
 商标分类
商标分类  商标转让
商标转让 
一种高精度智能装配机构的制作方法
 2021-01-29 14:01:55|
2021-01-29 14:01:55| 199|
199| 起点商标网
起点商标网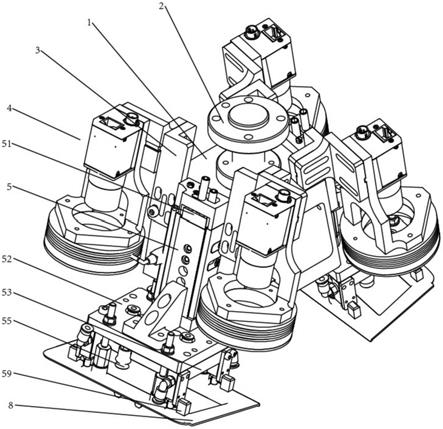
[0001]
本实用新型涉及汽车部件装配领域,具体为一种高精度智能装配机构。
背景技术:
[0002]
随着生活水平的不断提高,汽车已成为人们的主要代步工具,目前我国的汽车保有量约2.6亿辆左右,而且随着城市化地逐步推进,我国的汽车保有量仍有极大的增长空间。汽车行业竞争激烈,外观品质是影响消费者是否购买汽车的因素之一,高品质外观的汽车往往会受到消费者的青睐,而汽车仪表盘的外观品质则是消费者关注的重点。汽车仪表盘装配到车身上,多数是呈一定的倾斜角度且对称设置于汽车车身的操控台面上,保证消费者在开车时,眼睛可以很好地观看仪表盘上的数字,因此仪表盘装配的装配至关重要。现在的仪表盘的装配,多是采用螺接结合焊接的方式,但是螺接和焊接会出现对位不精准,导致仪表盘和车身出现安装位之间的间隙和面差不均匀,且容易出现压伤或划伤仪表盘,大大降低了仪表盘的外观品质,从而影响汽车的销售。
技术实现要素:
[0003]
本实用新型的目的在于提供一种高精度智能装配机构,以解决上述背景技术中提出的问题。
[0004]
为实现上述目的,本实用新型提供如下技术方案:一种高精度智能装配机构,包括安装座,所述安装座的上部中间设有连接器,所述安装座的四角设有结构相同的固定板,所述固定板连接有引导定位单元,所述安装座的两侧边对称设有两组伸出吸附单元,所述安装座底部中间设有标定柱;
[0005]
所述引导定位单元包含相机支架、引导相机,所述相机支架通过固定板固定在安装座上,所述引导相机和相机支架固定连接,且二者之间连接有光源支架,所述光源支架上固定安装有光源;
[0006]
所述伸出吸附单元包含伸出气缸,所述伸出气缸固定在安装座的侧边,所述伸出气缸的下端固定连接有吸盘支架,所述吸盘支架的下方设有第一吸盘连板和第二吸盘连板,所述第一吸盘连板固定在吸盘支架的中间位置,两个所述第一吸盘连板对称固定在吸盘支架的两侧位置,两个所述第一吸盘连板均设有两个产品吸盘,所述第二吸盘连板设有两个配重吸盘。
[0007]
进一步优选,所述安装座呈等腰梯形结构设计,其内开设有等腰梯形通槽。
[0008]
进一步优选,所述固定板采用三角板结构设计,卡接于安装座上,所述相机支架和光源支架均采用l型设计。
[0009]
进一步优选,所述引导相机和光源同轴度设置,所述光源呈圆环型设计,其中间圆孔正对着下方的吸盘支架的一端。
[0010]
进一步优选,所述伸出气缸和吸盘支架通过三角筋板固定连接。
[0011]
进一步优选,所述吸盘支架的下方设有四个方形排列的止档调节柱,所述止档调
节柱连接有圆柱型的弹性脚垫。
[0012]
进一步优选,两个所述第一吸盘连板的两端靠近产品吸盘位置均设有吸盘护板,所述吸盘护板连接有基准块。
[0013]
进一步优选,所述第二吸盘连板设置于两个第一吸盘连板的中间且和其垂直排列设置。
[0014]
进一步优选,所述配重吸盘和产品吸盘均采用无痕吸盘设计。
[0015]
进一步优选,所述配重吸盘吸附有配重块,所述配重块的底部连接有下拉吸盘。
[0016]
有益效果
[0017]
本实用新型的高精度智能装配机构,是一种全自动、高精度的装配机构,采用引导相机对产品和被装物的安装位进行轮廓拍摄,精确定位、抓取及装配,保证产品和安装物的安装位的间隙和面差均匀,标定柱能够提高装配过程的定位速度,提高工作效率,且用无痕吸盘吸附产品,保证产品上不会出现压痕、划痕,并用配重块压合产品,使产品和被装物结合更加紧密,不仅保证产品的外观美观,同时装配紧密,提升消费者对汽车的关注度。
附图说明
[0018]
图1为本实用新型实施例所公开的一种高精度智能装配机构的上轴侧结构示意图;
[0019]
图2为本实用新型实施例所公开的一种高精度智能装配机构的主视结构示意图;
[0020]
图3为本实用新型实施例所公开的一种高精度智能装配机构的吸盘结构示意图。
[0021]
附图标记
[0022]
1-安装座,2-连接器,3-固定板,4-引导定位单元,41-相机支架,42
-ꢀ
引导相机,43-镜头,44-光源支架,45-光源,5-伸出吸附单元,51-伸出气缸,52-吸盘支架,53-第一吸盘连板,54-第二吸盘连板,55-配重吸盘,56
-ꢀ
止档调节柱,57-吸盘护板,58-产品吸盘,59-基准块,6-标定柱,61-固定块,7-配重块,8-产品。
具体实施方式
[0023]
以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
[0024]
实施例
[0025]
如图1-3所示,一种高精度智能装配机构,包括安装座1,所述安装座的上部中间设有连接器2,所述安装座1的四角设有结构相同的固定板3,所述固定板3连接有引导定位单元4,所述安装座1的两侧边对称设有两组伸出吸附单元5,所述安装座1底部中间设有标定柱6;
[0026]
所述引导定位单元4包含相机支架41、引导相机42,所述相机支架41 通过固定板3固定在安装座1上,所述引导相机42和相机支架41固定连接,且二者之间连接有光源支架44,所述光源支架44上固定安装有光源45;
[0027]
所述伸出吸附单元5包含伸出气缸51,所述伸出气缸51固定在安装座1 的侧边,所述伸出气缸51的下端固定连接有吸盘支架52,所述吸盘支架52 的下方设有第一吸盘连板53和第二吸盘连板54,所述第一吸盘连板53固定在吸盘支架52的中间位置,两个所述第一
吸盘连板53对称固定在吸盘支架 52的两侧位置,两个所述第一吸盘连板53均设有两个产品吸盘58,所述第二吸盘连板54设有两个配重吸盘55。
[0028]
在本实施例中,所述引导定位单元4为四组,分设于安装座1的四角位置,两组所述引导定位单元4的中间设有一组伸出吸附单元5,形成一个具有高精度的抓取结构。在本实施例的高精度智能装配机构中,共有两组这样的抓取结构。通过两组引导定位单元4定位一个产品8,然后伸出吸附单元5抓取产品8进行装配,所述连接器2连接有机器人。
[0029]
其中,所述引导相机42的镜头43和光源45同轴度设计,所述镜头43 通过光源45上的圆孔对产品吸盘58即将吸附的产品8进行四角处拍照,进行抓取位置定位,保证产品抓取放置位置准确。然后在伸出气缸51的驱动下产品吸盘58吸附住产品8,在连接器2的带动下将产品8安装到被装物上。在装配的同时,所述引导相机42进行同步拍摄被装物的安装位,确保精确安装。通过引导相机42拍摄的产品8的轮廓角及被装物外边,可计算出二者的相对距离,进行位置调整纠正,从而使安装精度达到不大于0.06mm,保证产品8和被装物的间隙和面差均匀。在本实施例中,所述标定柱6上设有固定块61,用于安装固定标定柱6,所述标定柱6用于原点标定,提高本装配机构定位速度,使本装配机构能够快速到达记录位置,提高工作效率。
[0030]
优选的,所述安装座1呈等腰梯形结构设计,其内开设有等腰梯形通槽。
[0031]
优选的,所述固定板3采用三角板结构设计,四个固定板3卡接于安装座1的四个拐角上,用于固定四个引导相机42及其相配合的四个光源45,所述相机支架41和光源支架44均采用l型设计。
[0032]
进一步优选,所述引导相机42和光源45同轴度设置,所述光源45呈圆环型设计,其中间圆孔正对着下方的吸盘支架52的一端。
[0033]
优选的,所述伸出气缸51和吸盘支架52通过三角筋板固定连接,固定牢固,且保证伸出气缸51和吸盘支架52同步运行。
[0034]
优选的,所述吸盘支架52的下方设有四个方形排列的止档调节柱56,保证产品8在组装时,机构的运行准确,起限位止档的作用,所述止档调节柱 56连接有圆柱型的弹性脚垫561,使吸盘在吸取产品8时,带有一定的软缓冲,保护产品8,防止出现划伤或压痕。
[0035]
优选的,两个所述第一吸盘连板53的两端靠近产品吸盘58位置均设有吸盘护板57,吸盘护板57可以对产品吸盘58起到防护的效果,同时,固定基准块59,所述基准块59的颜色和产品不同,用作引导相机42拍摄位置的参考基准。
[0036]
优选的,所述第二吸盘连板54设置于两个第一吸盘连板53的中间且和其垂直排列设置。
[0037]
优选的,所述配重吸盘55和产品吸盘58均采用无痕吸盘设计,对产品8 的表面具有保护的效果,保证产品8表面的洁净度。
[0038]
优选的,所述配重吸盘55吸附有配重块7,所述配重块7的底部连接有下拉吸盘。在本实施例中,将产品8装配到被装物上,产品8通过热熔胶和被装物贴合,然后配重吸盘55吸附配重块7压合到产品上,同时在被装物的下面连接有气缸,通过下拉吸盘吸附住产品8上压合的配重块7,利用配重块 7自身的重力及下拉吸盘吸取配重块7时产生的向下拉力,使配重效果从 0.5kg提升到1.5kg,满足热熔胶装配时需要保持的压力,使产品8和被装物贴合更加紧密、牢固。
[0039]
本实施例中的高精度智能装配机构,其工作流程为:
[0040]
s1)将本机构驱动至产品8的上方,引导定位单元4动作,引导相机42 拍摄产品8轮廓,参考基准块59进行位置调整,然后伸出吸附单元5动作,伸出气缸51下行,驱动产品吸盘58吸取产品8;
[0041]
s2)将本机构移动至被装物上方,使产品8的贴合面和被装物安装位平行;
[0042]
s3)引导定位单元4动作,引导相机42拍摄产品8轮廓及被装物的安装位,进行位置调整,然后伸出吸附单元5动作,伸出气缸51下行,驱动产品吸盘58将产品8压合到被装物的安装位;
[0043]
s4)将本机构移动至配重块7的上方,引导定位单元4动作,引导相机 42拍摄配重块7轮廓,参考基准块59进行位置调整,然后伸出吸附单元5动作,伸出气缸51下行,配重吸盘55吸取配重块7;
[0044]
s5)将本机构移动至被装物上方,使配重块7的压合面和产品8平行;
[0045]
s6)引导定位单元4动作,引导相机42拍摄配重块7及产品8轮廓,进行位置调整,然后伸出吸附单元5动作,伸出气缸51下行,驱动配重吸盘55 将配重块7压合到产品8上,同时,下拉吸盘吸附住配重块7,使配重块7保持特定压力压合在产品8上,完成产品8的装配。
[0046]
在本申请中,产品8代表汽车仪表盘,被装物代表汽车车身的操控台面。
[0047]
最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips