连接螺栓,所述连接螺栓的一端与所述连接螺母螺纹连接,所述连接螺栓的另一端旋有紧固螺母;
[0005]
所述左限位盘和右限位盘形成的抱箍同一侧端面上以钢管为中心均匀固定有四个所述找正螺栓,所述找正螺栓与钢管轴心平行设置。所述左限位盘和右限位盘形成的抱箍结构与法兰平行,所述找正螺栓用于贯穿法兰上相应的通孔,将法兰定位。
[0006]
所述左限位盘和右限位盘共平面,所述左限位盘和右限位盘的铰接端设置有豆形夹紧盘和旋转轴,所述豆形夹紧盘为两个,两个所述豆形夹紧盘对称设置于所述左限位盘和右限位盘共平面的两侧,且所述豆形夹紧盘与所述左限位盘、右限位盘平行设置,所述右限位盘端部与所述豆形夹紧盘固定,所述旋转轴垂直贯穿叠合的所述左限位盘的端部及所述豆形夹紧盘,且所述旋转轴可相对所述左限位盘及所述豆形夹紧盘旋转。
[0007]
所述左限位盘和右限位盘形成的抱箍同一侧端面上以钢管为中心均匀固定有四个定位螺母,所述找正螺栓与定位螺母螺纹连接。
[0008]
所述旋转轴与所述左限位盘、所述豆形夹紧盘轴承连接。
[0009]
所述左限位盘和右限位盘的铰接端采用圆弧状结构,且所述左限位盘和右限位盘的端面相切。
[0010]
本实用新型与现有技术相比具有以下有益效果。
[0011]
一、本实用新型通过在板状的抱箍结构朝向法兰一侧的端面上连接找正螺栓,引导法兰与钢管同轴对接,避免法兰和管道焊接不平整、不对正的问题,降低劳动强度,提高焊接质量,加快生产效率。
[0012]
二、本实用新型在左限位盘和右限位盘的铰接端通过豆形夹紧盘将左限位盘和右限位盘共平面夹紧,通过旋转轴连接,确保两片限位盘开合旋转顺畅,无卡顿,旋转灵活,方便使用。
[0013]
三、本实用新型结构简单,可根据现场过小或过大尺寸自行快速加工制作,适用于各类管径钢管法兰盘组对找平。
附图说明
[0014]
下面结合附图对本实用新型做进一步的说明。
[0015]
图1为本实用新型钢管法兰焊接用限位找正工具的结构示意图。
[0016]
图2为本实用新型豆形夹紧盘的正视图。
[0017]
图3为本实用新型钢管法兰焊接用限位找正工具俯视图。
[0018]
图4为本实用新型钢管法兰焊接用限位找正工具使用状态结构示意图。
[0019]
图中:1为连接螺栓,2为紧固螺母,3为连接孔套,4为找正螺栓,5为左限位盘,6为旋转轴,7为豆形夹紧盘,8为右限位盘,9为连接螺母,10为法兰,11为钢管。
具体实施方式
[0020]
下面结合具体实施例做进一步的说明。
[0021]
一种钢管法兰焊接的限位找正工具,包括:左限位盘5、右限位盘8和找正螺栓4,弧状的所述左限位盘5和弧状的右限位盘8对称设置于钢管的外侧,所述左限位盘5和右限位盘8形成环抱钢管11的抱箍结构,所述左限位盘5和右限位盘8的一端铰接,所述右限位盘8的另一端固定有连接螺母9,所述左限位盘5的另一端固定有连接孔套3,所述连接螺母9与所述连接孔套3同轴设置,所述连接孔套3上贯穿有连接螺栓1,所述连接螺栓1的一端与所述连接螺母9螺纹连接,所述连接螺栓1的另一端旋有紧固螺母2;
[0022]
所述左限位盘5和右限位盘8形成的抱箍同一侧端面上以钢管11为中心均匀固定有四个所述找正螺栓4,所述找正螺栓4与钢管11轴心平行设置。所述左限位盘5和右限位盘8形成的抱箍结构与法兰10平行,所述找正螺栓4用于贯穿法兰10上相应的通孔,将法兰10定位。
[0023]
所述左限位盘5和右限位盘8共平面,所述左限位盘5和右限位盘8的铰接端设置有豆形夹紧盘7和旋转轴6,所述豆形夹紧盘7为两个,两个所述豆形夹紧盘7对称设置于所述左限位盘5和右限位盘8共平面的两侧,且所述豆形夹紧盘7与所述左限位盘5、右限位盘8平行设置,所述右限位盘8端部与所述豆形夹紧盘7固定,所述旋转轴6垂直贯穿叠合的所述左限位盘5的端部及所述豆形夹紧盘7,且所述旋转轴6可相对所述左限位盘5及所述豆形夹紧盘7旋转。
[0024]
所述左限位盘5和右限位盘8形成的抱箍同一侧端面上以钢管11为中心均匀固定有四个定位螺母,所述找正螺栓4与定位螺母螺纹连接。
[0025]
所述旋转轴6与所述左限位盘5、所述豆形夹紧盘7轴承连接。
[0026]
所述左限位盘5和右限位盘8的铰接端采用圆弧状结构,且所述左限位盘5和右限位盘8的端面相切。
[0027]
限位盘,即左限位盘和右限位盘,采用10mm厚的钢板切割成内径为φ200mm,宽为60mm的圆环,跨限位盘中心线均匀并对称冲4处10mm圆孔,沿中轴线切断限位盘,垂直于中轴线取同一侧两半圆环水平切割掉长190mm的弧状,留10mm宽的钢板焊接连接螺母(m12型螺栓配套)、连接孔套(m16型螺栓配套),使连接螺母、连接孔套两螺母中心在同轴。垂直于中轴线的另一侧两半圆环切面分别切割打磨成直径为φ60的圆弧,且两圆弧相切,表面光滑。
[0028]
豆形夹紧盘采用10mm厚钢板切割成2片与限位盘同心且长为150mm的扇弧,两侧切割打磨为φ60的圆弧,上下夹紧限位盘,在同一侧圆心冲10mm圆孔,通过旋转轴连接,确保两片限位盘开合旋转顺畅,无卡顿。
[0029]
连接螺栓采用m12型螺栓,穿过连接孔套,螺纹连接在连接螺母上,并旋紧紧固螺母拧紧固定,使限位盘以抱箍形式水平于法兰盘卡紧焊接钢管。
[0030]
四条找正螺栓的定位螺母焊接固定于限位盘4个10mm圆孔处,找正螺栓与定位螺母螺纹连接,焊接时注意焊口余高不可阻挡螺栓的拧进拧出。
[0031]
上述实施方式仅示例性说明本实用新型的原理及其效果,而非用于限制本实用新型。对于熟悉此技术的人皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改进。因此,凡举所述技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips