
 商标分类
商标分类  商标转让
商标转让 
一种包裹式抽气防尘的连续气焊装置的制作方法
 2021-01-29 15:01:05|
2021-01-29 15:01:05| 283|
283| 起点商标网
起点商标网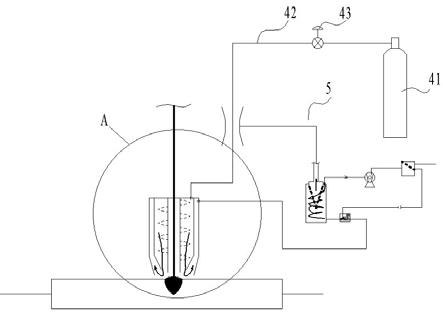
[0001]
本发明涉及焊接技术领域,具体为一种包裹式抽气防尘的连续气焊装置。
背景技术:
[0002]
焊接是一种常见的零件连接方式,焊接方式分为很多种,其中为了防止焊缝位置氧化,且便于长直线自动化焊接而产生的气保焊是一种常见的焊接方式。
[0003]
气保焊需要使用保护性气体喷射到焊接位置周围,隔绝焊接位置和周围空气,防止高温时氧气对焊接位置的金属氧化,保护性气体最常用的是氩气或二氧化碳,氩气效果更佳。
[0004]
氩气保护的焊接需要使用大量的氩气,焊接成本提升,焊接过程也会产生大量的灰尘,这些灰尘被保护性氩气吹开漂浮到周围空气中,大大恶化作业环境,对于现场的工人身体产生危害,也容易引起厂房危险,现有技术大多从厂房大环境入手来抽吸收集灰尘,对于现场工人的作业环境改善有限。
技术实现要素:
[0005]
本发明的目的在于提供一种包裹式抽气防尘的连续气焊装置,以解决上述背景技术中提出的问题。
[0006]
为了解决上述技术问题,本发明提供如下技术方案:一种包裹式抽气防尘的连续气焊装置,包括焊炬、焊丝、焊丝架、焊接电源、氩气瓶、输气管,焊丝储放在焊丝架上,焊丝一头牵拉导入焊炬中,焊炬紧贴待焊接工件表面沿焊缝移动,焊接电源包括可调电压的电源和作为两极的电刷和电夹,电夹夹持在待焊接的工件上,电刷与焊丝接触滑动,氩气瓶通过输气管与焊炬连接,焊炬将输气管输送过来的氩气沿焊丝朝向焊缝吹出,气焊装置还包括抽气结构,抽气结构抽取焊缝位置处的气体。氩气对于焊接时刻的焊缝起到遮蔽保护作用,防止周围环境的氧气到达焊接位置而造成金属氧化,焊缝位置在焊接过程中会有大量的灰尘产生,混合着焊丝中胶结剂的挥发物和保护性气体氩气,而一处焊接完毕后,氩气与灰尘都会散落在的该处得不到处理,被后续焊接过程氩气吹得散播开来,十分影响焊接场所的环境,本申请通过抽气结构,将焊接完毕后焊缝位置的混合组分抽吸走,尤其是灰尘与氩气,灰尘进行后续的收集处理,而氩气则与混合组分中的氧气分离后还能再次回流利用,节省氩气瓶的氩气用量,抽气结构紧靠焊缝位置,尽量抽取氩气与灰尘,减少外部环境空气的抽入量。
[0007]
进一步的,焊炬包括入气腔、抽气腔和导丝孔,导丝孔位于焊炬中心位置,导丝孔内竖直通过焊丝,入气腔作为环层结构包围导丝孔,入气腔下端敞开朝向焊缝,入气腔顶部连接输气管,抽气腔作为环层结构包围入气腔,抽气腔下端也敞开,抽气腔上端壁面连接抽气结构。入气腔上端通入氩气,氩气从入气腔下端喷射而出包围焊丝与焊缝的接触点,焊丝与焊缝的接触点也就是焊接进行位置,抽气位置是个环层包围氩气喷射位置,喷射下来的氩气保护焊接位置完成焊接后,气流裹带焊接过程产生的灰尘从抽气腔下端被抽走,不会
有灰尘散落到焊接位置的周围,在抽气过程中,因为工件位置固定而焊炬需要移动,所以,抽气腔底部不能与工件进行接触,从而会有缝隙,在抽气腔抽气过程中,会有部分周围空气经由缝隙被抽吸进来,抽走的混合组分在后续如果需要进行氩气回收回流的话,需要对于经由抽气腔下端缝隙进来的少量氧气进行处理。
[0008]
进一步的,入气腔内设置旋流叶片,旋流叶片将氩气以螺旋向下的流动方式喷出。螺旋状喷出的氩气,在起到保护焊接位置的同时,可以扫除焊缝路径上产生的灰尘,因为,焊接产生的灰尘往焊接前方挥洒后,如果是垂直喷射而下的氩气,则会将灰尘无规则吹动,而螺旋状流动的氩气则卷积起灰尘后,使其做离心运动而远离焊接位置去往抽气腔环形入气口下方,让即将焊接的位置洁净,提高焊接质量。
[0009]
进一步的,抽气结构为抽尘回流组件,抽尘回流组件包括主气管、分离筒、回流管、排气管、引风机和尘仓,主气管一端连接抽气腔、一端连接分离筒,分离筒进行离心分离,分离筒中心位置氩气组分通过回流管连接至输气管上,分离筒圆周侧壁连接排气管一端,排气管上还依次设置引风机和尘仓,引风机抽吸分离筒内组分吹往尘仓,尘仓内设置滤网截留灰尘。输气管内的高速气流对于分离筒内中央部分的气体起抽吸作用,分离筒另一个排气通道上设置的引风机也起到抽吸作用,共同经由主气管抽吸抽气腔内组分,抽吸过来的是大量的氩气、全部的灰尘、少量的空气,灰尘在分离筒内离心分离从分离筒侧壁排往排气管,而另一条排放通道则是通往输气管的,用于将回收回来的氩气进行回流操作,减小氩气瓶内氩气消耗,含有灰尘的气体在通过尘仓时被过滤,灰尘被收集定期处理。
[0010]
进一步的,抽尘回流组件还包括电子加载组件和第二电源,电子加载组件设置在主气管上,电子加载组件往过流气体混合物中充入电子群,第二电源往电子加载组件内补充电子;分离筒包括外筒体和锥形滤网,外筒体侧壁底部沿切向设置进气口,外筒体顶部外缘位置设置尘氧排出口,锥形滤网设置在外筒体内中心轴线上,锥形滤网锥尖朝向进气口,锥形滤网尾部连接回流管,锥形滤网上接入直流电压的负极。
[0011]
锥形滤网上接入直流电压的负极所以锥形滤网上充满负电荷,电子加载组件产生的电子群注入到主气管内的气体混合物中,氩气是稳定元素,不易与电子结合,而氧气分子则较为容易得与电子结合成为负氧离子,灰尘上也容易粘附电子,进入分离筒的主要气体分/原子按浓度大小排序是氩原子、氮分子、负氧离子,加上灰尘颗粒物成为四个主要组分,其中的负氧离子和带电灰尘颗粒物受到锥形滤网的排斥而不易穿过锥形滤网排往回流管,灰尘颗粒物也因为进入时候的切向而旋转流动,最终达到分离效果,回流往输气管的是氩气与氮气,虽然氮气对于焊接会有些微的影响,没有氩气稳定,但是,经由抽气腔抽吸进来的只是少量的空气,大部分还是入气腔喷射下来的氩气,在分离筒内将对于焊接产生较大影响的氧气去除,微量的氮气回流混合保护气到达焊接位置影响程度小。
[0012]
进一步的,电子加载组件包括壳体和设置在壳体内的过流孔、器件腔、电极片和激光器,过流孔作为主气管过流通道,器件腔内设置电极片和激光器,激光器朝向电极片发射激发光,电极片被照射面紧靠过流孔,第二电源与电极片相连接。第二电源是个直流电,其负极连接着电极片,第二电源为电极片补充电子,而电极片上由于被激光照射而从金属表面溢出电子,溢出的电子混入过流孔内的气流中,与氧分子、灰尘颗粒结合。
[0013]
进一步的,尘仓内过滤通路上设置带电滤网,滤网与第二电源的正极连接。滤网堆
积的正电荷量等于电极片上积攒的以及溢出的电子量,负氧离子穿过滤网时正负电荷中和而往后排出中性氧分子,带电的灰尘颗粒物也更高效地被滤网截留下来堆积在尘仓底部。
[0014]
进一步的,抽尘回流组件还包括射流管,射流管主管连接输气管,射流管喉部连接回流管,输气管上设置调压阀,调压阀位于射流管与氩气瓶之间。射流管是一文丘里管,借助主管路-输气管上来自氩气瓶的高速气流产生抽吸作用,抽吸分离筒内经过锥形滤网分离过滤后的氩气,节省回流管上的过流动力输入结构,调压阀调配射流管主气路上的气流速度。
[0015]
与现有技术相比,本发明所达到的有益效果是:本发明使用氩气瓶往焊炬内通入保护气氩气,焊炬夹持焊丝沿焊缝移动进行焊接,抽气腔底部抽走螺旋射流下来的氩气气流、焊接产生的灰尘以及少量的泄漏进来的空气,混合气在主气管内注入大量电子,电子与氧分子、灰尘结合,在分离筒内无法穿过锥形滤网,而大量的氩气穿过锥形滤网后回流至输气管内重新作为保护气被使用,节约氩气,焊接成本降低;焊接过程的灰尘得到抽吸与收集,改善焊接环境;因为氩气被回流再利用,所以,焊丝位置的氩气喷射量可以较大,充分隔离外部空气,外部泄漏进来的微量空气中的氧分子可以在回流过程被分离处理,防止焊缝产生氧化。
附图说明
[0016]
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1是本发明的基础结构示意图;图2是本发明带有抽尘回流组件后焊接位置处的结构示意图;图3为图2中的视图a;图4是本发明带有抽尘回流组件的结构示意图;图5是本发明电子加载组件的结构示意图;图6是本发明分离筒分离原理图;图7是本发明尘仓中和电荷的原理图。
[0017]
图中:1-焊炬、11-入气腔、111-旋流叶片、12-抽气腔、13-导丝孔、2-焊丝、31-焊丝架、32-焊接电源、321-电刷、322-电夹、41-氩气瓶、42-输气管、43-调压阀、5-抽尘回流组件、51-主气管、52-电子加载组件、521-过流孔、522-器件腔、523-电极片、524-激光器、53-分离筒、531-外筒体、5311-进气口、5312-尘氧排出口、532-锥形滤网、54-回流管、55-排气管、56-引风机、57-尘仓、571-滤网、58-第二电源、59-射流管。
具体实施方式
[0018]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0019]
请参阅图1-7,本发明提供技术方案:一种包裹式抽气防尘的连续气焊装置,包括焊炬1、焊丝2、焊丝架31、焊接电源32、氩气
瓶41、输气管42,焊丝2储放在焊丝架31上,焊丝2一头牵拉导入焊炬1中,焊炬1紧贴待焊接工件表面沿焊缝移动,焊接电源32包括可调电压的电源和作为两极的电刷321和电夹322,电夹322夹持在待焊接的工件上,电刷321与焊丝2接触滑动,氩气瓶41通过输气管42与焊炬1连接,焊炬1将输气管42输送过来的氩气沿焊丝2朝向焊缝吹出,气焊装置还包括抽气结构,抽气结构抽取焊缝位置处的气体。氩气对于焊接时刻的焊缝起到遮蔽保护作用,防止周围环境的氧气到达焊接位置而造成金属氧化,焊缝位置在焊接过程中会有大量的灰尘产生,混合着焊丝中胶结剂的挥发物和保护性气体氩气,而一处焊接完毕后,氩气与灰尘都会散落在的该处得不到处理,被后续焊接过程氩气吹得散播开来,十分影响焊接场所的环境,本申请通过抽气结构,将焊接完毕后焊缝位置的混合组分抽吸走,尤其是灰尘与氩气,灰尘进行后续的收集处理,而氩气则与混合组分中的氧气分离后还能再次回流利用,节省氩气瓶的氩气用量,抽气结构紧靠焊缝位置,尽量抽取氩气与灰尘,减少外部环境空气的抽入量。
[0020]
焊炬1包括入气腔11、抽气腔12和导丝孔13,导丝孔13位于焊炬1中心位置,导丝孔13内竖直通过焊丝2,入气腔11作为环层结构包围导丝孔13,入气腔11下端敞开朝向焊缝,入气腔11顶部连接输气管42,抽气腔12作为环层结构包围入气腔11,抽气腔12下端也敞开,抽气腔12上端壁面连接抽气结构。入气腔11上端通入氩气,氩气从入气腔11下端喷射而出包围焊丝与焊缝的接触点,焊丝与焊缝的接触点也就是焊接进行位置,抽气位置是个环层包围氩气喷射位置,如图3所示,喷射下来的氩气保护焊接位置完成焊接后,气流裹带焊接过程产生的灰尘从抽气腔12下端被抽走,不会有灰尘散落到焊接位置的周围,在抽气过程中,因为工件位置固定而焊炬1需要移动,所以,抽气腔12底部不能与工件进行接触,从而会有缝隙,在抽气腔12抽气过程中,会有部分周围空气经由缝隙被抽吸进来,抽走的混合组分在后续如果需要进行氩气回收回流的话,需要对于经由抽气腔12下端缝隙进来的少量氧气进行处理。
[0021]
入气腔11内设置旋流叶片111,旋流叶片111将氩气以螺旋向下的流动方式喷出。螺旋状喷出的氩气,在起到保护焊接位置的同时,可以扫除焊缝路径上产生的灰尘,因为,焊接产生的灰尘往焊接前方挥洒后,如果是垂直喷射而下的氩气,则会将灰尘无规则吹动,而螺旋状流动的氩气则卷积起灰尘后,使其做离心运动而远离焊接位置去往抽气腔12环形入气口下方,让即将焊接的位置洁净,提高焊接质量。
[0022]
抽气结构为抽尘回流组件5,抽尘回流组件5包括主气管51、分离筒53、回流管54、排气管55、引风机56和尘仓57,主气管51一端连接抽气腔12、一端连接分离筒53,分离筒53进行离心分离,分离筒53中心位置氩气组分通过回流管54连接至输气管42上,分离筒53圆周侧壁连接排气管55一端,排气管55上还依次设置引风机56和尘仓57,引风机56抽吸分离筒53内组分吹往尘仓57,尘仓57内设置滤网截留灰尘。输气管42内的高速气流对于分离筒53内中央部分的气体起抽吸作用,分离筒53另一个排气通道上设置的引风机56也起到抽吸作用,共同经由主气管51抽吸抽气腔12内组分,抽吸过来的是大量的氩气、全部的灰尘、少量的空气,灰尘在分离筒53内离心分离从分离筒53侧壁排往排气管55,而另一条排放通道则是通往输气管42的,用于将回收回来的氩气进行回流操作,减小氩气瓶41内氩气消耗,含有灰尘的气体在通过尘仓57时被过滤,灰尘被收集定期处理。
[0023]
抽尘回流组件5还包括电子加载组件52和第二电源58,电子加载组件52设置在主
气管51上,电子加载组件52往过流气体混合物中充入电子群,第二电源58往电子加载组件52内补充电子;分离筒53包括外筒体531和锥形滤网532,外筒体531侧壁底部沿切向设置进气口5311,外筒体531顶部外缘位置设置尘氧排出口5312,锥形滤网532设置在外筒体531内中心轴线上,锥形滤网532锥尖朝向进气口5311,锥形滤网532尾部连接回流管54,锥形滤网532上接入直流电压的负极。
[0024]
锥形滤网532上接入直流电压的负极所以锥形滤网532上充满负电荷,电子加载组件52产生的电子群注入到主气管51内的气体混合物中,氩气是稳定元素,不易与电子结合,而氧气分子则较为容易得与电子结合成为负氧离子,灰尘上也容易粘附电子,如图6所示,进入分离筒53的主要气体分/原子按浓度大小排序是氩原子、氮分子、负氧离子,加上灰尘颗粒物成为四个主要组分,其中的负氧离子和带电灰尘颗粒物受到锥形滤网532的排斥而不易穿过锥形滤网532排往回流管54,灰尘颗粒物也因为进入时候的切向而旋转流动,最终达到分离效果,回流往输气管42的是氩气与氮气,虽然氮气对于焊接会有些微的影响,没有氩气稳定,但是,经由抽气腔12抽吸进来的只是少量的空气,大部分还是入气腔11喷射下来的氩气,在分离筒53内将对于焊接产生较大影响的氧气去除,微量的氮气回流混合保护气到达焊接位置影响程度小。
[0025]
电子加载组件52包括壳体和设置在壳体内的过流孔521、器件腔522、电极片523和激光器524,过流孔521作为主气管51过流通道,器件腔522内设置电极片523和激光器524,激光器524朝向电极片523发射激发光,电极片523被照射面紧靠过流孔521,第二电源58与电极片523相连接。第二电源58是个直流电,其负极连接着电极片523,第二电源58为电极片523补充电子,而电极片523上由于被激光照射而从金属表面溢出电子,溢出的电子混入过流孔521内的气流中,与氧分子、灰尘颗粒结合。
[0026]
尘仓57内过滤通路上设置带电滤网571,滤网571与第二电源58的正极连接。滤网571堆积的正电荷量等于电极片523上积攒的以及溢出的电子量,如图7所示,负氧离子穿过滤网571时正负电荷中和而往后排出中性氧分子,带电的灰尘颗粒物也更高效地被滤网571截留下来堆积在尘仓57底部。
[0027]
抽尘回流组件5还包括射流管59,射流管59主管连接输气管42,射流管59喉部连接回流管54,输气管42上设置调压阀43,调压阀43位于射流管59与氩气瓶41之间。射流管59是一文丘里管,借助主管路-输气管42上来自氩气瓶41的高速气流产生抽吸作用,抽吸分离筒53内经过锥形滤网分离532过滤后的氩气,节省回流管54上的过流动力输入结构,调压阀43调配射流管59主气路上的气流速度。
[0028]
本发明的工作原理:氩气瓶41往焊炬1内通入保护气氩气,焊炬1夹持焊丝2沿焊缝移动进行焊接,抽气腔12底部抽走螺旋射流下来的氩气气流、焊接产生的灰尘以及少量的泄漏进来的空气,混合气在主气管51内注入大量电子,电子与氧分子、灰尘结合,在分离筒3内无法穿过锥形滤网,而大量的氩气穿过锥形滤网后回流至输气管42内重新作为保护气被使用。
[0029]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖
非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0030]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips