
 商标分类
商标分类  商标转让
商标转让 
一种电磁力辅助的切削装置、切削机床及方法与流程
 2021-01-29 16:01:44|
2021-01-29 16:01:44| 286|
286| 起点商标网
起点商标网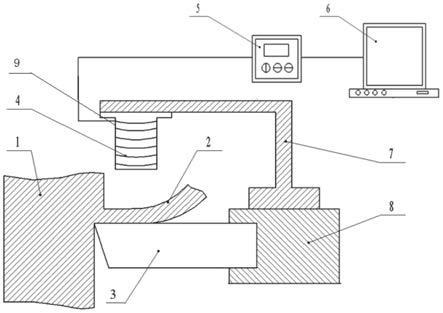
[0001]
本发明涉及机械切削加工设备技术领域,具体涉及一种电磁力辅助的切削装置、切削机床及方法。
背景技术:
[0002]
这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
[0003]
随着环境污染加剧,绿色制造已成为当前研究的热点,干切削能够有效避免切削液的使用,但干切削过程中存在刀具磨损严重、寿命低等缺点。切屑与刀具表面的接触、摩擦导致刀具磨损是刀具失效的主要形式之一。
[0004]
目前,解决刀具磨损问题的方法主要有刀具涂层、微织构刀具和自润滑刀具等。刀具涂层又分为硬涂层和软涂层两大类,其中硬涂层的目的是提高刀具的耐磨性,而软涂层是提高刀具的减摩性,两者都能达到保护刀具基体,减轻刀具磨损的效果,但是发明人发现,随着切削时间的增加,刀具表面涂层逐渐被磨损殆尽,涂层刀具寿命还需进一步提高。微织构刀具是指在刀具表面加工出凹槽、凹坑和凸包等不同形状的微小阵列结构,减小刀屑间的接触面积,从而降低切削力,但切屑与刀具表面之间仍存在剧烈的摩擦,刀具表面磨损较为严重。自润滑刀具是指刀具材料具有润滑、减磨的效果,使刀具在切削过程中具有较低的摩擦系数,从而减轻刀具的磨损,但也存在切屑与刀具表面接触、摩擦的问题,在长时间的切削过程中刀具表面也会产生较为严重的磨损。
[0005]
综上,切屑与刀具表面之间的剧烈摩擦一直是切削过程中难以解决的问题,现有的方法虽能够短时间内改善切屑与刀具表面的摩擦状态,减少两者的接触面积,但是切屑与刀具之间的长时间摩擦都会导致刀具表面的磨损,最终造成刀具失效。
技术实现要素:
[0006]
本发明的目的是为克服现有技术的不足,提供一种电磁力辅助的切削装置,能够减少切屑与刀具表面的接触,从而降低切削力和切削温度,达到减轻刀具磨损、延长刀具寿命的作用。
[0007]
为实现上述目的,本发明采用如下技术方案:
[0008]
第一方面,本发明的实施例提供了一种电磁力辅助的切削装置,包括能够做同步运动的切削刀具及电磁线圈,电磁线圈与直流电源连接,电磁线圈被配置为通入电流后,能够产生作用于切屑且使得切屑远离切削刀具的磁场力。
[0009]
结合第一方面,本发明的实施例提供了第一方面的一种可能实施方式,所述切削刀具与刀架连接,刀架与线圈支架固定连接,电磁线圈缠绕在线圈支架。
[0010]
结合第一方面,本发明的实施例提供了第一方面的一种可能实施方式,所述线圈支架包括架体,所述架体固定有轴线垂直于切屑刀具轴线的缠绕柱,电磁线圈缠绕在缠绕柱上。
[0011]
结合第一方面,本发明的实施例提供了第一方面的一种可能实施方式,所述电磁
线圈通过电流控制器与直流电源连接,电流控制器与控制系统连接。
[0012]
结合第一方面,本发明的实施例提供了第一方面的一种可能实施方式,所述电磁线圈所在圆周的直径为15mm-17mm。
[0013]
结合第一方面,本发明的实施例提供了第一方面的一种可能实施方式,所述电磁线圈的匝数为280-320。
[0014]
结合第一方面,本发明的实施例提供了第一方面的一种可能实施方式,所述切削刀具与电磁线圈的距离被配置为能够使得电磁线圈与切削刀具加工产生的切屑之间的气隙为3.5mm-4.5mm。
[0015]
第二方面,本发明的实施例提供了一种切削机床,安装有第一方面所述的电磁力辅助的切削装置,所述切削刀具与切削机床的刀具进给机构连接。
[0016]
第三方面,本发明的实施例提供了一种切削机床的工作方法:机床的主轴带动工件转动,切削刀具在机床的刀具进给机构带动下运动,对工件进行加工,对工件进行加工的同时,电磁线圈随切削刀具做同步运动,直流电源对电磁线圈通电,对加工产生的切屑产生远离切削刀具方向的作用力。
[0017]
结合第三方面,本发明的实施例提供了第三方面的一种可能实施方式,所述电磁线圈中通入电流为0-30a。
[0018]
本发明的有益效果:
[0019]
使用本发明电磁力辅助的切削装置,能够利用电磁线圈产生磁场力,使得切削刀具加工过程产生的切屑做远离刀具的运动,减少了切屑与切削刀具的接触面积,降低切削力和切削温度,达到减轻刀具磨损、延长刀具寿命的作用,而且与传统的刀具涂层、微织构刀具和自润滑刀具相比,刀具使用较长时间后,仍然能够保持较好的摩擦状态,避免了传统方法只能在短时间内改善切屑与刀具表面的摩擦状态,延长了切削刀具的使用寿命。
附图说明
[0020]
构成本申请的一部分的说明书附图用来提供对本申请的进一步理解,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的限定。
[0021]
图1为本发明实施例1整体结构示意图;
[0022]
图2为未设置电磁线圈时切削刀具加工工件示意图;
[0023]
图3为本发明实施例3电磁线圈通电后切削刀具加工工件示意图;
[0024]
其中,1.工件,2.切屑,3.切削刀具,4.电磁线圈,5.电流控制器,6.控制系统,7.架体,8.刀架,9.缠绕柱。
具体实施方式
[0025]
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本文使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
[0026]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包
括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0027]
正如背景技术所介绍的,现有的方法虽能够短时间内改善切屑与刀具表面的摩擦状态,减少两者的接触面积,但是切屑与刀具之间的长时间摩擦都会导致刀具表面的磨损,最终造成刀具失效,针对上述问题,本申请提出了一种电磁力辅助的切削装置。
[0028]
本申请的一种典型实施方式中,如图1所示,一种电磁力辅助的切削装置,包括切削刀具3及电磁线圈4,所述切削刀具采用现有的切削机床用切削刀具即可,所述切削刀具固定在刀架8上,所述刀架与线圈支架连接,所述线圈支架固定有电磁线圈,通过刀架和线圈支架实现了切削刀具与电磁线圈做同步的运动。
[0029]
所述线圈支架包括架体7,所述架体为l型结构,包括相互垂直的第一架体部和第二架体部,所述第二架体部的一端与刀架固定连接,另一端与第一架体部的一端一体式固定连接,第一架体部的另一端设置有与其垂直的缠绕柱9,所述缠绕柱的轴线与切削刀具的轴线垂直,所述缠绕柱上缠绕有电磁线圈。电磁线圈被配置为:能够产生作用于切屑且使得切屑远离切削刀具的磁场力,所述缠绕柱轴线与切削刀具的轴线垂直设置,能够使得电磁线圈产生的磁场对切屑产生垂直于切削刀具轴线且远离切削刀具的磁场力,使得切屑脱离切削刀具。
[0030]
所述电磁线圈通过电流控制器5与直流电源连接,直流电源能够产生直流电,并通入电磁线圈中,所述电流控制器与控制系统6连接,工作人员能够利用控制系统相电流控制器发送指令,利用电流控制器控制通入电磁线圈的电流大小,进而调整磁场力的大小。
[0031]
所述控制系统采用现有的控制计算机或工控机等,本领域技术人员可根据实际需要进行设置。
[0032]
本实施例中,所述电磁线圈所在圆周的直径为15mm-17mm,优选的采用16mm,所述电磁线圈的匝数为280-320,优选的为300。
[0033]
所述切削刀具与电磁线圈的距离被配置为:能够使得电磁线圈与切削刀具加工产生的切屑之间的气隙为3.5mm-4.5mm,优选的为4mm,本领域技术人员可根据刀具的尺寸及切削厚度进行设置。
[0034]
实施例2:
[0035]
本实施例公开了一种切削机床,安装有实施例1所述的电磁力辅助的切削装置,所述刀架与切削机床的刀具进给机构连接,所述机床还包括床身、动力系统、主轴等结构,均采用现有的切削机床的结构,其具体结构在此不进行详细叙述。
[0036]
实施例3:
[0037]
本实施例公开了一种切削机床的工作方法:将工件1固定在切削机床的主轴上,切削机床的主轴带动工件转动,切削机床的刀具进给机构带动切削刀具运动,对工件进行切削加工,切削刀具对工件进行加工的同时,直流电源工作,向电磁线圈内通入直流电,工作人员利用控制系统向电流控制器发送指令,利用电流控制器调节通入电磁线圈的电流大小,本实施例中,电磁线圈中通入的电流为0a-30a,本领域技术人员可根据实际需要进行设定。
[0038]
电磁线圈通入电流后,产生磁场,磁场对切削刀具加工产生的切屑2产生远离切削刀具方向的磁场力,切屑与刀具的接触面积减少,降低切削力和切削温度,达到减轻刀具磨损、延长刀具寿命的作用。
[0039]
其中磁场力的f
磁
计算方法为:
[0040][0041]
式中μ
0
为真空磁导率,n为线圈匝数,s为磁极接触面积,i为控制电流,y为气隙,通过调节电流大小可以控制磁场力的大小。
[0042]
本实施例工作方法的一个应用实例中,刀具材料为ys8(90%wc+4%tic+6%co),工件材料为45淬火钢。包括如下步骤:
[0043]
(1)工件的装夹与切削
[0044]
将工件装夹在机床主轴上,采用ys8刀具对45淬火钢工件进行切削,其中切削参数为:切削速度为120m/min,切削深度为0.2mm,进给量为0.1mm/r。
[0045]
(2)电磁力的控制
[0046]
通过计算机和相关控制软件来控制电磁线圈电流大小,从而控制电磁线圈对切屑的电磁力f
磁
。其中,电磁线圈直径为16mm,线圈匝数为300,与切屑之间的气隙为4mm,电流的输出范围为0-30a。
[0047]
(3)减少切屑与刀具表面的接触
[0048]
切削过程中切屑的受力状态以及切屑与刀具表面接触长度如图2-图3所示。未施加电磁力时切屑与刀具表面的接触长度为l1,切屑与刀具之间的作用力为f施加电磁力辅助切削时切屑与刀具接触长度l2,其中,l1>l2,切屑与刀具之间的作用力为f-f
磁
,同时减少了切削力与切削刀具、切屑之间的接触面积。
[0049]
本实施例工作方法的另一个应用实例中,所不同的是刀具材料为yt15(79%wc+15%tic+6%co),工件材料为304不锈钢,切削参数为:切削速度为160m/min,切削深度为0.1mm,进给量为0.2mm/r,可以达到相同的加工效果。
[0050]
采用本实施例的切削机床,与传统的刀具涂层、微织构刀具和自润滑刀具相比,刀具使用较长时间后,仍然能够保持较好的摩擦状态,避免了传统方法只能在短时间内改善切屑与刀具表面的摩擦状态,延长了切削刀具的使用寿命。
[0051]
上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips