
 商标分类
商标分类  商标转让
商标转让 
二次侧防触电保护装置、多工位直流焊机及其控制方法与流程
 2021-01-29 15:01:46|
2021-01-29 15:01:46| 383|
383| 起点商标网
起点商标网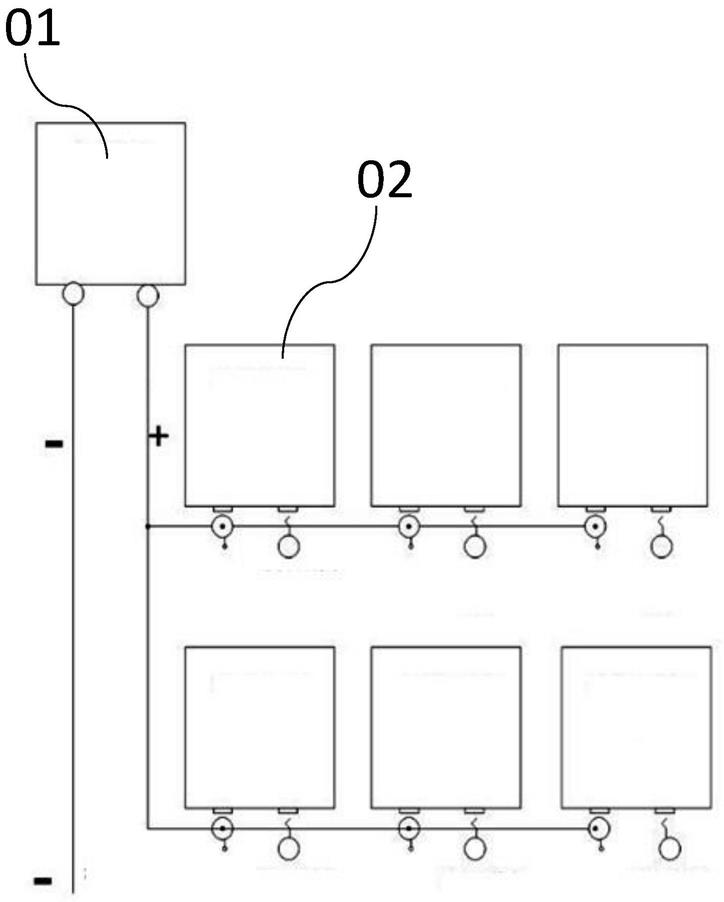
[0001]
本发明涉及防触电保护装置,具体涉及一种二次侧防触电保护装置、多工位直流焊机及其控制方法。
背景技术:
[0002]
车辆检修过程中使用到的多工位直流焊机,如图1所示,通常是通过一个焊机主机01连接多个焊接变阻器02,每个焊接变阻器02的正极输出端接一个焊枪,从而形成多个焊接工位。焊接操作规范要求电焊机一次侧(电源端)必须装设漏电保护器,但其无法对电焊机的二次侧(焊接变阻器输出端)起到保护作用。在检修作业现场,多工位直流焊机的焊枪和线缆不可避免地会与地面铺设的钢板接触,使得钢板上及车内的作业人员发生触电的危险较水泥地面作业时增大很多,造成触电事故。常见的焊机触电事故大部分由焊机的二次侧空载电压所致,其值一般为50-90v,当焊接时电压降至15-25v,而人体安全电压的最高等级为36v,该空载电压远高于安全电压。
[0003]
现有的二次侧防触电措施通常为装设一个总的二次侧防触电保护装置,该装置具有空载降压功能。其原理是,通过对焊机一次侧进行降压处理,间接降低其二次侧电压。即当焊机处于空载工况时,二次侧防触电保护装置将一次侧线圈电压降至110v左右,使焊机处于低压空载状态,此时二次侧电压降低至24v以下,达到了防触电目的。但是,由于多工位直流焊机的多个焊接变阻器02共用一组初级线圈和二级线圈,为保证所有焊接变阻器02都能正常起弧,二级线圈的电压必须保持在75v左右(引弧电压),故实际使用中只要有一台焊接变阻器02开始焊接作业,焊机二次侧电压就会加载至65-90v,此时即使其它焊接变阻器02空载,其焊枪输出端的电压也会升至75v左右,远高于安全电压,致使生产过程中存在较大的安全隐患。
[0004]
此外,多工位直流焊机功率大,空载能耗大,由于一台焊机主机01带有多个焊接工位,可供多人作业使用,如果空载时间较长或者作业完成后忘记关机,就会造成能源浪费。
技术实现要素:
[0005]
本发明的目的是解决现有多工位直流焊机二次侧防触电保护措施存在只要有一台焊接变阻器开始焊接作业,其余焊接变阻器即使空载,其焊枪输出端的电压也会升至引弧电压,致使生产过程中存在较大安全隐患的技术问题,提供一种二次侧防触电保护装置、多工位直流焊机及其控制方法。
[0006]
为解决上述技术问题,本发明提供的技术解决方案如下:
[0007]
本发明提供一种二次侧防触电保护装置,其特殊之处在于:包括直流继电器、保护电阻、直流开关电源、电流传感器、电流检测模块和plc控制器;
[0008]
所述直流继电器为常开型直流继电器,直流继电器的输入端接焊机主机的正极输出端、直流继电器的输出端接焊接变阻器的正极输入端;
[0009]
所述保护电阻的一端接焊机主机的负极输出端、另一端接直流开关电源的负极,
直流开关电源的正极和焊接变阻器的正极输出端均接焊枪;
[0010]
电流传感器用于敏感焊接变阻器的正极输出电流的大小;
[0011]
电流检测模块用于检测直流开关电源的正极输出电流的通断;
[0012]
电流传感器的输出端及电流检测模块的输出端分别接plc控制器的输入端,plc控制器的输出端分别接直流继电器和直流开关电源的控制端、以及焊机主机的一次侧线圈。
[0013]
进一步地,所述直流开关电源的输出电压为24
±
3v。
[0014]
进一步地,所述保护电阻的阻值为10
±
2ω。
[0015]
进一步地,所述直流继电器采用500a单触点直流继电器。
[0016]
本发明还提供一种多工位直流焊机,包括焊机主机、多个焊接变阻器、以及多个与焊接变阻器一一对应的焊枪;其特殊之处在于:焊机主机和每个焊接变阻器之间还配置有上述的二次侧防触电保护装置。
[0017]
本发明还提供一种上述多工位直流焊机的焊接控制方法,其特殊之处在于,包括以下步骤:
[0018]
1)启动焊机主机,每个焊接工位的二次侧防触电保护装置分别进行工作;
[0019]
2)控制直流开关电源为焊接变阻器正极输出端加载引弧信号电压;
[0020]
3)将待焊工件接焊机主机负极输出端,焊枪接触待焊工件,电流检测模块检测到引弧信号电流,将直流开关电源断开,延时接通直流继电器,使得焊机主机为焊接变阻器加载引弧电压,产生引弧电流;
[0021]
4)将焊条接触待焊工件,进行引弧并开始焊接;
[0022]
5)若电流传感器实时检测的瞬时引弧电流在触电电流范围内且持续时长超过第一阈值时间,或者瞬时引弧电流小于最小工作阈值电流且持续时长大于第二阈值时间,或者瞬时引弧电流大于最大工作阈值电流且持续时长大于第三阈值时间,则该焊接工位执行步骤6);
[0023]
6)将直流继电器切断,延时接通直流开关电源以加载引弧信号电压,进入空载待机状态;空载待机状态下电流传感器继续实时检测引弧电流和瞬时引弧信号电流,若检测到瞬时引弧电流大于最大工作阈值电流,则执行步骤8);
[0024]
7)若全部焊接变阻器均处空载待机状态且超过第四阈值时间,则执行步骤8);
[0025]
8)关闭焊机主机。
[0026]
进一步地,步骤3)中,所述引弧电压为75
±
10v。
[0027]
进一步地,步骤5)中,所述触电电流范围为20ma~5a,第一阈值时间为5s,最小工作阈值电流为30a,第二阈值时间为30s,最大工作阈值电流为300a,第三阈值时间为10s。
[0028]
进一步地,步骤7)中,所述第四阈值时间为10min。
[0029]
本发明相比现有技术具有的有益效果如下:
[0030]
1、本发明提供的二次侧防触电保护装置、多工位直流焊机及其控制方法,为焊机主机与每个焊接变阻器间配置一个二次侧防触电保护装置,实现针对焊接变阻器二次侧独立的空载降压保护功能。当某台焊接变阻器需进行焊接作业时,加载引弧电压进行作业;当某台焊接变阻器停止作业超过一定时限,该焊接变阻器进入空载保护状态。此时焊机主机二次侧线圈仍加载引弧电压,其余焊接变阻器可正常起弧进行焊接作业,进入空载待机(保护)状态的焊接变阻器与正在作业的焊接变阻器互不干涉,实现各焊接变阻器独立的空载
降压保护功能,有效防止了其中一台(多台)焊接变阻器作业时,因焊机主机二次侧电压升高而导致空载焊接变阻器的焊枪的对地电压到达引弧电压,从而保护人员安全。
[0031]
2、具有检测触电状态并切断微小触电电流的功能。在进行焊接作业或焊接中断保持时,当电流传感器检测到触电电流,可立即断开触电电流,该操作并不影响其他焊接变阻器的正常工作状态,能够消除触电隐患,保障作业人员安全,而现有的焊机二次侧防漏电保护装置无法实现此功能。
[0032]
3、具有检测短路状态并切断过大短路电流的功能。当焊接变阻器、线缆、焊枪等部件短路时,电流传感器检测到短路电流,将其切断,并使焊接变阻器进入空载待机状态,若之后再次检测到短路电流,则关闭焊机主机,进行故障排除,该功能能够保障人员及设备安全,而现有的二次防漏电保护装置不能关断短路电流,一旦发生短路,极大的短路电流会造成人员伤害和设备损失。
[0033]
4、具有根据工作状态自动开关焊机主机的功能。当多台焊接变阻器都处于空载状态且超过一定时长,可令焊机主机停止工作,等有焊工作业时再启动,该功能的应用大幅减少了设备空载时间,降低了设备能耗,节约了成本。
附图说明
[0034]
图1为现有多工位直流焊机的结构示意图;
[0035]
图2为本发明二次侧防触电保护装置分别连接焊机主机和一个焊接变阻器的示意图,图中未显示plc控制器;
[0036]
附图标记说明:
[0037]
图1中:
[0038]
01-焊机主机、02-焊接变阻器;
[0039]
图2中:
[0040]
1-直流继电器、2-保护电阻、3-直流开关电源、4-电流传感器、5-电流检测模块、6-焊机主机、7-焊接变阻器。
具体实施方式
[0041]
下面结合附图对本发明作进一步地说明。
[0042]
本发明的主要技术思路是在空载时将多台焊接变阻器7的输出电压分别降低至安全电压以下或与焊机主机6断路,在需要起弧焊接时再将这台需要工作的焊接变阻器7的电压升至75v左右(引弧电压)或与焊机主机6连接。即每一个焊接变阻器7作为一个独立的部分,安装相对独立的防触电保护装置。
[0043]
本发明的二次侧防触电保护装置,如图2所示,其基本结构为:整套装置由500a单触点直流继电器1(常开型)、plc控制器、直流开关电源3、mik-dzi型电流传感器4、acs712-30a电流检测模块5及保护电阻2组成。所述直流继电器1的输入端接焊机主机6二次侧的正极输出端、输出端接焊接变阻器7的正极输入端;所述保护电阻2的一端接焊机主机6二次侧的负极输出端、另一端接直流开关电源3的负极,直流开关电源3的正极和焊接变阻器7的正极输出端均接焊枪;电流传感器4用于敏感焊接变阻器7的正极输出电流的大小;电流检测模块5用于检测直流开关电源3的正极输出电流的通断;电流传感器4的输出端及电流检测
模块5的输出端分别接plc控制器的输入端,plc控制器的输出端分别接直流继电器1和直流开关电源3的控制端、以及焊机主机6的一次侧线圈。
[0044]
本发明还提供一种多工位直流焊机,包括焊机主机6、多个焊接变阻器(bp300焊接变阻器)7、以及多个与焊接变阻器7一一对应的焊枪;焊机主机6和每个焊接变阻器7之间还配置有上述的二次侧防触电保护装置。
[0045]
上述多工位直流焊机的焊接控制方法,包括以下步骤:
[0046]
1)启动焊机主机6,每个焊接工位的二次侧防触电保护装置分别进行工作;
[0047]
2)控制直流开关电源3为焊接变阻器7正极输出端加载引弧信号电压;
[0048]
3)将待焊工件接焊机主机6负极输出端,焊枪接触待焊工件,电流检测模块5检测到引弧信号电流,将直流开关电源3断开,延时接通直流继电器1,使得焊机主机6为焊接变阻器7加载75v引弧电压,产生引弧电流;
[0049]
4)将焊条接触待焊工件,进行引弧并开始焊接;
[0050]
5)若电流传感器4实时检测的瞬时引弧电流在20ma~5a内且持续时长超过5s,或者瞬时引弧电流小于30a且持续时长大于30s,或者瞬时引弧电流大于300a且持续时长大于10s,则该焊接工位执行步骤6);
[0051]
6)将直流继电器1切断,延时接通直流开关电源3以加载引弧信号电压,进入空载待机状态;空载待机状态下电流传感器4继续实时检测引弧电流和瞬时引弧信号电流,若检测到瞬时引弧电流大于最大工作阈值电流,则执行步骤8);
[0052]
7)若全部焊接变阻器7均处空载待机状态且超过10min,则执行步骤8);
[0053]
8)关闭焊机主机6。
[0054]
采用了上述二次侧防触电保护装置的多工位直流焊机具有以下功能:
[0055]
1、利用多个二次侧防触电保护装置为多个焊接变阻器7的二次侧分别进行独立的空载降压保护功能。
[0056]
当某台焊接变阻器7需进行焊接作业时,电流传感器4触发引弧信号,通过plc控制器控制直流继电器1闭合,加载引弧电压进行焊接作业。当某台焊接变阻器7停止作业超过一定时限,plc控制器控制直流继电器1断开,此时引弧电路关断,引弧信号电路接通(24v),该焊接变阻器7进入空载保护状态。此时焊机主机6二次侧线圈仍加载75v引弧电压,其余焊接变阻器7可正常起弧进行焊接作业。因此,进入空载待机(保护)状态的焊接变阻器7与其他正在作业的焊接变阻器7互不干涉,实现对各焊接变阻器7独立的空载降压保护功能。而现有的焊机二次侧防触电保护装置所实现的空载降压保护功能为:保护装置动作后,焊机主机6二次侧线圈电压降至24v以下,所有焊接变阻器7均无法起弧焊接,一旦有一台(或多台)焊接变阻器7需要进行焊接作业(其余空闲)时,保护装置断开,主机二次侧线圈以及所有焊接变阻器7均加载75v起弧电压,这对未进行焊接作业的焊接变阻器7使用人员造成极大的安全隐患。本发明的保护装置在未改变多个焊接变阻器7共用焊机主机6的一组初级线圈和二级线圈原始结构的情况下,通过plc控制器使得多工位直流焊机各焊接变阻器7具备独立的空载降压保护功能,有效防止了其中一台(多台)变阻器作业时,因焊机主机6二次侧电压升高而导致空载的焊接变阻器7的焊枪对地电压达到引弧电压(+75v),从而保护了人员安全。
[0057]
2、具有检测触电状态并切断微小触电电流的功能。
[0058]
由于人体能承受的最大电流一般是30ma,因此,当流经电流传感器4的电流大于20ma小于5a,且持续超过5s时可以认为是触电状态。此时plc控制器控制直流继电器1断开,切断引弧电路。故程序设定为当电流大小为20ma至5a且持续时长超过5s时,即认为触电状态。在进行焊接作业(或焊接中断保持)时,当电流传感器4检测到上述状态的电流,plc控制器立即关断相应焊接变阻器7的直流继电器1,以断开触电电流,该操作并不影响其他焊接变阻器7的正常工作状态,而现有的焊机二次侧防漏电保护装置无法实现此功能。本发明的保护装置使得每台焊接变阻器7均具有独立的检测触电状态并切断触电电流的功能,能够消除触电隐患,保障作业人员安全。
[0059]
3、具有检测短路状态并切断过大短路电流的功能。
[0060]
当焊枪、焊接电缆意外与地线短接时,此时电流值可超过焊接变阻器7能够承载的最大电流,造成焊接变阻器7或电缆损坏。故程序设定当电流大于300a且持续时长超过10s时,即认为短路状态。当电流传感器4检测到上述异常状态的电流,plc控制器控制直流继电器1断开,切断焊接变阻器7输入电路,以切断短路电流,延时10秒加载24v引弧信号电压,焊接变阻器7进入空载待机状态,若在30秒内再次触发引弧信号并检测到电流大于300a并持续超过10秒,则关闭焊机主机6,人工排除故障。而现有的二次防漏电保护装置,只能通过漏电保护装置实现一次侧的短路保护功能,当二次侧的焊接变阻器7、线缆、焊枪等部件短路时,保护装置无法动作,不能关断短路电流,导致极大的短路电流造成人员伤害和设备损失。利用本发明的二次侧防触电保护装置使得每台焊接变阻器7均具有独立的检测短路状态并切断短路电流的功能,能够保障人员及设备安全。
[0061]
4、具有根据工作状态自动开关焊机主机6的功能。
[0062]
当六台焊接变阻器7都处于空载状态,且时长超过10分钟时,plc控制器发出信号切断焊机主机6一次侧线圈电源,焊机主机6停止工作。当有焊工作业时,引弧信号通过plc控制器启动焊机一次线圈电源,即可开始焊接作业。本发明保护装置的该功能大幅减少了设备空载时间,降低了设备能耗,节约了成本。因多工位直流焊机空载功率可达3.5kw,以车间焊机空载工况所占总时长的比例计算,每年可节约电能达2万度以上。
[0063]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制,对于本领域的普通专业技术人员来说,可以对前述各实施例所记载的具体技术方案进行修改,或者对其中部分技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本发明所保护技术方案的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips