
 商标分类
商标分类  商标转让
商标转让 
一种自动化组装钢丝绳扣设备的制作方法
 2021-01-29 14:01:49|
2021-01-29 14:01:49| 246|
246| 起点商标网
起点商标网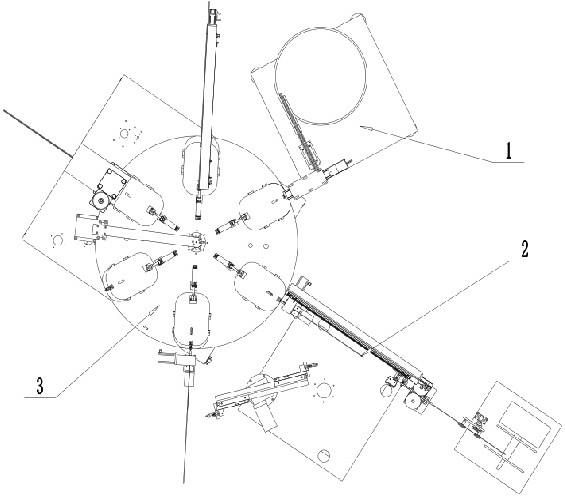
[0001]
本发明涉及机械自动化和钢丝绳设备技术领域,特别涉及一种自动化组装钢丝绳扣设备。
背景技术:
[0002]
钢丝绳是将力学性能和几何尺寸符合要求的钢丝按照一定的规则捻制在一起的螺旋状钢丝束,钢丝绳由钢丝、绳芯及润滑脂组成。在物料搬运机械中,供提升、牵引、拉紧和承载之用,钢丝绳的强度高、自重轻、工作平稳、不易骤然整根折断,工作可靠。钢丝绳装配组装结构如u型卡扣,其主要与钢丝绳相配合组装使用,对于安装、调节或运输等的物料、物品进行固定、限位的部件,当前现有的用于与钢丝绳相配合使用的u型卡扣,组装费时费力,其韧性差、结构复杂,适应性差,且组装时不便于进行调节,同时组装后存在滑动、断裂的危险,具有极大的安全隐患等,已不能满足现有的钢丝绳扣高标准组装。而且在很多生产线上涉及到绳子和扣组装这一块,大部分企业采用手工操作,这样不仅效率低,速度慢,而且需要大量的劳动力,不能为钢丝绳定尺,造成一些尺寸上的不准确,影响生产,因此,需要发明一种能够自动化定尺及组装钢丝绳扣的设备。
技术实现要素:
[0003]
针对上述问题,本发明提供了一种自动化组装钢丝绳扣设备,通过震动上料盘依次将钢丝扣上到出料槽内,通过取扣夹将钢丝扣放到钢丝扣放置槽内,通过定尺主动输送机构向前输送钢丝,通过送钢丝夹将钢丝带到左端,通过下从动机构和上转动轮机构夹紧钢丝穿到钢丝扣放置槽内的钢丝扣中完成自动化钢丝绳的上料;通过钢丝环下定尺机构和钢丝环上定尺机构向外拉扯钢丝,使钢丝在钢丝组装机构的内部形成一个较小的钢丝耳环,完成钢丝耳环的定尺,通过冲压钢丝扣机构将钢丝扣冲压,通过下料装置将钢丝绳扣下料,到此工作完成一个循环,无需人工操作,效率更高。
[0004]
本发明所使用的技术方案是:一种自动化组装钢丝绳扣设备,包括:钢丝扣上料系统、钢丝绳上料系统、钢丝绳扣装配系统;所述的钢丝扣上料系统包括:第一固定架、震动上料盘、出料槽、取钢丝扣装置;所述的钢丝绳上料系统包括:钢丝存储固定架、放钢丝卷机构、第二滑道、送钢丝夹、剪钢丝机构、送钢丝装置;所述的钢丝绳扣装配系统包括:第二固定架、舵机、转动盘、钢丝组装机构、抬升电缸、钢丝环定尺装置、冲压钢丝扣机构、下料装置;所述的第一固定架上固定安装有震动上料盘,震动上料盘的出料口位置与出料槽连接,出料槽的上方安装有取钢丝扣装置;所述的钢丝存储固定架上安装有放钢丝卷机构,放钢丝卷机构内部放有钢丝卷;第二滑道位于放钢丝卷机构的上方左侧,第二滑道下滑动安装有送钢丝夹,第二滑道的右端正下方固定安装有剪钢丝机构,第二滑道的左端下方安装有送钢丝装置;所述的第二固定架上固定安装有舵机,舵机的轴与转动盘固定连接,转动盘
上均匀安装有若干个钢丝组装机构,每个钢丝组装机构的上端面与抬升电缸的活塞杆端铰座固定连接,抬升电缸的固定座安装在转动盘上端面;钢丝环定尺装置固定安装在第二固定架的前方右上角位置处;冲压钢丝扣机构固定安装在第二固定架上靠左位置处;下料装置位于转动盘上方靠后位置处。
[0005]
优选的,所述的钢丝扣上料系统的取钢丝扣装置包括:第一滑道、第一步进电机、第一滑块、伸缩取料杆、取扣夹;所述的第一滑道的端部固定安装有第一步进电机,第一步进电机的电机轴与第一滑道的螺纹轴连接,第一滑道的下端面滑动安装有第一滑块,第一滑块的下端面与伸缩取料杆的上端固定连接,伸缩取料杆的下端与取扣夹连接。
[0006]
优选的,所述的钢丝绳上料系统的送钢丝装置包括:上转动轮机构、升降滑道、下从动机构;所述的上转动轮机构位于第二滑道的左端下方,上转动轮机构的送料轮与下从动机构的上送料轮对准,下从动机构滑动安装在升降滑道左侧,升降滑道固定安装在固定架上。
[0007]
优选的,所述的钢丝绳上料系统还包括:理钢丝架、定尺主动输送机构、固定杆、旋转杆、送钢丝头;所述的理钢丝架固定安装在钢丝存储固定架的底板上,理钢丝架的上滑轮与定尺主动输送机构的上滑轮对准,定尺主动输送机构位于理钢丝架与剪钢丝机构的中间位置;固定杆安装在送钢丝装置的前方,固定杆上固定安装有舵机,舵机的轴与旋转杆连接,旋转杆的端部固定安装有送钢丝头。
[0008]
优选的,所述的钢丝绳扣装配系统的钢丝环定尺装置包括:钢丝环上定尺机构、钢丝环下定尺机构;所述的钢丝环上定尺机构位于钢丝环下定尺机构上,钢丝环上定尺机构的下滑动轮与钢丝环下定尺机构的上滑动轮对准,钢丝环下定尺机构的下端固定安装在第二固定架的前端面右上角处。
[0009]
优选的,所述的钢丝绳扣装配系统的下料装置包括:出料滑道、出料电机、出料夹;所述的出料滑道位于转动盘的的上方靠后位置,出料滑道的端部固定安装有出料电机,出料电机的电机轴与出料滑道的螺纹轴连接,出料滑道的下端面安装有滑块,滑块下端面固定安装有出料夹。
[0010]
本发明的有益效果:(1)将钢丝扣放到震动上料盘内,通过震动上料盘依次将钢丝扣上到出料槽内,通过伸缩取料杆带动取扣夹向下移动抓到钢丝扣,通过取扣夹将钢丝扣放到钢丝扣放置槽内,实现自动化快速上料,节省了人工上料的时间;(2)通过定尺主动输送机构向前输送钢丝,通过送钢丝夹夹紧钢丝前端并移动到上转动轮机构位置处,通过下从动机构和上转动轮机构夹紧钢丝穿到钢丝扣放置槽内的钢丝扣中,最后通过剪钢丝机构将钢丝剪断,完成自动化钢丝绳的上料;(3)通过钢丝环下定尺机构的上滑轮和钢丝环上定尺机构的下滑轮挤住钢丝并转动向外拉扯钢丝,使钢丝从钢丝滑道中弹起,钢丝组装机构的内部形成一个较小的钢丝耳环,完成钢丝耳环的定尺,使钢丝耳环的大小更加精准;(4)通过冲压钢丝扣机构将钢丝扣冲压,通过舵机带动转动盘转动将冲压好的钢丝绳
扣移动到出料滑道的正下方位置,通过下料装置将钢丝绳扣拉出,完成钢丝绳扣的成品下料,到此工作完成一个循环,无需人工操作,效率更高。
附图说明
[0011]
图1、图2、图3为本发明的整体结构示意图。
[0012]
图4为本发明的钢丝扣上料系统结构示意图。
[0013]
图5、图6为本发明的钢丝绳上料系统结构示意图。
[0014]
图7、图8、图9为本发明的钢丝绳扣装配系统结构示意图。
[0015]
图10、图11为本发明钢丝绳扣装配系统的钢丝组装机构的结构示意图。
[0016]
附图标号:1-钢丝扣上料系统;2-钢丝绳上料系统;3-钢丝绳扣装配系统;101-第一固定架;102-震动上料盘;103-出料槽;104-第一滑道;105-第一步进电机;106-第一滑块;107-伸缩取料杆;108-取扣夹;201-钢丝存储固定架;202-放钢丝卷机构;203-理钢丝架;204-定尺主动输送机构;205-第二滑道;206-送钢丝夹;207-剪钢丝机构;208-上转动轮机构;209-升降滑道;210-下从动机构;211-固定杆;212-旋转杆;213-送钢丝头;301-第二固定架;302-舵机;303-转动盘;304-钢丝组装机构;305-抬升电缸;306-钢丝环上定尺机构;307-钢丝环下定尺机构;308-冲压钢丝扣机构;309-出料滑道;310-出料电机;311-出料夹;3041-上夹板;3042-连接块;3043-矩形槽;3044-下夹板;3045-钢丝滑道;3046-钢丝扣放置槽。
具体实施方式
[0017]
下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
[0018]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、
ꢀ“
相连”、
ꢀ“
连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0019]
实施例,如图1-11所示,一种自动化组装钢丝绳扣设备,包括:钢丝扣上料系统1、钢丝绳上料系统2、钢丝绳扣装配系统3;钢丝扣上料系统1包括:第一固定架101、震动上料盘102、出料槽103、取钢丝扣装置;具体地,通过钢丝扣上料系统1持续为设备上料钢丝扣;钢丝绳上料系统2包括:钢丝存储固定架201、放钢丝卷机构202、第二滑道205、送钢丝夹206、剪钢丝机构207、送钢丝装置;具体地,通过钢丝绳上料系统2为设备上钢丝并定尺;钢丝绳扣装配系统3包括:第二固定架301、舵机302、转动盘303、钢丝组装机构304、抬升电缸305、钢丝环定尺装置、冲压钢丝扣机构308、下料装置;具体地,通过钢丝绳扣装配系统3将钢丝绳与钢丝扣装配完成;第一固定架101上固定安装有震动上料盘102,震动上料盘102的出料口位置与出料槽103连接,出料槽103的上方安装有取钢丝扣装置,通过震动上料盘102将钢丝扣依次放到出
料槽103上,然后通过取钢丝扣装置依次将钢丝扣放到钢丝扣放置槽3046内;钢丝存储固定架201上安装有放钢丝卷机构202,放钢丝卷机构202内部放有钢丝卷,放钢丝卷机构202可以缓慢释放钢丝;第二滑道205位于放钢丝卷机构202的上方左侧,第二滑道205下滑动安装有送钢丝夹206,通过第二滑道205端部的电机带动送钢丝夹206移动送钢丝,第二滑道205的右端正下方固定安装有剪钢丝机构207,第二滑道205的左端下方安装有送钢丝装置,通过送钢丝装置能够将送钢丝夹206带过来的钢丝插到钢丝组装机构304内;第二固定架301上固定安装有舵机302,舵机302的轴与转动盘303固定连接,通过舵机302带动转动盘303转动从而使钢丝绳扣组装按照顺序完成,转动盘303上均匀安装有若干个钢丝组装机构304,每个钢丝组装机构304的上端面与抬升电缸305的活塞杆端铰座固定连接,抬升电缸305的固定座安装在转动盘303上端面,通过抬升电缸305可以将钢丝组装机构304打开或者关闭;钢丝环定尺装置固定安装在第二固定架301的前方右上角位置处,通过钢丝环定尺装置将钢丝缩小成定量的钢丝耳环,冲压钢丝扣机构308固定安装在第二固定架301上靠左位置处,通过冲压钢丝扣机构308冲压钢丝扣;下料装置位于转动盘303上方靠后位置处,通过下料装置将装配好的钢丝绳扣取出。
[0020]
本发明实施例的一个可选实施方式中,如图4所示,钢丝扣上料系统1的取钢丝扣装置包括:第一滑道104、第一步进电机105、第一滑块106、伸缩取料杆107、取扣夹108;第一滑道104的端部固定安装有第一步进电机105,第一步进电机105的电机轴与第一滑道104的螺纹轴连接,第一滑道104的下端面滑动安装有第一滑块106, 通过第一步进电机105带动第一滑道104的螺纹轴转动从而带动第一滑块106滑动,第一滑块106的下端面与伸缩取料杆107的上端固定连接,伸缩取料杆107的下端与取扣夹108连接,通过伸缩取料杆107带动取扣夹108上下移动从而拿取或放下钢丝扣。
[0021]
本发明实施例的一个可选实施方式中,如图5、图6所示,钢丝绳上料系统2的送钢丝装置包括:上转动轮机构208、升降滑道209、下从动机构210;上转动轮机构208位于第二滑道205的左端下方,上转动轮机构208的送料轮与下从动机构210的上送料轮对准,下从动机构210滑动安装在升降滑道209左侧,升降滑道209固定安装在固定架上,通过下从动机构210上下滑动从而使其上的滑动轮与上转动轮机构208的下滑轮接触或分开。
[0022]
钢丝绳上料系统2还包括:理钢丝架203、定尺主动输送机构204、固定杆211、旋转杆212、送钢丝头213;理钢丝架203固定安装在钢丝存储固定架201的底板上,通过理钢丝架203将钢丝绷直,理钢丝架203的上滑轮与定尺主动输送机构204的上滑轮对准,通过定尺主动输送机构204带动钢丝向左移动,定尺主动输送机构204位于理钢丝架203与剪钢丝机构207的中间位置,通过剪钢丝机构207将钢丝剪断;固定杆211安装在送钢丝装置的前方,固定杆211上固定安装有舵机,舵机的轴与旋转杆212连接,旋转杆212的端部固定安装有送钢丝头213,通过舵机带动旋转杆212转动从而将夹有钢丝的送钢丝头213转动到钢丝环上定尺机构306位置。
[0023]
本发明实施例的一个可选实施方式中,如图7-9所示,钢丝绳扣装配系统3的钢丝环定尺装置包括:钢丝环上定尺机构306、钢丝环下定尺机构307;钢丝环上定尺机构306位于钢丝环下定尺机构307上,钢丝环上定尺机构306的下滑动轮与钢丝环下定尺机构307的上滑动轮对准,钢丝环下定尺机构307的下端固定安装在第二
固定架301的前端面右上角处,通过钢丝环下定尺机构307上下移动使其上的滑动轮与钢丝环上定尺机构306的下面滑动轮接触或分开。
[0024]
钢丝绳扣装配系统3的下料装置包括:出料滑道309、出料电机310、出料夹311;出料滑道309位于转动盘303的的上方靠后位置,出料滑道309的端部固定安装有出料电机310,出料电机310的电机轴与出料滑道309的螺纹轴连接,出料滑道309的下端面安装有滑块,滑块下端面固定安装有出料夹311,通过出料电机310带动出料滑道309的螺纹轴转动从而带动出料夹311移动,通过出料夹311夹取完成后的钢丝绳扣。
[0025]
本发明实施例的一个可选实施方式中,如图10、图11所示,钢丝组装机构304包括:上夹板3041、连接块3042、矩形槽3043、下夹板3044、钢丝滑道3045、钢丝扣放置槽3046;上夹板3041上端面与抬升电缸305的活塞杆端铰座固定连接,通过抬升电缸305带动上夹板3041打开或关闭,上夹板3041上设有矩形槽3043,从矩形槽3043可以将钢丝扣放到钢丝扣放置槽3046,上夹板3041的侧面转动安装有连接块3042,连接块3042的下端与下夹板3044的侧面转动连接,下夹板3044上设有钢丝滑道3045,通过钢丝滑道3045方便钢丝在其中顺着滑道转一圈,下夹板3044的靠前端设有钢丝扣放置槽3046。
[0026]
本发明工作原理:使用时首先将钢丝扣放到震动上料盘102内,通过震动上料盘102依次将钢丝扣上到出料槽103内,通过伸缩取料杆107带动取扣夹108向下移动抓到钢丝扣,然后通过第一步进电机105带动第一滑块106移动从而带动伸缩取料杆107移动到钢丝组装机构304上方,通过取扣夹108将钢丝扣从矩形槽3043放到钢丝扣放置槽3046内,完成钢丝扣上料;下一步通过舵机302带动转动盘303转动使放有钢丝扣的钢丝组装机构304移动到上转动轮机构208的前方,通过定尺主动输送机构204向前输送钢丝,通过送钢丝夹206夹紧钢丝前端并移动到上转动轮机构208位置处,通过下从动机构210向上移动将钢丝夹到上转动轮机构208的滑轮与下从动机构210的滑轮中间并转动将钢丝从穿到钢丝扣放置槽3046内的钢丝扣的孔内,然后继续将钢丝顺着钢丝滑道3045推动使钢丝的一头又从钢丝扣放置槽3046内的钢丝扣中穿出,接着通过剪钢丝机构207将钢丝剪断,完成一个钢丝绳的上料;再下一步,通过舵机302带动转动盘303转动从而将穿好钢丝的钢丝组装机构304移动到钢丝环上定尺机构306处,然后抬升电缸305将上夹板3041顶起,通过钢丝环下定尺机构307的上滑轮和钢丝环上定尺机构306的下滑轮挤住钢丝并转动向外拉扯钢丝,使钢丝从钢丝滑道3045中弹起,拉出指定的长度后,钢丝组装机构304的内部形成一个较小的钢丝耳环,然后钢丝环下定尺机构307向下移动松开钢丝,完成钢丝耳环的定尺;接着通过舵机302带动转动盘303转动将定尺好的钢丝耳环移动到冲压钢丝扣机构308下方,通过冲压钢丝扣机构308将钢丝扣冲压,然后继续通过舵机302带动转动盘303转动将冲压好的钢丝绳扣移动到出料滑道309的正下方位置,通过出料电机310带动出料夹311移动到钢丝绳上方使出料夹311夹住钢丝绳扣拉出,完成钢丝绳扣的成品下料,到此工作完成一个循环。
[0027]
在本发明的描述中,需要说明的是,术语“上”、“下”、
ꢀ“
前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 舵机

 热门咨询
热门咨询




tips