
 商标分类
商标分类  商标转让
商标转让 
一种钎焊金刚石工具的生产工艺的制作方法
 2021-01-29 16:01:53|
2021-01-29 16:01:53| 284|
284| 起点商标网
起点商标网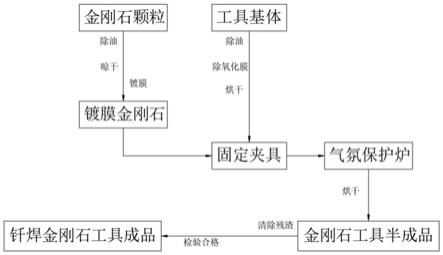
[0001]
本发明涉及金刚石工具制造技术领域,具体为一种钎焊金刚石工具的生产工艺。
背景技术:
[0002]
金刚石具有坚硬性,故制成的工具特别适合加工硬脆材料尤其非金属材料,如石材、墙地砖、玻璃、陶瓷、混凝土、耐火材料、磁性材料、半导体、宝石等;也可以用于加工有色金属、合金、木材,如铜、铝、硬质合金、淬火钢、铸铁、复合耐磨木板等。目前金刚石工具已广泛应用以建筑、建材、石油、地质、冶金、机械、电子、陶瓷、木材、汽车等工业,金刚石工具是指用金刚石的颗粒或粉末作为主要元素的一类工具产品,被广泛用于民用建筑与土木工程、石材加工业、汽车工业、交通工业、地勘与国防工业等领域和其它现代高新技术领域。
[0003]
现有的金刚石工具在钎焊前都需要清洗工具基体表面的油污,现有的方法是将多个工具基体放置超声波清洗机中进行清洗,但是工具基体之间的接触面积较大,较大的接触面容易导致接触面之间的油污无法清洗掉,这样会影响到金刚石工具在钎焊效果,进而影响到钎焊金刚石工具的使用寿命,且现有的钎焊金刚石工具在钎焊完毕后,都是在打包前才进行涂油防锈的,这导致钎焊金刚石工具在检验前有很长的一段时间处于无防护状态,而当空气湿度较大时,这种处于无防护状态的金刚石工具半成品很容易上锈,而上锈的金刚石工具半成品还需要重新返工,这样会增加生产成本。
技术实现要素:
[0004]
本发明的目的在于提供一种钎焊金刚石工具的生产工艺,以解决上述背景技术中提出的现有的钎焊金刚石工具使用寿命较短的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种钎焊金刚石工具的生产工艺,该钎焊金刚石工具的生产步骤如下:
[0006]
步骤一:清洗油污,将金刚石颗粒放入超声波清洗机中进行清洗,同时将工具基体挂在流水线上使用金属清洗剂对工具基体进行喷淋冲洗,油污清洗完毕后,再用清水分别对金刚石颗粒和工具基体进行清洗;
[0007]
步骤二:除氧化膜:清洗完毕后,将金刚石颗粒晾干,存储待用,然后将工具基体放入稀硫酸中浸泡除锈,2min后,将工具基体放入温水中浸泡,1min后取出工具基体,然后再用清水对工具基体喷淋冲洗,随后使用暖风吹干工具基体表面的水渍;
[0008]
步骤三:镀膜,将晾干的金刚石颗粒与金属粉棍合,并用nacl和bacl的混合盐覆盖在金刚石颗粒上,随后将其放入密闭容器内,并将密闭容器放入电阻炉中以900
±
100℃保温60
±
15min,随后取出密闭容器,再用热水清洗密闭容器内的混合物,可以得到镀膜金刚石,随后将镀膜金刚石烘干;
[0009]
步骤四:钎焊,用固定夹具夹紧工具基体和烘干后的镀膜金刚石,然后在工具基体和镀膜金刚石之间加入钎料,随后将固定夹具放入气氛保护炉中,在1000
±
200℃的环境中进行钎焊,钎焊完毕后可以得到金刚石工具半成品;
[0010]
步骤五:清除残渣,用毛刷刷去金刚石工具半成品表面的钎焊残渣,清除完毕后将金刚石工具半成品放入碳酸钠溶液中浸泡5~10min,随后将金刚石工具半成品取出并用清水冲洗,然后将金刚石工具半成品放入防锈液中浸泡3min,随后将金刚石工具半成品取出并烘干;
[0011]
步骤六:检验,对烘干的金刚石工具半成品的焊接部位进行检验,不合格的产品放入不合格箱,合格的则为钎焊金刚石工具成品。
[0012]
优选的,所述金属清洗剂为碱性脱脂剂,所述金属清洗剂的温度为45
±
5℃。
[0013]
优选的,所述稀硫酸的溶液浓度为10%,所述稀硫酸的溶液的温度为45
±
5℃。
[0014]
优选的,所述步骤二中温水的温度为50~60℃。
[0015]
优选的,所述步骤三中的金属粉为钛粉和铬粉中的一种或两种,所述金属粉的直径为10~30um。
[0016]
优选的,所述金刚石颗粒的直径为200~600um。
[0017]
优选的,所述步骤三中的热水的温度为70~80℃。
[0018]
优选的,所述碳酸钠溶液的浓度为15%,所述碳酸钠溶液的温度为25~40℃。
[0019]
优选的,所述防锈液为有机硅烷水溶液。
[0020]
与现有技术相比,本发明的有益效果是:
[0021]
1)使用金属清洗剂可以从多个面对工具基体在被喷淋冲洗,且喷出的金属清洗剂溶液可以带动工具基体旋转,从而便于对工具基体进行全面除油,进而避免工具基体的避免残留油渍;
[0022]
2)有机硅烷水溶液处理金刚石工具半成品后,有机硅烷水溶液中的硅烷界面层与金属表面结合紧密,腐蚀点产生的腐蚀介质被牢固地覆盖在界面层下不能移动扩散,使硅烷处理有时间进行修复再次钝化,从而达到阻止金属腐蚀的目的,且有机硅烷水溶液还具有无有害重金属离子,不含磷,工作时无需加温等优点;
[0023]
3)金属粉可以金刚石表面形成各种不同的碳化物,而产生新的化学键合,可以提高了金刚石把持力,金刚石颗粒通过金属粉与钎料、工具基体形成“化学/冶金结合”,可以增加金刚石与工具基体之间结合强度,并能抵抗对金刚石的氧化与石墨化,从而提高钎焊金刚石工具的使用寿命。
附图说明
[0024]
图1为本发明生产工艺流程图。
具体实施方式
[0025]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0026]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以
特定的方位构造和操作,因此不能理解为对本发明的限制。
[0027]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0028]
实施例1:
[0029]
请参阅图1,本发明提供一种技术方案:一种钎焊金刚石工具的生产工艺,该钎焊金刚石工具的生产步骤如下:
[0030]
步骤一:清洗油污,将金刚石颗粒放入超声波清洗机中进行清洗,同时将工具基体挂在流水线上使用金属清洗剂对工具基体进行喷淋冲洗,油污清洗完毕后,再用清水分别对金刚石颗粒和工具基体进行清洗;
[0031]
步骤二:除氧化膜:清洗完毕后,将金刚石颗粒晾干,存储待用,然后将工具基体放入稀硫酸中浸泡除锈,2min后,将工具基体放入温水中浸泡,1min后取出工具基体,然后再用清水对工具基体喷淋冲洗,随后使用暖风吹干工具基体表面的水渍;
[0032]
步骤三:镀膜,将晾干的金刚石颗粒与金属粉棍合,并用nacl和bacl的混合盐覆盖在金刚石颗粒上,随后将其放入密闭容器内,并将密闭容器放入电阻炉中以800℃保温60min,随后取出密闭容器,再用热水清洗密闭容器内的混合物,可以得到镀膜金刚石,随后将镀膜金刚石烘干;
[0033]
步骤四:钎焊,用固定夹具夹紧工具基体和烘干后的镀膜金刚石,然后在工具基体和镀膜金刚石之间加入钎料,钎料的材质为bni89p,随后将固定夹具放入气氛保护炉中,在1000℃的环境中进行钎焊,钎焊完毕后可以得到金刚石工具半成品;
[0034]
步骤五:清除残渣,用毛刷刷去金刚石工具半成品表面的钎焊残渣,清除完毕后将金刚石工具半成品放入碳酸钠溶液中浸泡5min,随后将金刚石工具半成品取出并用清水冲洗,然后将金刚石工具半成品放入防锈液中浸泡3min,随后将金刚石工具半成品取出并烘干;
[0035]
步骤六:检验,对烘干的金刚石工具半成品的焊接部位进行检验,不合格的产品放入不合格箱,合格的则为钎焊金刚石工具成品。
[0036]
金属清洗剂为碱性脱脂剂,金属清洗剂的温度为45
±
5℃。
[0037]
稀硫酸的溶液浓度为10%,稀硫酸的溶液的温度为45
±
5℃。
[0038]
步骤二中温水的温度为50~60℃。
[0039]
步骤三中的金属粉为钛粉,金属粉的直径为10~20um。
[0040]
金刚石颗粒的直径为200~400um。
[0041]
步骤三中的热水的温度为70~80℃。
[0042]
碳酸钠溶液的浓度为15%,碳酸钠溶液的温度为40℃。
[0043]
防锈液为有机硅烷水溶液。
[0044]
实施例2:
[0045]
请参阅图1,本发明提供一种技术方案:一种钎焊金刚石工具的生产工艺,该钎焊金刚石工具的生产步骤如下:
[0046]
步骤一:清洗油污,将金刚石颗粒放入超声波清洗机中进行清洗,同时将工具基体挂在流水线上使用金属清洗剂对工具基体进行喷淋冲洗,油污清洗完毕后,再用清水分别对金刚石颗粒和工具基体进行清洗;
[0047]
步骤二:除氧化膜:清洗完毕后,将金刚石颗粒晾干,存储待用,然后将工具基体放入稀硫酸中浸泡除锈,2min后,将工具基体放入温水中浸泡,1min后取出工具基体,然后再用清水对工具基体喷淋冲洗,随后使用暖风吹干工具基体表面的水渍;
[0048]
步骤三:镀膜,将晾干的金刚石颗粒与金属粉棍合,并用nacl和bacl的混合盐覆盖在金刚石颗粒上,随后将其放入密闭容器内,并将密闭容器放入电阻炉中以1000℃保温45min,随后取出密闭容器,再用热水清洗密闭容器内的混合物,可以得到镀膜金刚石,随后将镀膜金刚石烘干;
[0049]
步骤四:钎焊,用固定夹具夹紧工具基体和烘干后的镀膜金刚石,然后在工具基体和镀膜金刚石之间加入钎料,钎料的材质为bni71grsi,随后将固定夹具放入气氛保护炉中,在1200℃的环境中进行钎焊,钎焊完毕后可以得到金刚石工具半成品;
[0050]
步骤五:清除残渣,用毛刷刷去金刚石工具半成品表面的钎焊残渣,清除完毕后将金刚石工具半成品放入碳酸钠溶液中浸泡10min,随后将金刚石工具半成品取出并用清水冲洗,然后将金刚石工具半成品放入防锈液中浸泡3min,随后将金刚石工具半成品取出并烘干;
[0051]
步骤六:检验,对烘干的金刚石工具半成品的焊接部位进行检验,不合格的产品放入不合格箱,合格的则为钎焊金刚石工具成品。
[0052]
金属清洗剂为碱性脱脂剂,金属清洗剂的温度为45
±
5℃。
[0053]
稀硫酸的溶液浓度为10%,稀硫酸的溶液的温度为45
±
5℃。
[0054]
步骤二中温水的温度为50~60℃。
[0055]
步骤三中的金属粉为铬粉,金属粉的直径为20~30um。
[0056]
金刚石颗粒的直径为300~600um。
[0057]
步骤三中的热水的温度为70~80℃。
[0058]
碳酸钠溶液的浓度为15%,碳酸钠溶液的温度为25℃。
[0059]
防锈液为有机硅烷水溶液。
[0060]
实施例3:
[0061]
请参阅图1,本发明提供一种技术方案:一种钎焊金刚石工具的生产工艺,该钎焊金刚石工具的生产步骤如下:
[0062]
步骤一:清洗油污,将金刚石颗粒放入超声波清洗机中进行清洗,同时将工具基体挂在流水线上使用金属清洗剂对工具基体进行喷淋冲洗,油污清洗完毕后,再用清水分别对金刚石颗粒和工具基体进行清洗;
[0063]
步骤二:除氧化膜:清洗完毕后,将金刚石颗粒晾干,存储待用,然后将工具基体放入稀硫酸中浸泡除锈,2min后,将工具基体放入温水中浸泡,1min后取出工具基体,然后再用清水对工具基体喷淋冲洗,随后使用暖风吹干工具基体表面的水渍;
[0064]
步骤三:镀膜,将晾干的金刚石颗粒与金属粉棍合,并用nacl和bacl的混合盐覆盖在金刚石颗粒上,随后将其放入密闭容器内,并将密闭容器放入电阻炉中以900℃保温75min,随后取出密闭容器,再用热水清洗密闭容器内的混合物,可以得到镀膜金刚石,随后
将镀膜金刚石烘干;
[0065]
步骤四:钎焊,用固定夹具夹紧工具基体和烘干后的镀膜金刚石,然后在工具基体和镀膜金刚石之间加入钎料,钎料的材质为bni66mnsicu,随后将固定夹具放入气氛保护炉中,在1100℃的环境中进行钎焊,钎焊完毕后可以得到金刚石工具半成品;
[0066]
步骤五:清除残渣,用毛刷刷去金刚石工具半成品表面的钎焊残渣,清除完毕后将金刚石工具半成品放入碳酸钠溶液中浸泡7min,随后将金刚石工具半成品取出并用清水冲洗,然后将金刚石工具半成品放入防锈液中浸泡3min,随后将金刚石工具半成品取出并烘干;
[0067]
步骤六:检验,对烘干的金刚石工具半成品的焊接部位进行检验,不合格的产品放入不合格箱,合格的则为钎焊金刚石工具成品。
[0068]
金属清洗剂为碱性脱脂剂,金属清洗剂的温度为45
±
5℃。
[0069]
稀硫酸的溶液浓度为10%,稀硫酸的溶液的温度为45
±
5℃。
[0070]
步骤二中温水的温度为50~60℃。
[0071]
步骤三中的金属粉为钛粉和铬粉,金属粉的直径为10~30um。
[0072]
金刚石颗粒的直径为200~600um。
[0073]
步骤三中的热水的温度为70~80℃。
[0074]
碳酸钠溶液的浓度为15%,碳酸钠溶液的温度为32℃。
[0075]
防锈液为有机硅烷水溶液。
[0076]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0077]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips