
 商标分类
商标分类  商标转让
商标转让 
后轴总成数控加工通用定位工装的制作方法
 2021-01-29 14:01:57|
2021-01-29 14:01:57| 330|
330| 起点商标网
起点商标网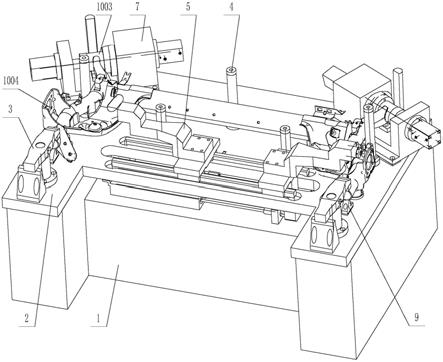
[0001]
本实用新型涉及一种后轴总成加工工装,特别是一种后轴总成数控加工通用定位工装。
背景技术:
[0002]
后轴总成是汽车底盘的重要传动部件,该后轴总成由横臂梁1001、位于横臂梁1001左右两端的纵臂梁1002构成(参见图10),纵臂梁1002的前后两端分别有焊接有轴套1003和盘古支架1004。在后轴总成整体焊接完成后,需要对盘古支架安装面进行加工。由于后轴总成的形状不规则,定位夹紧比较困难,目前都是局部夹紧,局部调整,局部加工,不仅操作非常麻烦,而且加工效率比较低,无法满足规模生产的需要。
技术实现要素:
[0003]
本实用新型要解决的技术问题是:提供一种后轴总成数控加工通用定位工装,以解决现有技术存在的操作麻烦、加工效率低的不足之处。
[0004]
解决上述技术问题的技术方案是:一种后轴总成数控加工通用定位工装,包括固定座、底板、两套夹紧组件、两套活动支撑块组件、两套轴套定位压紧组件,所述的底板安装在固定座的顶端,所述的两套轴套定位压紧组件对称安装在底板上,用于定位和压紧工件的轴套;所述的两套夹紧组件、两套活动支撑块组件分别对称安装在固定座和底板上,夹紧组件用于夹紧在工件的盘古支架一侧的纵臂梁上;活动支撑块组件用于支撑在工件的盘古支架安装位置处的纵臂梁底部。
[0005]
本实用新型的进一步技术方案是:所述的轴套定位压紧组件包括第一气缸、第一气缸固定座、固定座a、活动销、活动销套、轴套定位基准板、轴套定位销、压紧块、压紧块活动销、第二气缸固定座、第二气缸;所述的第一气缸通过第一气缸固定座安装在固定座a的一端,固定座a安装在底板上;活动销通过活动销套安装在固定座a内,且活动销的一端与第一气缸的伸出端连接;活动销的另一端与用于位于工件的轴套内孔的轴套定位销连接;所述的轴套定位基准板用于定位工件的轴套的一端端面,该轴套定位基准板连接在活动销套的端面上;所述的第二气缸通过第二气缸固定座安装在与第一气缸相对的固定座a另一端,压紧块活动销安装在第二气缸固定座内,且压紧块活动销的一端与第二气缸的伸出端连接,压紧块活动销的另一端与用于压紧工件的轴套另一端端面的压紧块连接。
[0006]
本实用新型的进一步技术方案是:在工件的轴套底部还安装有支撑块ⅱ,该支撑块ⅱ通过垫块固定在底板上。
[0007]
本实用新型的进一步技术方案是:所述的夹紧组件包括导向套、连接销、夹紧块、夹紧块支撑座、旋转销、旋转气缸固定座、旋转气缸;所述的旋转气缸通过旋转气缸固定座安装在固定座内,所述的导向套固定在底板上,所述的旋转销的一端与旋转气缸的活塞端部连接,旋转销的另一端伸出固定座,并依次穿过底板、导向套后通过连接销与夹紧块连接,夹紧块的一端通过夹紧块支撑座安装在底板上,夹紧块的另一端夹紧在工件的盘古支
架一侧的纵臂梁上。
[0008]
本实用新型的再进一步技术方案是:在夹紧块夹紧工件的纵臂梁位置处底部还安装有支撑块ⅲ,该支撑块ⅲ固定在底板上。
[0009]
本实用新型的进一步技术方案是:所述的活动支撑块组件包括支撑块ⅰ、伸缩销、伸缩销导套、支撑气缸、支撑气缸连接销、行程活动板、伸缩销挡圈、行程活动板固定套、行程活动板挡圈;所述的支撑气缸、行程活动板固定套分别固定在固定座的顶部,支撑气缸的伸出端与支撑气缸连接销的一端连接,支撑气缸连接销的另一端与行程活动板连接,行程活动板具有斜楔状表面,所述的伸缩销的中下部设有贯通孔,且贯通孔具有斜楔状内壁;所述的行程活动板安装在行程活动板固定套内并横穿过伸缩销的贯通孔,行程活动板的斜楔状表面与贯通孔的斜楔状内壁滑动配合;所述的行程活动板挡圈用于限位行程活动板的行程,该行程活动板挡圈安装在行程活动板固定套端部的固定座上;所述的伸缩销导套安装在底板上,伸缩销依次穿过行程活动板固定套、固定座、底板、伸缩销导套后其顶部与支撑块ⅰ连接,支撑块ⅰ支撑在工件的盘古支架安装位置处的纵臂梁底部;伸缩销的底部通过安装在行程活动板固定套底端的伸缩销挡圈进行限位。
[0010]
本实用新型的进一步技术方案是:所述的底板沿横向设有导轨安装槽;所述的后轴总成数控加工通用定位工装还包括压紧防颤组件,所述的压紧防颤组件包括液压缸、导轨、导轨滑块、导轨滑块连接块、压紧固定座、压紧调节装置、连接支座、紧固固定板、紧固连接销;所述的导轨安装在底板的导轨安装槽内;所述的液压缸、导轨滑块、导轨滑块连接块、压紧固定座、压紧调节装置、连接支座、紧固固定板、紧固连接销的数量均为两套且对称设置;所述的液压缸安装在底板的底部,液压缸的伸出端与紧固连接销的一端连接,紧固连接销的另一端穿过紧固固定板并通过紧固固定板端面上的螺母锁紧,紧固固定板与连接支座的底部固定连接,所述的导轨滑块安装在导轨上并与导轨滑动配合,导轨滑块的底端与连接支座的顶部固定连接,导轨滑块还通过导轨滑块连接块与压紧固定座的一端连接,压紧固定座的另一端与压紧调节装置连接,压紧调节装置压紧在工件的盘古支架上。
[0011]
本实用新型的再进一步技术方案是:所述的压紧调节装置包括压紧螺钉、锁紧螺母,压紧螺钉通过锁紧螺母锁紧连接在压紧固定座的端面上。
[0012]
本实用新型的更进一步技术方案是:该工装还包括粗定位导向组件,该粗定位导向组件包括固定销、尼龙保护套、压块、螺杆;所述的固定销为由底座和柱销构成的倒t型结构,尼固定销的底座固定安装在工件横臂梁两侧以及两端的底板上,所述的尼龙保护套套在固定销的柱销上,压块通过所述的螺杆压紧安装在固定销的柱销顶部。
[0013]
由于采用上述结构,本实用新型之后轴总成数控加工通用定位工装与现有技术相比,具有以下有益效果:
[0014]
1. 操作简单
[0015]
由于本实用新型包括固定座、底板、两套夹紧组件、两套活动支撑块组件、两套轴套定位压紧组件,其中,两套轴套定位压紧组件对称安装在底板上,两套夹紧组件、两套活动支撑块组件分别对称安装在固定座和底板上。本实用新型通过两套轴套定位压紧组件可实现定位和压紧工件的轴套;通过两套夹紧组件可夹紧在工件的盘古支架一侧的纵臂梁上,通过两套活动支撑块组件可支撑在工件的盘古支架安装位置处的纵臂梁底部。因此,本实用新型可实现对后轴总成进行自动快速定位和夹紧,无需人工局部夹紧,局部调整,局部
加工,其操作比较简单。
[0016]
2.生产效率高
[0017]
由于本实用新型可实现对后轴总成进行自动快速定位和夹紧,无需人工局部夹紧,局部调整,局部加工,可一次装夹完成,其生产效率较高。
[0018]
3.可满足工件的快速调整
[0019]
本实用新型在使用时,将后轴总成放到本工装上,轴套定位压紧组件中的第一气缸运动,将轴套定位销插入工件的轴套中,第二气缸运动将压紧块压紧工件的轴套端面,工件的轴套端面与轴套定位基准的端面贴合,活动支撑块组件中支撑气缸运动,伸缩销升起,支撑块ⅰ顶住工件,夹紧组件中的夹紧块自动旋转45
°
进行工件夹紧,同时压紧防颤组件中的液压缸运动到位压紧调节装置顶住工件防止数控加工时工件震动。使用时,若局部需要调整时,可控制该部件的气缸或液压缸运动,从而实现工件的快速调整。
[0020]
此外,本实用新型的活动支撑块组件在支撑块ⅰ下面还安装有垫片,可以适用不同纵臂梁直径大小的调整即快速调整,当工件安装到位后,支撑块ⅰ会通过油缸自动运动顶住工件。
[0021]
4.可满足不同轴距的后轴总成加工
[0022]
本实用新型的通过控制轴套定位压紧组件中的第一气缸、第二气缸的伸出长度,可满足对不同轴距后轴总成的轴套进行定位和压紧;通过控制夹紧组件中的夹紧块的不同旋转角度,可满足对不同轴距的后轴总成进行夹紧。另外本实用新型的压紧防颤组件中的压紧调节装置包括压紧螺钉、锁紧螺母,压紧螺钉通过锁紧螺母锁紧连接在压紧固定座的端面上。通过调节两端压紧螺钉露在压紧固定座端面外的长度,即可调整对不同轴距的后轴总成的压紧。
[0023]
因此,本实用新型可满足不同轴距的后轴总成加工,其适用范围比较广泛。
[0024]
5.结构可靠
[0025]
在本实用新型的活动支撑块组件中,支撑气缸的伸出端与支撑气缸连接销的一端连接,支撑气缸连接销的另一端与行程活动板连接,行程活动板具有斜楔状表面,伸缩销的中下部设有贯通孔,且贯通孔具有斜楔状内壁;行程活动板安装在行程活动板固定套内并横穿过伸缩销的贯通孔,行程活动板的斜楔状表面与贯通孔的斜楔状内壁滑动配合;通过支撑气缸带动行程活动板左右运动,再通过行程活动板的斜楔状表面与伸缩销的斜楔状内壁之间的滑动配合,使行程活动板的左右运动转换成伸缩销的上下运动,从而实现伸缩销的伸出与回缩,从而对工件的盘古支架安装位置处的纵臂梁底部进行可靠的支撑。
[0026]
另外,本实用新型还包括有粗定位导向组件,该组件除了可以用于对工件进行粗定位和导向之外,还通过其上的尼龙保护套保护已经过表面处理后的工件,防止工件在加工过程中被碰伤。
[0027]
下面,结合附图和实施例对本实用新型之后轴总成数控加工通用定位工装的技术特征作进一步的说明。
附图说明
[0028]
图1:本实用新型之后轴总成数控加工通用定位工装的主视图,
[0029]
图2:图1的俯视图,
[0030]
图3:图1的左视剖视图,
[0031]
图4:图2的a-a剖视图,
[0032]
图5:图4的m向放大视图,
[0033]
图6:图2的b-b剖视图,
[0034]
图7:图2的c-c剖视图,
[0035]
图8:图2的d-d剖视图,
[0036]
图9:本实用新型之后轴总成数控加工通用定位工装的立体结构示意图,
[0037]
图10:工件的立体结构示意图;
[0038]
在上述附图中,各零件的标号如下:
[0039]
1-固定座,
[0040]
2-底板,
[0041]
3-夹紧组件,
[0042]
301-导向套,302-连接销,303-夹紧块,304-夹紧块支撑座,
[0043]
305-旋转销,306-旋转气缸固定座,307-旋转气缸,
[0044]
4-粗定位导向组件,
[0045]
401-固定销,4011-底座,4012-柱销,402-尼龙保护套,403-压块,404-螺杆,
[0046]
5-压紧防颤组件,
[0047]
501-液压缸,502-导轨,503-导轨滑块,504-导轨滑块连接块,
[0048]
505-压紧固定座,506-压紧调节装置,5061-压紧螺钉,5062-锁紧螺母,
[0049]
507-连接支座,508-螺母,509-紧固固定板,510-紧固连接销,
[0050]
6-活动支撑块组件,
[0051]
601-支撑块ⅰ,602-伸缩销,603-伸缩销导套,604-支撑气缸,605-支撑气缸连接销,
[0052]
606-行程活动板,607-伸缩销挡圈,608-行程活动板固定套,609-行程活动板挡圈,
[0053]
7-轴套定位压紧组件,
[0054]
701-第一气缸,702-第一气缸固定座,703-固定座,704-活动销,705-活动销套,
[0055]
706-轴套定位基准板,707-轴套定位销,708-压紧块,709-压紧块活动销,
[0056]
710-第二气缸固定座,711-第二气缸,
[0057]
8-支撑块ⅱ,801-垫块,9-支撑块ⅲ,
[0058]
10-工件,1001-横臂梁,1002-纵臂梁,1003-轴套,1004-盘古支架。
具体实施方式
[0059]
实施例一
[0060]
一种后轴总成数控加工通用定位工装,包括固定座1、底板2、两套夹紧组件3、粗定位导向组件4、压紧防颤组件5、两套活动支撑块组件6、两套轴套定位压紧组件7,其中:
[0061]
所述的固定座1为由钢板焊接而成的中空的箱体结构,所述的底板2安装在固定座1的顶端,底板2沿横向设有导轨安装槽。
[0062]
所述的两套轴套定位压紧组件7对称安装在底板2上,用于定位和压紧工件10的轴
套1003;该轴套定位压紧组件7包括第一气缸701、第一气缸固定座702、固定座a703、活动销704、活动销套705、轴套定位基准板706、轴套定位销707、压紧块708、压紧块活动销709、第二气缸固定座710、第二气缸711;所述的第一气缸701通过第一气缸固定座702安装在固定座a703的一端,固定座a703安装在底板2上;活动销704通过活动销套705安装在固定座a703内,且活动销704的一端与第一气缸701的伸出端连接;活动销704的另一端与用于位于工件的轴套1003内孔的轴套定位销707连接;所述的轴套定位基准板706用于定位工件的轴套1003的一端端面,该轴套定位基准板706连接在活动销套705的端面上;所述的第二气缸711通过第二气缸固定座710安装在与第一气缸701相对的固定座a703另一端,压紧块活动销709安装在第二气缸固定座710内,且压紧块活动销709的一端与第二气缸711的伸出端连接,压紧块活动销709的另一端与用于压紧工件10的轴套1003另一端端面的压紧块708连接。在工件10的轴套1003底部还安装有支撑块ⅱ8,该支撑块ⅱ8通过垫块801固定在底板2上。
[0063]
所述的两套夹紧组件3对称安装在固定座1和底板2上,用于夹紧工件10的盘古支架1004一侧的纵臂梁1002;该夹紧组件3包括导向套301、连接销302、夹紧块303、夹紧块支撑座304、旋转销305、旋转气缸固定座306、旋转气缸307;所述的旋转气缸307通过旋转气缸固定座306安装在固定座1内,所述的导向套固定在底板2上,旋转销305的一端与旋转气缸307的活塞端部连接,旋转销305的另一端伸出固定座1,并依次穿过底板2、导向套301后通过连接销302与夹紧块303连接,夹紧块303的一端通过夹紧块支撑座304安装在底板2上,夹紧块303的另一端夹紧在工件10的盘古支架1004一侧的纵臂梁1002上。在夹紧块303夹紧工件10的纵臂梁1002位置处底部还安装有支撑块ⅲ9,该支撑块ⅲ9固定在底板2上。
[0064]
所述的两套活动支撑块组件6对称安装在固定座1和底板2上,用于支撑工件10的盘古支架1004安装位置处的纵臂梁1002底部;该活动支撑块组件6包括支撑块ⅰ601、伸缩销602、伸缩销导套603、支撑气缸604、支撑气缸连接销605、行程活动板606、伸缩销挡圈607、行程活动板固定套608、行程活动板挡圈609;所述的支撑气缸604、行程活动板固定套608分别固定在固定座1的顶部,支撑气缸604的伸出端与支撑气缸连接销605的一端连接,支撑气缸连接销605的另一端与行程活动板606连接,行程活动板606具有斜楔状表面,所述的伸缩销602的中下部设有贯通孔,且贯通孔具有斜楔状内壁;所述的行程活动板606安装在行程活动板固定套608内并横穿过伸缩销602的贯通孔,行程活动板606的斜楔状表面与贯通孔的斜楔状内壁滑动配合;所述的行程活动板挡圈609用于限位行程活动板606的行程,该行程活动板挡圈609安装在行程活动板固定套608端部的固定座1上;所述的伸缩销导套603安装在底板2上,伸缩销602依次穿过行程活动板固定套608、固定座1、底板2、伸缩销导套603后其顶部与支撑块ⅰ601连接,支撑块ⅰ601支撑在工件10的盘古支架1004安装位置处的纵臂梁1002底部;伸缩销602的底部通过安装在行程活动板固定套608底端的伸缩销挡圈607进行限位。在支撑块ⅰ601下面还安装有垫片,可以适用不同纵臂梁直径大小的调整即快速调整。
[0065]
所述的压紧防颤组件5包括液压缸501、导轨502、导轨滑块503、导轨滑块连接块504、压紧固定座505、压紧调节装置506、连接支座507、紧固固定板509、紧固连接销510;所述的导轨502安装在底板2的导轨安装槽内;所述的液压缸501、导轨滑块503、导轨滑块连接块504、压紧固定座505、压紧调节装置506、连接支座507、紧固固定板509、紧固连接销510的
数量均为两套且对称设置;所述的液压缸501安装在底板2的底部,液压缸501的伸出端与紧固连接销510的一端连接,紧固连接销510的另一端穿过紧固固定板509并通过紧固固定板509端面上的螺母508锁紧,紧固固定板509与连接支座507的底部固定连接,所述的导轨滑块503安装在导轨502上并与导轨502滑动配合,导轨滑块503的底端与连接支座507的顶部固定连接,导轨滑块503还通过导轨滑块连接块504与压紧固定座505的一端连接,压紧固定座505的另一端与压紧调节装置506连接,压紧调节装置506压紧在工件10的盘古支架1004上;所述的压紧调节装置506包括压紧螺钉5061、锁紧螺母5062,压紧螺钉5061通过锁紧螺母5062锁紧连接在压紧固定座505的端面上,通过调整两端压紧螺钉5061露在压紧固定座505端面外的长度,即可调整对不同轴距的后轴总成的压紧。
[0066]
所述的粗定位导向组件4包括固定销401、尼龙保护套402、压块403、螺杆404;所述的固定销401为由底座4011和柱销4012构成的倒t型结构,尼固定销401的底座4011固定安装在工件横臂梁1001两侧以及两端的底板2上,所述的尼龙保护套402套在固定销401的柱销4012上,以便保护已经过表面处理后的工件,防止工件在加工过程中被碰伤;压块403通过所述的螺杆404安装在固定销401的柱销4012顶部,以便压紧尼龙保护套402。
[0067]
上述的轴套定位压紧组件7中的第一气缸701、第二气缸711、活动支撑块组件6中的支撑气缸604的输入端均与数控机床控制系统的信号输出端连接,数控机床控制系统的信号输出入端分别与开关按钮a、开关按钮b、开关按钮c连接;其中,第一气缸701由开关按钮a控制其启停,第二气缸711由开关按钮b控制其启停,支撑气缸604由开关按钮c控制其启停。所述的数控机床控制系统为现有技术。
[0068]
本实用新型的工作原理如下:
[0069]
将后轴总成放到本工装上,按开关按钮a,轴套定位压紧组件7中的第一气缸701运动,将轴套定位销707插入工件的轴套中,再按开关按钮b,第二气缸711运动将压紧块708压紧工件的轴套端面,工件的轴套端面与轴套定位基准706的端面贴合,按开关按钮c,活动支撑块组件6中支撑气缸604运动,伸缩销602升起,支撑块ⅰ601顶住工件,夹紧组件3中的夹紧块303自动旋转45
°
进行工件夹紧,同时压紧防颤组件5中的液压缸501运动到位压紧调节装置506顶住工件防止数控加工时工件震动,以上步骤完成后,启动数控机床开启按钮即可开始数控加工工件的盘古支架端面。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips