
 商标分类
商标分类  商标转让
商标转让 
一种成形复杂零件的半固态挤压成形工艺方法及系统与流程
 2021-01-29 16:01:45|
2021-01-29 16:01:45| 200|
200| 起点商标网
起点商标网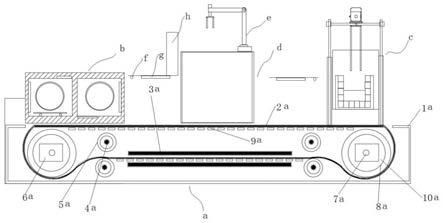
[0001]
本发明涉及一种成形复杂零件的半固态挤压成形工艺方法及系统。
背景技术:
[0002]
中国发明专利cn200710064286.x公开了一种成形复杂零件的半固态灵活挤压成形工艺方法,在该工艺中主要步骤是:半固态浆料的制备,用于半固态浆料快速定量输送的装置设计,复杂零件半固态灵活挤压成形。对于半固态触变挤压成形,用感应加热炉二次加热得到具有半固态组织特征的坯料;对于半固态流变挤压成形,首先用电阻炉加热经过干燥处理的块状商用合金铸锭,在达到完全熔化温度后,保温静置。然而基于现有技术,还存在以下的问题,1、在实际的半固态挤压成形过程中并没有完善的设备系统足以实现成形过程中的精准控制,尤其是温度等参数的控制;2、半固态挤压成形过程中现有技术忽略了将用于半固态触变挤压成形的坯料或用于半固态流变挤压成形的坯料输送到挤压成形装置的过程中温度的控制,这直接导致了成形复杂零件容易出现问题,其根本也是浆料由于热辐射等原因无法等温条件下完成的输送和成形。
技术实现要素:
[0003]
为了克服现有的技术存在的不足, 本发明提供一种成形复杂零件的半固态挤压成形工艺方法及系统。
[0004]
为了实现本发明目的,本发明采用了如下的技术方案:一种成形复杂零件的半固态挤压成形工艺方法,包括步骤:通过第一加热装置制备具有特定固相分数且用于半固态触变挤压成形的坯料q,或者通过第二加热装置制备具有特定固相分数且用于半固态流变挤压成形的坯料w;通过输送装置将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到挤压成形装置,然后由机械操控臂操控完成对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的挤压成形;其中的输送装置将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到挤压成形装置的过程中采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整。
[0005]
进一步,其特征在于,在热辐射采集通道内通过热传感器采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整的过程中通过反馈算法调整并指导辅助加热元件对热辐射采集通道内加热。
[0006]
进一步,对于每一种特定的用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w:首先在无辅助加热元件加热的条件下在热辐射采集通道内通过已经加热的半固态触
变挤压成形的坯料q或用于半固态流变挤压成形的坯料w,半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w通过过程中,采集热传感器f的测量温度参数并且形成热参数动态变化曲线函数f1;然后在无辅助加热元件g加热的条件下采集热辐射采集通道内温度变化曲线函数f2;配置加工环境的标准热环境曲线函数f3;然后根据上述的热参数动态变化曲线函数f1、温度变化曲线函数f2和加工环境的标准热环境曲线函数f3计算一个补偿变化曲线函数fm,并且由补偿变化曲线函数fm指导辅助加热元件g加热功率以使得在热辐射采集通道内通过已经加热的半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w过程中总能够获得标准热环境;补偿变化曲线函数fm满足:在任一极限的单位时间内fm满足:f3-f2-f1=fm,具体的,当定义任一极限的单位时间参数为:t0,t1,t2,,,,,,tn-1,tn,tn表示时间点,n表示自然数, = 且 = 且 = ;在对半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w加热之后的实测参数中再次确定 ,并且使得:计算
ꢀ-ꢀ
)2数值最小时,确定fm作为标准的指导辅助加热元件g加热功率的函数。
[0007]
一种成形复杂零件的半固态挤压成形工艺系统,包括输送装置、第一加热装置、第二加热装置、挤压成形装置、机械操控臂,所述的第一加热装置、第二加热装置设置在输送装置两侧并用于加热待加工的物质,所述的挤压成形装置、机械操控臂设置在输送装置的中部,其中的挤压成形装置用于完成挤压成形,其中的机械操控臂用于完成上料操作。
[0008]
进一步,还包括设置在第一加热装置与挤压成形装置之间的,或者第二加热装置与挤压成形装置之间的热辐射采集通道,热辐射采集通道内设置热传感器和辅助加热元件,所述的热传感器和辅助加热元件均与控制系统电性连接,所述的控制系统用于反馈式调整热辐射采集通道内的热量。
[0009]
进一步,所述控制系统包括上位机,所述的上位机配置用于采集热传感器信号的硬件电路、用于指导控制辅助加热元件功率的硬件电路,上位机还配置支持采集热传感器的测量温度参数并且形成热参数动态变化曲线函数f1的软件模块、配置加工环境的标准热环境曲线函数f3的软件模块、支持在无辅助加热元件加热的条件下采集热辐射采集通道内温度变化曲线函数f2的软件模块以及对函数f1、函数f1、函数f1完成定量计算的软件模块。
[0010]
所述的输送装置包括固定基座、转轴、主驱动机组、副驱动机组、凸出体,所述固定基座的内部安装设置有输送带,且固定基座焊接固定有限位条,所述转轴上插接固定有转轮,且转轴焊接固定在固定基座上,所述主驱动机组与副驱动机组上插接固定有驱动转轴,且驱动转轴穿插固定有驱动辊,所述凸出体安装设置在输送带上,且输送带套接在驱动辊上。
[0011]
第一加热装置包括保温层,所述保温层内部设有主升温腔体、副升温腔体,所述保温层中心位置上侧设有上绝热层板,下侧设有下绝热层板,其中所述上绝热层板、下绝热层板与保温层之间铰接连接,且所述上绝热层板下端面与下绝热层板上端面相接触,所述保温层上侧设有与上绝热层板相适应的上部板固定腔,所述保温层下侧设有与下绝热层板相适应的下部板固定腔,所述主升温腔体、副升温腔体分别上设有升热电阻丝,其中所述主升温腔体、副升温腔体内部的升热电阻丝的功率不同,这样在主升温腔体、副升温腔体的作用
下可以实现两个温度等级。
[0012]
第二加热装置包括坩埚,,坩埚外层和坩埚内层,且所述坩埚外层与所述坩埚内层之间为中空结构,所述中空结构内填充有微波吸收材料。
[0013]
本发明的有益效果是,本申请可以通过采集的热辐射变化并且对坯料热环境反馈调整的指导辅助加热元件对热辐射采集通道内加热,从而实现半固态挤压成形过程中温度的精准控制以及更具体的可以完成对用于半固态触变挤压成形的坯料或用于半固态流变挤压成形的坯料输送到挤压成形装置的过程中温度精准控制,从而至少解决了背景技术问题2;另外,本申请还公开了实现上述方法的系统,解决了背景技术问题1。具体的精准控制中,本申请通过补偿变化曲线函数fm指导辅助加热元件以确保用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w加工中加工的质量的热环境参数。
[0014]
附图说明:图1是本申请的一种成形复杂零件的半固态挤压成形工艺系统的实施例结构示意图;图2是本申请的一种成形复杂零件的半固态挤压成形工艺系统的实施例第一加热装置结构示意图;图3是本申请的一种成形复杂零件的半固态挤压成形工艺系统的第二加热装置实施例结构示意图。
具体实施方式
[0015]
在实施中,本申请的一种成形复杂零件的半固态挤压成形工艺方法,包括步骤:通过第一加热装置制备具有特定固相分数且用于半固态触变挤压成形的坯料q,或者通过第二加热装置制备具有特定固相分数且用于半固态流变挤压成形的坯料w;通过输送装置将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到挤压成形装置,然后由机械操控臂操控完成对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的挤压成形;其中的输送装置将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到挤压成形装置的过程中采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整。
[0016]
更具体的,在热辐射采集通道内通过热传感器采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整的过程中通过反馈算法调整并指导辅助加热元件对热辐射采集通道内加热,实施中本申请可以通过采集的热辐射变化并且对坯料热环境反馈调整的指导辅助加热元件对热辐射采集通道内加热,从而实现半固态挤压成形过程中温度的精准控制以及更具体的可以完成对用于半固态触变挤压成形的坯料或用于半固态流变挤压成形的坯料输送到挤压成形装置的过程中温度精准控制,从而至少解决了背景技术问题2。
[0017]
本申请的一种成形复杂零件的半固态挤压成形工艺系统的实施例,如图1-3所示的,其包括输送装置a、第一加热装置b、第二加热装置c、挤压成形装置d、机械操控臂e,所述的第一加热装置b、第二加热装置c设置在输送装置a两侧并用于加热待加工的物质,所述的
挤压成形装置d、机械操控臂e设置在输送装置a的中部,其中的挤压成形装置d用于完成挤压成形,其中的机械操控臂e用于完成上料操作;还包括设置在第一加热装置b与挤压成形装置d之间的,或者第二加热装置c与挤压成形装置d之间的热辐射采集通道,热辐射采集通道内设置热传感器f和辅助加热元件g,所述的热传感器f和辅助加热元件g均与控制系统电性连接,所述的控制系统用于反馈式调整热辐射采集通道内的热量。
[0018]
上述的系统的具体实施是:通过第一加热装置b制备具有特定固相分数且用于半固态触变挤压成形的坯料q,或者通过第二加热装置c制备具有特定固相分数且用于半固态流变挤压成形的坯料w;通过输送装置a将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到挤压成形装置d,然后由机械操控臂e操控完成对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的挤压成形;其中的输送装置a将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到挤压成形装置d的过程中采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整;在热辐射采集通道内通过热传感器f采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整的过程中通过反馈算法调整并指导辅助加热元件g对热辐射采集通道内加热。
[0019]
实施中本申请可以通过采集的热辐射变化并且对坯料热环境反馈调整的指导辅助加热元件对热辐射采集通道内加热,从而实现半固态挤压成形过程中温度的精准控制以及更具体的可以完成对用于半固态触变挤压成形的坯料或用于半固态流变挤压成形的坯料输送到挤压成形装置的过程中温度精准控制,本申请提供了上述方法实现的系统从而至少解决了背景技术问题1。
[0020]
在更具体的实施中,所述的控制系统包括上位机,所述的上位机配置用于采集热传感器f信号的硬件电路、用于指导控制辅助加热元件g功率的硬件电路,上位机还配置支持采集热传感器f的测量温度参数并且形成热参数动态变化曲线函数f1的软件模块、配置加工环境的标准热环境曲线函数f3的软件模块、支持在无辅助加热元件g加热的条件下采集热辐射采集通道内温度变化曲线函数f2的软件模块以及对函数f1、函数f1、函数f1完成定量计算的软件模块;在系统的具体实施中,对于每一种特定的用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w:首先在无辅助加热元件g加热的条件下在热辐射采集通道内通过已经加热的半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w,半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w通过过程中,采集热传感器f的测量温度参数并且形成热参数动态变化曲线函数f1;可以理解的是上述的热参数动态变化曲线函数f1实际坐标图像曲线先增加后减少,然后在无辅助加热元件g加热的条件下采集热辐射采集通道内温度变化曲线函数f2,可以理解的是上述的无辅助加热元件g加热的条件下采集热辐射采集通道内温度变化曲线函数f2单调减少,配置加工环境的标准热环境曲线函数f3,上述的标准热环境曲线函数f3是用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w加工中保证加工的质量的热环境参数确定,常规的浆料由于热辐射等原因无法等温条件下
完成的输送和成形,为了保证等温条件的标准从而配置标准热环境曲线函数f3,根据上述的热参数动态变化曲线函数f1、温度变化曲线函数f2和加工环境的标准热环境曲线函数f3计算一个补偿变化曲线函数fm,并且由补偿变化曲线函数fm指导辅助加热元件g加热功率以使得在热辐射采集通道内通过已经加热的半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w过程中总能够获得标准热环境,显然可以理解(在由技术特征确定后的而并不是通过技术内容启示的理解)的是,同时也是背景技术关注的,补偿变化曲线函数fm指导辅助加热元件g应当且能够确保用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w加工中加工的质量的热环境参数。
[0021]
上述的补偿变化曲线函数fm满足:在任一极限的单位时间内fm满足:f3-f2-f1=fm,具体的,当定义任一极限的单位时间参数为:t0,t1,t2,,,,,,tn-1,tn,tn表示时间点,n表示自然数, = 且 = 且 = ;在对半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w加热之后的实测参数中再次确定 ,并且使得:计算
ꢀ-ꢀ
)2数值最小时,确定fm作为标准的指导辅助加热元件g加热功率的函数。
[0022]
本申请的一种成形复杂零件的半固态挤压成形工艺系统的更具体实施例,如图1-3所示的,所述的输送装置a包括固定基座1a、转轴4a、主驱动机组6a、副驱动机组7a、凸出体9a,所述固定基座1a的内部安装设置有输送带2a,且固定基座1a焊接固定有限位条3a,所述转轴4a上插接固定有转轮5a,且转轴4a焊接固定在固定基座1a上,所述主驱动机组6a与副驱动机组7a上插接固定有驱动转轴10a,且驱动转轴10a穿插固定有驱动辊8a,所述凸出体9a安装设置在输送带2a上,且输送带2a套接在驱动辊8a上。
[0023]
第一加热装置b包括保温层1b,所述保温层1b内部设有主升温腔体101b、副升温腔体102b,所述保温层1b中心位置上侧设有上绝热层板2b,下侧设有下绝热层板3b,其中所述上绝热层板2b、下绝热层板3b与保温层1b之间铰接连接,且所述上绝热层板2b下端面与下绝热层板3b上端面相接触,所述保温层1b上侧设有与上绝热层板2b相适应的上部板固定腔4b,所述保温层1b下侧设有与下绝热层板3b相适应的下部板固定腔5b,所述主升温腔体101b、副升温腔体102b分别上设有升热电阻丝6b,其中所述主升温腔体101b、副升温腔体102b内部的升热电阻丝6b的功率不同,这样在主升温腔体101b、副升温腔体102b的作用下可以实现两个温度等级。所述保温层1b内部设有滑动工位板7b。这样用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w放置在滑动工位板7b上,当用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w在主升温腔体101b的作用下实现了第一级加热,然后打开上绝热层板2b、下绝热层板3b将用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w输送到副升温腔体102b内实现第二级加热,这样能够满足用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的加工要求。
[0024]
第二加热装置c包括坩埚,坩埚外层1c和坩埚内层2c,且所述坩埚外层1c与所述坩埚内层2c之间为中空结构,所述中空结构内填充有微波吸收材料3c,具体的第二加热装置c结构如实用新型专利cn201822189753.8所公开的坩埚,其包括坩埚外层1c和坩埚内层2c,且所述坩埚外层1c与所述坩埚内层2c之间为中空结构,所述中空结构内填充有微波吸收材料3c。所述中空结构3c包括至少两个中空腔31c,每个所述中空腔31c内均填充有所述微波
吸收材料3c。其中,所述坩埚外层1c和所述坩埚内层2c的材料能够吸收微波的单位能量小于或等于第一预设能量,所述微波吸收材料3c包括吸收微波的单位能量大于或等于第二预设能量、且与所述坩埚本体无法发生化学反应的材料,且所述微波吸收材料的熔点与所述坩埚本体内的用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c的熔点的差值大于或等于预设值,所述第二预设能量大于所述第一预设能量。
[0025]
实际应用时,在坩埚本体内加入用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c,然后在坩埚本体外部放置微波加热装置,当微波加热装置工作时,由于坩埚外层1c和坩埚内层2c吸收微波的单位能量小于微波吸收材料吸收微波的单位能量,从而使得微波加热装置释放的微波穿过坩埚外层1c后多数被微波吸收材料3c吸收,形成内部核磁共振效果,进而穿过坩埚内层2c后直接作用于用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c,使得用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c内部偶极分子高频往复运动,产生内摩擦热使得用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w温度升高,实现了对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c的加热。将中空结构均匀分为若干个中空腔31c,并在每个中空腔31c内均填充有微波吸收材料3c,这样,当坩埚外层2c局部破损导致微波吸收材料3c外漏时,其他未破损处的微波吸收材料3c能够正常吸收微波,延长了坩埚的使用寿命。所述坩埚还包括外壳5c,所述外壳5c设置在所述坩埚外层1c外部,且所述外壳5c与所述坩埚外层1c之间有填充物6c。
[0026]
其中,所述填充物6c包括吸收微波的单位能量小于或等于第三预设能量的材料;所述外壳5c的材料包括吸收微波的单位能量小于或等于第四预设能量的材料,且所述第一预设能量、所述第三预设能量和所述第四预设能量之和小于所述第二预设能量。
[0027]
当需要对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c进行加热时,微波加热装置释放的微波依次穿过外壳5c、填充物6c、坩埚外层1c、微波吸收材料3c和坩埚内层2c,由于外壳5c吸收微波的单位能量、填充物吸收微波的单位能量、坩埚外层1c吸收微波的单位能量和坩埚内层2c吸收微波的单位能量之和小于微波吸收材料3c吸收微波的单位能量,从而使得微波加热装置释放的微波大部分被微波吸收材料3c吸收,形成内部核磁共振效果,进而穿过坩埚内层2c后直接作用于用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c,使得用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c内部偶极分子高频往复运动,产生内摩擦热使得用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w温度升高,实现了对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w4c的加热;另外,外壳5c和填充物6c的增加对坩埚本体起到保护作用,防止坩埚受到碰撞时,直接撞击在坩埚外层1c。
[0028]
更具体的,在热辐射采集通道内通过热传感器采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射温度变化并且对用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w热环境调整的过程中通过反馈算法调整并指导辅助加热元件对热辐射采集通道内加热,其中反馈算法具体可以采用,现有技术中,使用自学习控制模型方法,比如,基于自学习的多模型控制方法,步骤为:(1)构建模型库,由非线性模型的一组局部模型组成;
(2)构建一组控制器,根据模型库中的局部模型设计出来一组局部控制器;(3)执行性能评测:观察输出误差以及系统输出y和模型输出yi之间的差异;基于这些信号,一个性能反馈或者价值函数将被计算出并送到api模块;一个基于实际输出与预期输出误差的价值函数被定义为r(t)=r[|e(t)|]=r[|ysp-y(t)|],其中r为非负的函数并且关于|e(t)|单调递减;(4)执行近似策略迭代算法:观察性能反馈信号,接收参考输出和系统输出之间的误差信号,这些信号将作为markov决策过程的状态,同时状态反馈将成为增强学习的回报信号。
[0029]
实际实施中局部模型可以通过控制热传感器采集用于半固态触变挤压成形的坯料q或用于半固态流变挤压成形的坯料w的热辐射变化参数或指导辅助加热元件对热辐射采集通道内加热参数确定,在上述的基于自学习的多模型控制方法文献具体公开了对直升机的具体多模型控制,实施中也适合应用本申请。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 微波加热

 热门咨询
热门咨询




tips