
 商标分类
商标分类  商标转让
商标转让 
一种消防安全阀门的成型工艺的制作方法
 2021-01-29 16:01:52|
2021-01-29 16:01:52| 297|
297| 起点商标网
起点商标网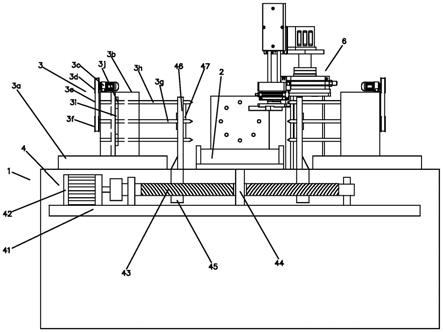
[0001]
本发明涉及安全阀门领域,尤其涉及一种消防安全阀门的成型工艺。
背景技术:
[0002]
消防安全阀门是一种安全保护用阀,它的启闭件受外力作用下处于常闭状态,当设备或管道内的介质压力升高,超过规定值时自动开启,通过向系统外排放介质来防止管道或设备内介质压力超过规定数值,阀门的生产制造工艺中,需要对阀门进液口、出液口和开关方向三个方向进行钻孔,普通的钻方式效率低。
[0003]
目前,中国专利号:cn201721317864.1公开了一种多孔组合钻床闸阀固定座,包括设置在钻床上的底板,所述底板侧壁垂直设置有支撑柱,支撑柱顶部设置有横柱,所述横柱安装有可将闸阀压紧固定的压紧装置;所述底板上方设置有固定柱,固定柱上方设置有底座,所述底座上安装有可调节的滑动装置,所述滑动装置与底座设置有固定装置,其虽然解决了不同型号的闸阀放置在同样的夹座上时,闸阀的法兰与夹座并不是紧密切合的问题,在实际使用过程中,该固定结构仅能对两向孔的阀门进行钻孔,而带有开关闭合的阀门,顶端面通过法兰连接旋转开关或其它形式的开关,需要对阀门三个方向进行钻孔,使用该装夹台,不利于同时对阀门三个方向同时钻孔,使用该装夹台两向钻孔完成后,需要重新取出,对垂直的第三个方向进行重新钻孔导致加工效率低;并且通过双向对阀门进行夹紧加工,再通过顶端的压紧装置进行压紧,但该方式进行双向压紧后,阀门第三个方向的位置往往具有一定的偏差,钻孔时需要对阀门稳定性要求高,装夹过程中夹紧力大,对阀门两个方向装夹锁紧固定,对第三个方向调整,需要对门阀进行再次装夹,导致加工时装夹过程耗费时间。
技术实现要素:
[0004]
因此,针对上述的问题,本发明提出一种消防安全阀门的成型工艺,其解决了加工效率低,加工时装夹过程耗费时间的技术问题。
[0005]
为实现上述目的,本发明采用了以下技术方案:一种消防安全阀门的成型工艺,包括以下步骤:
[0006]
第一步:制造阀门的原料进行除杂处理,去除杂质,然后加入熔炼电炉内熔融处理,形成液态金属,熔融的温度在一百五十摄氏度到二百五十摄氏度之间;
[0007]
第二步:对模具进行预加热,预加热温度为200℃~300℃,保持30~40分钟;
[0008]
第三步:采用气枪喷射压缩空气对模具型腔进行吹扫,清除模具型腔内异物;
[0009]
第四步:在模具的内腔上铺上一层脱模剂:采用气喷壶对模具型腔均匀喷涂制壳用脱模剂;
[0010]
第五步:将液体金属浇注到模具中,浇注完成后金属凝固成型,在空气中静置四十分钟冷却后,得到阀门铸锭;
[0011]
第六步:对得到阀门铸锭进行打磨,然后用丙酮对打磨后的表面进行清洗,然后自
然晾干,晾干后对得到铸锭表面进行喷砂粗化处理,喷砂后用压缩空气对得到铸锭进行喷吹处理,然后再次用丙酮清洗得到铸锭的表面,自然晾干后对得到铸锭加热至80~95℃,保温5~10min待用;
[0012]
第七步:将热处理后的零件毛坯通过钻孔装置进行钻孔,然后再铣削、打磨和抛光处理,得到零件成品。
[0013]
进一步的,所述钻孔装置包括加工机台、螺栓设于加工机台上的安装台、钻机和定位装置,所述钻机分别设于安装台横向两侧和纵向一侧,所述定位装置设于安装台和加工机台之间;所述加工机台包括固设于加工机台上的滑台、箱体、第一电机、主动转轮、传动带、从动转轮、第一钻轴、第二钻轴、主动齿轮和从动齿轮,所述第一电机设于箱体顶端面,所述主动转轮设于第一电机输出轴一端,所述主动转轮通过传动带与从动转轮连接,所述第一钻轴设于从动转轮内侧,所述第一钻轴可转动地设于箱体内,所述第二钻轴可转动地设于箱体内,所述主动齿轮设于第一钻轴外侧,所述从动齿轮设于第二钻轴外侧,所述第一钻轴外侧的主动齿轮与第二钻轴外侧的从动齿轮相啮合,位于所述安装台横向两侧的定位装置包括连接板、第二电机、丝杆、第一轴座、滑块、定位板和活动板,所述连接板螺栓设于加工机台内部,所述第二电机可拆卸地设于连接板一端,所述第二电机输出轴一端通过联轴器与丝杆连接,所述滑块螺纹设于丝杆两侧,所述丝杆两侧通过第一轴座与连接板连接,所述定位板可拆卸地设于滑块顶端面,所述活动板设于定位板上,所述丝杆两侧螺纹旋向相反,位于所述安装台横向两侧的活动板包括法兰、第一轴承、油封、第二轴承、旋转盘和固定套,所述法兰螺栓设于定位板远离安装台一侧,所述法兰一端穿过定位板,所述第一轴承设于述法兰一端,所述油封设于第一轴承外侧,所述第二轴承设于法兰靠近安装台一端,所述旋转盘设于法兰外侧,所述固定套设于法兰靠近安装台一端,所述法兰、第一轴承和第二轴承同轴设置,所述第二轴承横向长度大于定位板横向长度,所述第一轴承与旋转盘之间设有隔片,所述隔片设于第一轴承外侧。
[0014]
进一步的,所述第一钻轴和第二钻轴为圆周分布,所述旋转盘直径尺寸大于第二轴承的直径尺寸,所述旋转盘直径尺寸小于第一钻轴之间间隔尺寸。
[0015]
进一步的,所述加工机台纵向一端设有安装夹具,所述安装夹具包括可拆卸地设于加工机台一端的驱动机构、第一安装板、安装块、第一转杆、第一连杆、第二转杆、铰块、第二连杆、夹块和驱动缸,所述第一安装板通过螺栓设于驱动机构一端,所述安装块设于第一安装板顶端面,所述安装块两侧均设有两个铰部,两个所述铰部之间夹角角度为度,所述第一转杆铰接设于安装块两侧的铰部,所述第一连杆铰接设于第一转杆顶部,所述第二转杆铰接设于第一连杆一侧,所述铰块铰接设于第一连杆另一侧,所述第二连杆与第二转杆和铰块进行铰接,所述夹块可拆卸地设于第二转杆顶部,所述驱动缸可拆卸地设于第一安装板顶部,所述驱动缸顶端与铰块固定连接。
[0016]
进一步的,所述夹块前后平行,所述夹块上设有大于一的正整数个锯齿。
[0017]
进一步的,所述驱动机构包括第二安装板、第二轴座、连接轴、连接框、旋转轮、转块和第三电机,所述第二安装板通过螺栓设于加工机台一端,所述第二轴座可拆卸地设于第二安装板上下两端,所述连接轴两侧穿过第二轴座,所述连接轴与第二轴座同轴设置,所述连接轴中部固设有连接框,所述连接框纵向两端平行,且连接框横向两侧为圆弧面,所述连接框与第二安装板间隔设置,所述旋转轮与可转动地设于第二安装板上靠近连接轴一端
面,所述转块固设于旋转轮上靠近边缘处,所述转块位于连接框之间,所述第三电机设于加工机台内,且第三电机穿过加工机台与旋转轮传动连接。
[0018]
进一步的,所述加工机台后端设有压紧装置,所述压紧装置包括固定柱、第一旋转气缸、连接法兰、支撑杆、直线气缸、第二旋转气缸和按压机构,所述第一旋转气缸固设于固定柱顶端,所述连接法兰通过螺栓设于第一旋转气缸顶端,所述支撑杆通过螺栓设于连接法兰顶端,所述直线气缸可拆卸地设于支撑杆远离连接法兰一端,所述第二旋转气缸设于直线气缸底部,所述按压机构设于第二旋转气缸底端面。
[0019]
进一步的,所述按压机构包括设于第二旋转气缸底端面的连接凹板、导向块和压杆,所述导向块形状为“t”字形,所述导向块可拆卸地设于连接凹板底端面,所述压杆螺纹连接设于导向块上,所述压杆设有三个。
[0020]
通过采用前述技术方案,本发明的有益效果是:
[0021]
1、本消防安全阀门的成型工艺,该成型工艺简单,阀门强度高,长期使用不易断裂,加工时间短,阀门精度高,大规模批量生产时产量高。
[0022]
2、钻孔装置的设置,其中钻机上的滑台带动顶端的箱体向安装台上的消防安全阀门移动,第一电机运行后带动第一钻轴和第二钻轴高速旋转,第一钻轴和第二钻轴移动到安装台上的消防安全阀门位置进行钻孔,由于钻机设有三个,可同时对消防安全阀门垂直于两侧方向阀盖位置进行钻孔,可一次完成三个方向的钻孔,加工效率高;定位装置的设置,其中第二电动驱动丝杆旋转,丝杆旋转带动丝杆上的滑块向中间移动,滑块带动顶端的定位板移动,定位板上的活动板贴合安装台上消防安全阀门横向两侧,旋转盘外侧与安装台上消防安全阀门两侧内部贴合压紧,由于旋转盘内部第二轴承与法兰活动连接,消防安全阀门横向y轴可自由旋转,通过定位板对消防安全阀门横向自由度进行限制,再通过外部压紧装置,对消防安全阀门垂直于两侧方向阀盖位置进行压紧,消防安全阀门移动与底部的安装台固定贴合,对消防安全阀门横向y轴自由度进行限制,通过先对消防安全阀门横向装夹定位,再通过活动板和外部压紧装置对消防安全阀门垂直于两侧方向阀盖位置固定装夹,可提升安装精度,横向两端装夹完成后可对垂直于两侧方向阀盖位置进行调整,避免了单次完成装夹后,需要对第三个方向进行调整时,重新装夹耗费时间的问题,同时加工后的阀门公差小,加工精度高;隔片将第一轴承和第二轴承分隔开,第一轴承位于定位板内,利于对法兰进行辅助支撑,减缓法兰老化速度。
[0023]
3、旋转盘直径大于第二轴承直径时,利于旋转盘套设于与第二轴承上,旋转盘直径尺寸小于第一钻轴之间间隔尺寸时,避免钻孔时,第一钻轴接触旋转盘。
[0024]
4、安装夹具的设置,其中驱动缸带动铰块向下移动,安装块两侧的第一转杆向外侧摆动,第一转杆通过第一连杆和第二连杆带动第二转杆向内摆动,带动第二转杆顶端的夹块向内摆动,夹块对消防安全阀门垂直于两侧方向阀盖位置进行装夹夹紧,可实现对消防安全阀门垂直第三方向部位进行快速夹紧,并且安装块一侧安装有两个第一转杆,由于第二转杆顶端前后为40度夹角,同时为间隔设置,第二转杆顶端的夹块呈前后间隔对消防安全阀门进行夹紧,该前后两组夹块对消防安全阀门夹紧精度高,同时夹块磨损损坏后,利于夹块后期进行更换。
[0025]
5、夹块前后平行的设置,平行的夹块利于对阀门进行装夹,夹块上的锯齿,使夹块与阀门部分面接触,提升了对阀门的夹紧力。
[0026]
6、驱动机构的设置,其中第三电机带动旋转轮周转,旋转轮上的转块沿旋转轮外圆周转一圈,由于连接框上下两个连接轴位于第二安装板上的第二轴承座内上下滑动,旋转轮旋转带动外侧连接框上下移动,连接框上升带动一侧的第一安装板上升,使安装夹具上升,此时夹块对阀门进行局部装夹,旋转轮开始旋转到中部位置前段速度快,中段速度将带动夹块缓慢向下移动,夹块缓慢带动阀门向下移动,减少阀门和安装夹具向下移动时惯性力,增加其稳定性能,后端速度将带动夹块快速向下移动,夹块对阀门进行快速夹紧,通过该机构使加工机台抖动小,提升加工时的平稳性能。
[0027]
7、压紧装置的设置,其中第一旋转气缸通气后旋转带动顶端的连接法兰旋转,连接法兰旋转带动顶端的额支撑杆旋转,支撑杆旋转后一端的直线气缸将位于安装台上的消防安全阀门上,直线气缸底端的第二旋转气缸将旋转将按压机构旋转与安装台上消防安全阀门贴合,直线气缸通气后带动按压机构向下移动,对安装台上消防安全阀门进行压紧,由于旋转盘内部第二轴承与法兰活动连接,消防安全阀门横向y轴可自由旋转,按压机构对消防安全阀门垂直于两侧方向阀盖位置、消防安全阀门进液口和出液口部分进行进一步按压,提升加工时的稳定性。
[0028]
8、按压机构的设置,其中导向块通过螺栓锁紧固定在连接凹板内,由于导向块“t”字形,第二旋转气缸带动导向块旋转,使导向块内的压杆与消防安全阀门上的垂直于两侧方向阀盖位置、消防安全阀门进液口和出液口部分对应,该三点按压可防止阀门在钻孔过程中抖动偏移,同时由于调节压杆与导向块螺纹连接,可通过旋转压杆对压杆按压长度进行调节,可兼容不容尺寸的消防安全阀门。
附图说明
[0029]
图1是本发明钻孔装置的结构正视示意图;
[0030]
图2是本发明钻孔装置的结构局部俯视示意图;
[0031]
图3是本发明活动板的结构爆炸状态示意图;
[0032]
图4是本发明的活动板与定位板局部使用状态结构示意图;
[0033]
图5是本发明的安装夹具局部结构左视示意图;
[0034]
图6是本发明安装夹具局部的结构正视示意图;
[0035]
图7是本发明安装夹具局部的结构示意图;
[0036]
图8是本发明安装夹具局部的结构正视示意图;
[0037]
图9是本发明驱动机构的局部结构示意图;
[0038]
图10是本发明驱动机构的局部结构正视示意图。
[0039]
图中:1、加工机台;2、安装台;3、钻机;4、定位装置;5、安装夹具;6、压紧装置;3a、滑台;3b、箱体;3c、第一电机;3d、主动转轮;3e、传动带;3f、从动转轮;3g、第一钻轴;3h、第二钻轴;3i、主动齿轮;3j、从动齿轮;41、连接板;42、第二电机;43、丝杆;44、第一轴座;45、滑块;46、定位板;47、活动板;471、法兰;472、第一轴承;473、油封;474、第二轴承;475、旋转盘;476、固定套;477、隔片;50、驱动机构;51、第一安装板;52、安装块;53、第一转杆;54、第一连杆;55、第二转杆;56、铰块;57、第二连杆;58、夹块;59、驱动缸;521、铰部;501、第二安装板;502、第二轴座;503、连接轴;504、连接框;505、旋转轮;506、转块;507、第三电机;61、固定柱;62、第一旋转气缸;63、连接法兰;64、支撑杆;65、直线气缸;66、第二旋转气缸;67、
按压机构;671、连接凹板;672、导向块;673、压杆。
具体实施方式
[0040]
现结合附图和具体实施方式对本发明进一步说明。
[0041]
参考图1至图10,本实施例提供一种消防安全阀门的成型工艺,以下步骤:
[0042]
第一步:制造阀门的原料进行除杂处理,去除杂质,然后加入熔炼电炉内熔融处理,形成液态金属,熔融的温度在一百五十摄氏度到二百五十摄氏度之间;
[0043]
第二步:对模具进行预加热,预加热温度为200℃~300℃,保持30~40分钟;
[0044]
第三步:采用气枪喷射压缩空气对模具型腔进行吹扫,清除模具型腔内异物;
[0045]
第四步:在模具的内腔上铺上一层脱模剂:采用气喷壶对模具型腔均匀喷涂制壳用脱模剂;
[0046]
第五步:将液体金属浇注到模具中,浇注完成后金属凝固成型,在空气中静置四十分钟冷却后,得到阀门铸锭;
[0047]
第六步:对得到阀门铸锭进行打磨,然后用丙酮对打磨后的表面进行清洗,然后自然晾干,晾干后对得到铸锭表面进行喷砂粗化处理,喷砂后用压缩空气对得到铸锭进行喷吹处理,然后再次用丙酮清洗得到铸锭的表面,自然晾干后对得到铸锭加热至80~95℃,保温5~10min待用;
[0048]
第七步:将热处理后的零件毛坯通过钻孔装置进行钻孔,然后再铣削、打磨和抛光处理,得到零件成品。
[0049]
该成型工艺简单,阀门强度高,长期使用不易断裂,加工时间短,阀门精度高,大规模批量生产时产量高。
[0050]
进一步的,所述钻孔装置包括加工机台1、螺栓设于加工机台1上的安装台2、钻机3和定位装置4,所述钻机3分别设于安装台2横向两侧和纵向一侧,所述定位装置4设于安装台2和加工机台1之间;所述加工机台1包括固设于加工机台1上的滑台3a、箱体3b、第一电机3c、主动转轮3d、传动带3e、从动转轮3f、第一钻轴3g、第二钻轴3h、主动齿轮3i和从动齿轮3j,所述第一电机3c设于箱体3b顶端面,所述主动转轮3d设于第一电机3c输出轴一端,所述主动转轮3d通过传动带3e与从动转轮3f连接,所述第一钻轴3g设于从动转轮3f内侧,所述第一钻轴3g可转动地设于箱体3b内,所述第二钻轴3h可转动地设于箱体3b内,所述主动齿轮3i设于第一钻轴3g外侧,所述从动齿轮3j设于第二钻轴3h外侧,所述第一钻轴3g外侧的主动齿轮3i与第二钻轴3h外侧的从动齿轮3j相啮合;所述第一钻轴3g和第二钻轴3h为圆周分布,所述旋转盘475直径尺寸大于第二轴承474的直径尺寸,所述旋转盘475直径尺寸小于第一钻轴3g之间间隔尺寸,旋转盘直径大于第二轴承直径时,利于旋转盘套设于与第二轴承上,旋转盘直径尺寸小于第一钻轴之间间隔尺寸时,避免钻孔时,第一钻轴接触旋转盘;位于所述安装台2横向两侧的定位装置4包括连接板41、第二电机42、丝杆43、第一轴座44、滑块45、定位板46和活动板47,所述连接板41螺栓设于加工机台1内部,所述第二电机42可拆卸地设于连接板41一端,所述第二电机42输出轴一端通过联轴器与丝杆43连接,所述滑块45螺纹设于丝杆43两侧,所述丝杆43两侧通过第一轴座44与连接板41连接,所述定位板46可拆卸地设于滑块45顶端面,所述活动板47设于定位板46上,所述丝杆43两侧螺纹旋向相反,位于所述安装台2横向两侧的活动板47包括法兰471、第一轴承472、油封473、第二轴
承474、旋转盘475和固定套476,所述法兰471螺栓设于定位板46远离安装台2一侧,所述法兰471一端穿过定位板46,所述第一轴承472设于述法兰471一端,所述油封473设于第一轴承472外侧,所述第二轴承474设于法兰471靠近安装台2一端,所述旋转盘475设于法兰471外侧,所述固定套476设于法兰471靠近安装台2一端,所述法兰471、第一轴承472和第二轴承474同轴设置,所述第二轴承474横向长度大于定位板46横向长度,所述第一轴承472与旋转盘475之间设有隔片477,所述隔片477设于第一轴承472外侧。
[0051]
钻机上的滑台带动顶端的箱体向安装台上的消防安全阀门移动,第一电机运行后带动第一钻轴和第二钻轴高速旋转,第一钻轴和第二钻轴移动到安装台上的消防安全阀门位置进行钻孔,由于钻机设有三个,可同时对消防安全阀门垂直于两侧方向阀盖位置进行钻孔,可一次完成三个方向的钻孔,加工效率高;定位装置的设置,其中第二电动驱动丝杆旋转,丝杆旋转带动丝杆上的滑块向中间移动,滑块带动顶端的定位板移动,定位板上的活动板贴合安装台上消防安全阀门横向两侧,旋转盘外侧与安装台上消防安全阀门两侧内部贴合压紧,由于旋转盘内部第二轴承与法兰活动连接,消防安全阀门横向y轴可自由旋转,通过定位板对消防安全阀门横向自由度进行限制,再通过外部压紧装置,对消防安全阀门垂直于两侧方向阀盖位置进行压紧,消防安全阀门移动与底部的安装台固定贴合,对消防安全阀门横向y轴自由度进行限制,通过先对消防安全阀门横向装夹定位,再通过活动板和外部压紧装置对消防安全阀门垂直于两侧方向阀盖位置固定装夹,可提升安装精度,横向两端装夹完成后可对垂直于两侧方向阀盖位置进行调整,避免了单次完成装夹后,需要对第三个方向进行调整时,重新装夹耗费时间的问题,同时加工后的阀门公差小,加工精度高;隔片将第一轴承和第二轴承分隔开,第一轴承位于定位板内,利于对法兰进行辅助支撑,减缓法兰老化速度。
[0052]
所述加工机台1纵向一端设有安装夹具5,所述安装夹具5包括可拆卸地设于加工机台1一端的驱动机构50、第一安装板51、安装块52、第一转杆53、第一连杆54、第二转杆55、铰块56、第二连杆57、夹块58和驱动缸59,所述第一安装板51通过螺栓设于驱动机构50一端,所述安装块52设于第一安装板51顶端面,所述安装块52两侧均设有两个铰部521,两个所述铰部521之间夹角角度为40度,所述第一转杆53铰接设于安装块52两侧的铰部521,所述第一连杆54铰接设于第一转杆53顶部,所述第二转杆55铰接设于第一连杆54一侧,所述铰块56铰接设于第一连杆54另一侧,所述第二连杆57与第二转杆55和铰块56进行铰接,所述夹块58可拆卸地设于第二转杆55顶部;所述夹块58前后平行,所述夹块58上设有大于一的正整数个锯齿,平行的夹块利于对阀门进行装夹,夹块上的锯齿,使夹块与阀门部分面接触,提升了对阀门的夹紧力;所述驱动缸59可拆卸地设于第一安装板51顶部,所述驱动缸59顶端与铰块56固定连接。
[0053]
其中驱动缸带动铰块向下移动,安装块两侧的第一转杆向外侧摆动,第一转杆通过第一连杆和第二连杆带动第二转杆向内摆动,带动第二转杆顶端的夹块向内摆动,夹块对消防安全阀门垂直于两侧方向阀盖位置进行装夹夹紧,可实现对消防安全阀门垂直第三方向部位进行快速夹紧,并且安装块一侧安装有两个第一转杆,由于第二转杆顶端前后为40度夹角,同时为间隔设置,第二转杆顶端的夹块呈前后间隔对消防安全阀门进行夹紧,该前后两组夹块对消防安全阀门夹紧精度高,同时夹块磨损损坏后,利于夹块后期进行更换。
[0054]
所述驱动机构50包括第二安装板501、第二轴座502、连接轴503、连接框504、旋转
轮505、转块506和第三电机507,所述第二安装板501通过螺栓设于加工机台1一端,所述第二轴座502可拆卸地设于第二安装板501上下两端,所述连接轴503两侧穿过第二轴座502,所述连接轴503与第二轴座502同轴设置,所述连接轴503中部固设有连接框504,所述连接框504纵向两端平行,且连接框504横向两侧为圆弧面,所述连接框504与第二安装板501间隔设置,所述旋转轮505与可转动地设于第二安装板501上靠近连接轴503一端面,所述转块506固设于旋转轮505上靠近边缘处,所述转块506位于连接框504之间,所述第三电机507设于加工机台1内,且第三电机507穿过加工机台1与旋转轮505传动连接。
[0055]
第三电机带动旋转轮周转,旋转轮上的转块沿旋转轮外圆周转一圈,由于连接框上下两个连接轴位于第二安装板上的第二轴承座内上下滑动,旋转轮旋转带动外侧连接框上下移动,连接框上升带动一侧的第一安装板上升,使安装夹具上升,此时夹块对阀门进行局部装夹,旋转轮开始旋转到中部位置前段速度快,中段速度将带动夹块缓慢向下移动,夹块缓慢带动阀门向下移动,减少阀门和安装夹具向下移动时惯性力,增加其稳定性能,后端速度将带动夹块快速向下移动,夹块对阀门进行快速夹紧,通过该机构使加工机台抖动小,提升加工时的平稳性能。
[0056]
所述加工机台1后端设有压紧装置6,所述压紧装置6包括固定柱61、第一旋转气缸62、连接法兰471、支撑杆64、直线气缸65、第二旋转气缸66和按压机构67,所述第一旋转气缸62固设于固定柱61顶端,所述连接法兰471通过螺栓设于第一旋转气缸62顶端,所述支撑杆64通过螺栓设于连接法兰471顶端,所述直线气缸65可拆卸地设于支撑杆64远离连接法兰471一端,所述第二旋转气缸66设于直线气缸65底部,所述按压机构67设于第二旋转气缸66底端面。
[0057]
第一旋转气缸通气后旋转带动顶端的连接法兰旋转,连接法兰旋转带动顶端的额支撑杆旋转,支撑杆旋转后一端的直线气缸将位于安装台上的消防安全阀门上,直线气缸底端的第二旋转气缸将旋转将按压机构旋转与安装台上消防安全阀门贴合,直线气缸通气后带动按压机构向下移动,对安装台上消防安全阀门进行压紧,由于旋转盘内部第二轴承与法兰活动连接,消防安全阀门横向y轴可自由旋转,按压机构对消防安全阀门垂直于两侧方向阀盖位置、消防安全阀门进液口和出液口部分进行进一步按压,提升加工时的稳定性。
[0058]
所述按压机构67包括设于第二旋转气缸66底端面的连接凹板671、导向块672和压杆673,所述导向块672形状为“t”字形,所述导向块672可拆卸地设于连接凹板671底端面,所述压杆673螺纹连接设于导向块672上,所述压杆673设有三个。
[0059]
导向块通过螺栓锁紧固定在连接凹板内,由于导向块“t”字形,第二旋转气缸带动导向块旋转,使导向块内的压杆与消防安全阀门上的垂直于两侧方向阀盖位置、消防安全阀门进液口和出液口部分对应,该三点按压可防止阀门在钻孔过程中抖动偏移,同时由于调节压杆与导向块螺纹连接,可通过旋转压杆对压杆按压长度进行调节,可兼容不容尺寸的消防安全阀门。
[0060]
第一电机、第二电机、驱动缸、第三电机、直线气缸、第一旋转气缸和第二旋转气缸均为市面上可以购得的产品,结构已为公知,可以根据生产需要选购相应型号,在此不予赘述。
[0061]
本发明的工作方式是:
[0062]
首先将消防安全阀门放置在安装台上,然后第二电机带动丝杆旋转,使丝杆带动
滑块上定位板向中间移动,定位板移动后顶端的活动板对消防安全阀门进行夹紧,然后驱动缸驱动铰块向内移动一段距离,使顶端夹块对消防安全阀门进行局部夹紧,由于与消防安全阀门贴合旋转盘通过第二轴承和法兰可转动地设于定位板上,消防安全阀门垂直第三方向部位将通过安装夹具进行再次定位装夹,然后通过驱动机构带动安装夹具向下移动过程中,驱动缸驱动铰块对消防安全阀门夹紧,同时驱动机构移动到低位,安装夹具将对消防安全阀门垂直第三方向部位进行固定装夹,然后固定柱上的第一旋转气缸通过连接法兰带动支撑杆旋转,支撑杆上的直线气缸位于消防安全阀门上,直线气缸通气带动按压机构对底部的消防安全阀门进行固定;第一电机旋转后第一钻轴和第二钻轴高速旋转,滑台带动箱体上的第一钻轴和第二钻轴移动,第一钻轴和第二钻轴将对消防安全阀门加工,由于钻机位于消防安全阀门三个方向,可对消防安全阀门完成一次钻孔。
[0063]
本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中。
[0064]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
[0065]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0066]
在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0067]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0068]
尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips